一种可测量直线度的输送带包装生产线
文献发布时间:2023-06-19 11:59:12
技术领域
本发明属于输送带生产技术领域,具体涉及一种可测量直线度的输送带包装生产线。
背景技术
输送带又称为运输带,是用于承载和运送物料的复合制品,广泛应用于水泥、焦化、冶金、化工、钢铁等行业中输送距离较短、输送量较小的场合。
在输送带收卷包装的过程中,往往会出现输送带跑偏现象,导致收卷参差不整齐,也是收卷打包中最常见的问题之一,其主要原因是在输送带收卷过程中输送带的直线度差,且没有及时发现和修正。
发明内容
为了解决上述技术问题,本发明采取了如下技术方案:
一种可测量直线度的输送带包装生产线,包括:
机架;
输送装置,所述输送装置包括多个输送辊,所述输送辊可转动地设置在所述机架上;
多个纠偏装置,所述纠偏装置包括支撑架和纠偏轮,所述支撑架设置在所述输送装置的一侧,并固定连接在所述机架上;所述纠偏轮可转动地设置在所述支撑架上;
直线度检测装置,所述直线度检测装置设置在所述机架上,用于对所述输送装置上输送的输送带直线度检测;
包装装置,所述包装装置设置在所述机架上;所述包装装置的输入端与所述输送装置的输出端对应设置,并与输送带卷芯配合对输送带进行打捆包装;
控制装置,所述控制装置与所述直线度检测装置、所述包装装置电连接,所述控制装置根据所述直线度检测装置的检测结果控制所述包装装置的运行。
进一步地,所述直线度检测装置包括标尺、视觉检测组件和超声测距组件,所述标尺沿着所述输送装置的输送方向布设在所述输送装置两侧的所述机架上;所述视觉检测组件和所述超声测距组件沿着所述输送装置的输送方向设置在所述机架两侧,并对应所述输送装置输送的输送带的端部设置。
进一步地,所述视觉检测组件包括支架和CCD摄像套件,所述支架安装在所述机架的一侧,所述CCD摄像套件设置所述支架上,并对应所述输送带端部设置。
进一步地,所述视觉检测组件还包括浮动接头,所述支架通过所述浮动接头连接支撑于所述机架的一侧,所述浮动接头使所述支架能够相对于所述机架沿竖直方向升降浮动运动,沿竖直方向调节所述CCD摄像套件的高度以适应不同厚度的输送带。
进一步地,所述CCD摄像套件的扫描检测误差≤2μm,重复精度≤2μm。
进一步地,所述超声测距组件包括超声测距仪和安装架,所述安装架固定连接在所述机架上远离所述视觉检测组件的一侧;将所述超声测距仪与所述输送带端部对应设置,固定连接所述安装架上。
进一步地,所述超声测距仪对输送带端部发射超声信号并接收反射回波信号;对回波信号进行处理并获取一次反射回波到达时间t1和下一次回波到达时间t2;根据一次反射回波到达时间t1、下一次反射回波到达时间t2以及超声信号实际飞行时间计算输送带端部与所述超声测距仪之间的距离。
进一步地,所述控制装置包括输入模块、分析模块和控制模块,所述输入模块与所述视觉检测装置、所述超声测距组件连接,所述输入模块用于输入所述视觉检测装置扫描的所述输送带的网格图像以及标准网格图像和预设直线度误差以及所述超声测距组件检测到与所述输送带端部之间的距离;所述分析模块与所述输入模块连接;
所述分析模块包括图像分析模块和距离分析模块;所述图像分析模块用于将所述输送带的网格图像与所述标准网格图像比较分析,得到所述输送带的直线度误差,所述图像分析模块还用于将所述输送带的直线度误差与所述预设直线度误差比较分析,并标记出大于所述预设直线度误差的输送带位置;所述距离分析模块根据所述超声测距组件检测的输送带端部与所述超声测距仪之间的距离判断出输送带的偏移量并得到输送带输入所述包装装置前的直线度,同时记录所述输送带的大于所述预设直线度误差的输送带位置;
所述控制模块与所述分析模块连接,所述控制模块用于控制所述包装装置的运行。
有益效果:
本发明提供的一种测量直线度包装生产线,能够在输送带收卷过程中实时检测输送带的直线度,并能够及时发现和修正,避免收卷过程中输送带出现跑偏现象,提高了输送带收卷质量和生产效率。
此外,本发明通过设置标尺、视觉检测组件和超声检测组件对直线度进行实时检测,在提供检测精度的同时还能互相校正,已保证输送带直线度测量的精准度。
附图说明
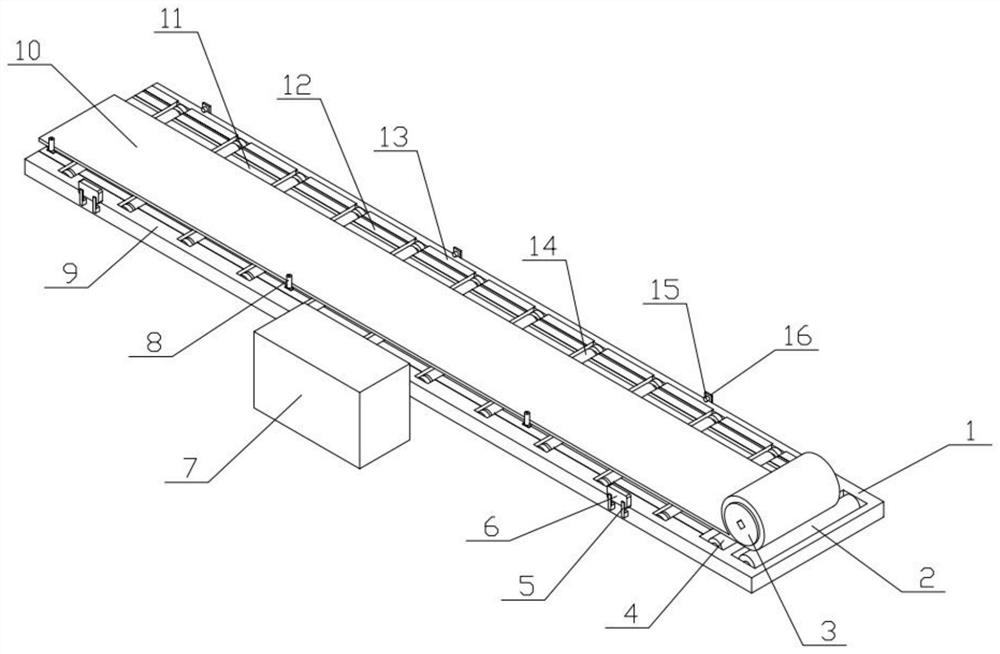
图1是本发明的整体结构示意图
图2是本发明的整体结构另一视角示意图
图3是本发明的整体结构的正视图
图4是本发明的整体结构的俯视图
其中,1、机架;2、第一动力辊;3、输送带卷芯;4、第二动力辊;5、支架;6、CCD摄像套件;7、控制装置;8、纠偏装置;9、第一标尺;10、输送带;11、第二标尺;12、第三标尺;13、第四标尺;14、输送辊;15、安装架;16、超声测距仪。
具体实施方式
实施例1
一种可测量直线度的输送带包装生产线,包括:机架1、输送装置、多个纠偏装置8、直线度检测装置、包装装置和控制装置7。
输送装置包括多个输送辊14,输送辊14可转动地设置在机架1上。
纠偏装置8包括支撑架和纠偏轮,支撑架设置在输送装置的一侧,并固定连接在机架1上;纠偏轮可转动地设置在支撑架上。
在本实施例中,纠偏轮的旋转轴线与水平面垂直设置,且纠偏轮的外轮廓与位于输送装置上的输送带相切,用于对输送带进行输送限位以及简易纠偏。
直线度检测装置,直线度检测装置设置在机架1上,用于对输送装置上输送的输送带10直线度检测。
在本实施例中,直线度检测装置包括标尺、视觉检测组件和超声测距组件,标尺沿着输送装置的输送方向布设在输送装置两侧的机架1上;视觉检测组件和超声测距组件沿着输送装置的输送方向设置在机架1两侧,并对应输送装置输送的输送带10端部设置。
其中,标尺包括设置在输送装置一侧的第一标尺9以及由内向外依次平行设置在输送装置另一侧的第二标尺11、第三标尺12和第四标尺13,用于输送带直线度的机械检测(即供工作人员目测)。
在本实施例中,视觉检测组件包括支架5和CCD摄像套件6,支架5安装在机架1的一侧,CCD摄像套件6设置支架5上,并对应输送装置输送的输送带10的端部设置。
在本实施例中,视觉检测组件还包括浮动接头,支架5通过浮动接头连接支撑于机架1的一侧,浮动接头使支架5能够相对于机架1沿竖直方向升降运动,即沿竖直方向调节CCD摄像套件6的高度以适应不同厚度的输送带10。
在本实施例中,CCD摄像套件6的扫描检测误差≤2μm,重复精度≤2μm。
在本实施例中,超声测距组件包括超声测距仪16和安装架15,安装架15固定连接在机架1远离视觉检测组件的一侧;将超声测距仪16与输送装置输送的输送带10端部对应设置,固定连接安装架15上。
其中,超声测距仪16对输送带10端部发射超声信号并接收反射回波信号;对回波信号进行处理并获取一次反射回波到达时间t1和下一次回波到达时间t2;根据一次反射回波到达时间t1、下一次反射回波到达时间t2以及超声信号实际飞行时间计算输送带10端部与超声测距仪16之间的距离。
包装装置,包装装置设置在机架1上;包装装置的输入端对应输送装置的输出端设置,并与输送带卷芯3配合对输送带10进行打捆包装。
在本实施例中,包装装置包括前后设置的第一动力辊2和第二动力辊4,第一动力辊2和第二动力辊4均可转动连接在机架1上,并通过驱动装置同向转动带动输送带卷芯3转动以实现对输送带10进行打捆包装。
控制装置7,控制装置7与直线度检测装置、包装装置电连接,控制装置7根据直线度检测装置的检测结果控制包装装置的运行。
其中,控制装置7包括输入模块、分析模块和控制模块,输入模块与视觉检测装置、超声测距组件连接,输入模块用于输入视觉检测装置扫描的输送带10的网格图像以及标准网格图像和预设直线度误差以及超声测距组件检测到与输送装置输送的输送带10的端部之间的距离;分析模块与输入模块连接。
分析模块包括图像分析模块和距离分析模块;图像分析模块用于将输送带10的网格图像与标准网格图像比较分析,得到输送带10的直线度误差;图像分析模块还用于将输送带10的直线度误差与预设直线度误差比较分析,并标记出输送带10大于预设直线度误差的位置;距离分析模块根据超声测距组件检测的输送带10端部与超声测距仪16之间的距离判断出输送带10的偏移量并得到输送带10输入包装装置前的直线度,同时记录输送带10的大于预设直线度误差的输送带10位置。
控制模块与分析模块连接,控制模块用于控制包装装置的运行。
以上所述,仅是本发明较佳实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明技术方案的范围。
- 一种可测量直线度的输送带包装生产线
- 一种辣条包装生产线的自动输送带