一种二维力检测机构、检测方法和机器人
文献发布时间:2023-06-19 12:00:51
技术领域
本发明涉及产品质量检测设备技术领域,更具体地说,涉及一种二维力检测机构。此外,本发明还涉及一种应用于上述二维力检测机构的检测方法,以及一种包括上述二维力检测机构的机器人。
背景技术
现有技术中,在对产品例如防盗门的扭力和推拉力进行检测时,检测夹爪的功能均较为单一,只能实现单独扭力或推拉力的检测,集成程度低;并且在检测的过程中,需要人工参与,不能够实现完全的自动化;此外,在检测的过程中,没有数据库的支撑,判断合格的标准不够清晰,且判断过程繁琐。
综上所述,如何简化产品二维力检测的流程,是目前本领域技术人员亟待解决的问题。
发明内容
有鉴于此,本发明的目的是提供一种二维力检测机构,可以对产品的旋转部旋转过程中所需的扭力以及产品的推拉部运动过程中所需的推拉力进行检测,并且可以通过将检测到的扭力与预设扭力比较,判断旋转部是否合格,通过将检测到的推拉力与预设推拉力比较,判断推拉部是否合格;检测过程完全自动化,不需要人力参与,同一二维力检测机构,可以对推拉力和扭力均进行检测,避免了更换检测设备的繁琐操作,简化了产品二维力检测的流程。
本发明的另一目的是提供一种应用于上述二维力检测机构的检测方法,以及一种包括上述二维力检测机构的机器人。
为了实现上述目的,本发明提供如下技术方案:
一种二维力检测机构,包括:
夹爪组件,可张开或夹紧设置,以便松开或夹紧产品的旋转部;
旋转组件,所述夹爪组件连接于所述旋转组件的输出端;
吸取组件,用于吸取所述产品的推拉部;
推拉组件,所述吸取组件连接于所述推拉组件的输出端;
二维力检测组件,所述旋转组件和所述推拉组件均与所述二维力检测组件连接,用于实时检测所述旋转组件的输出端的扭力以及所述推拉组件的输出端的推拉力;
控制设备,用于接收所述二维力检测组件检测到的扭力和推拉力,并将接收到的所述扭力与预设扭力比较,将接收到的所述推拉力与预设推拉力比较;当接收到的所述扭力位于所述预设扭力范围内时,则判断所述产品的旋转部合格,当接收到的所述扭力位于所述预设扭力范围外时,则判断所述产品的旋转部不合格;当接收到的所述推拉力位于所述预设推拉力范围内时,则判断所述产品的推拉部合格,当接收到的所述推拉力位于所述预设推拉力范围外时,则判断所述产品的推拉部不合格;
所述夹爪组件、所述旋转组件、所述吸取组件、所述推拉组件和所述二维力检测组件均与所述控制设备连接。
优选的,所述夹爪组件包括夹爪动力件以及至少两个可相对张开或夹紧的夹块,所述夹块连接于所述夹爪动力件的输出端;所述夹爪动力件与所述旋转组件的输出端连接。
优选的,所述夹爪动力件与所述旋转组件之间设置有电气滑环。
优选的,所述吸取组件包括吸取所述产品的推拉部的吸盘,所述推拉组件包括推拉动力件,所述推拉动力件的输出端与所述吸盘连接。
优选的,所述推拉动力件包括两个推拉气缸,两个所述推拉气缸对称设置于所述夹爪组件的两侧,且两个所述推拉气缸的输出端均设置有所述吸盘。
优选的,所述二维力检测组件包括与所述旋转组件连接的扭力检测机构以及与所述推拉组件连接的推拉力检测机构;所述扭力检测机构和所述推拉力检测机构均与所述控制设备连接;
或所述二维力检测组件包括用于检测所述旋转组件的扭力和所述推拉组件的推拉力的二维力检测传感器,所述旋转组件和所述推拉组件均与所述二维力检测传感器连接,所述二维力检测传感器与所述控制设备连接。
优选的,还包括激光发射器以及两个关于所述激光发射器对称设置的线扫相机,且两个所述线扫相机的中心轴线与所述激光发射器所发射的激光相交于同一点。
一种检测方法,应用于上述任一项所述的二维力检测机构,包括:
控制设备控制夹爪组件夹紧产品的旋转部;
所述控制设备控制旋转组件带动所述夹爪组件旋转,二维力检测组件实时检测所述旋转组件旋转过程中的输出扭力,并将检测到的所述扭力传送至所述控制设备;
所述控制设备判断接收到的所述扭力是否位于所述预设扭力范围内,若否,则输出所述产品的旋转部不合格;若是,则输出所述产品的旋转部合格,并执行下一步;
所述控制设备控制吸取组件吸取所述产品的推拉部;
所述控制设备控制推拉组件带动所述吸取组件移动,所述二维力检测组件实时检测所述推拉组件移动过程中的输出推力或输出拉力,并将检测到的所述输出推力或所述输出拉力传送至所述控制设备;
所述控制设备判断接收到的所述输出推力或所述输出拉力是否位于所述预设推拉力范围内,若否,则输出所述产品的推拉部不合格;若是,则输出所述产品的推拉部合格。
优选的,所述二维力检测机构还包括拍摄设备以及为所述拍摄设备的拍摄照明的光源;
所述检测方法包括:
所述控制设备控制所述光源打开,并控制所述拍摄设备对所述产品的缝隙进行拍摄;
所述拍摄设备将拍摄信息传递至所述控制设备;
所述控制设备根据所述拍摄信息得到所述缝隙的尺寸;
所述控制设备判断所述缝隙的尺寸是否位于预设缝隙范围内,若是,则所述产品的缝隙合格,若否,则所述产品的缝隙不合格。
一种机器人,包括机械手以及上述任一项所述的二维力检测机构,所述二维力检测机构安装于所述机械手。
在使用本发明提供的二维力检测机构的过程中,待检测的产品中设置有旋转部和推拉部,在检测时,可以先对产品的旋转部的扭力进行检测,也可以先对产品的推拉部的推拉力进行检测,或者旋转部和推拉部同时进行检测,具体根据实际情况确定。
检测时,控制设备控制夹爪组件将产品的旋转部夹紧,然后控制设备控制旋转组件带动夹爪组件旋转,二维力检测组件实时检测旋转组件旋转过程中输出端的扭力,并实时将扭力传递至控制设备,控制设备将接收到的扭力与预设扭力作比较,当接收到的扭力位于预设扭力范围内时,则判断产品的旋转部合格,当接收到的扭力位于预设扭力范围外时,可以是大于预设扭力的最大值,或者小于预设扭力的最小值,则判断产品的旋转部不合格。
控制设备控制吸取组件吸取产品的推拉部,接着控制推拉组件动作,将推拉部推至另一位置,或者将推拉部拉至另一位置,二维力检测组件实时检测推拉组件的输出端的推拉力,并将推拉力传递至控制设备,控制设备将接受到的推拉力与预设推拉力进行比较,当接收到的推拉力位于预设推拉力范围内时,则判断产品的推拉部合格,当接收到的推拉力位于预设推拉力的范围外时,可以是大于预设推拉力的最大值,或者小于预设推拉力的最小值,则判断产品的推拉部不合格。
相比于现有技术,本发明提供的二维力检测机构既可以对产品的旋转部的扭力进行检测,也可以对产品的推拉部的推拉力进行检测,可以使用同一二维力检测机构,完成扭力和推拉力的检测,避免中间更换检测设备的繁琐操作,简化了产品二维力检测的流程;另外,本发明提供的二维力检测机构的控制设备可以将检测到的扭力与预设扭力比较,将检测到的推拉力与预设推拉力进行比较,判断过程快捷、方便。
此外,本发明还提供了一种应用于上述二维力检测机构的检测方法,以及一种包括上述二维力检测机构的机器人。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
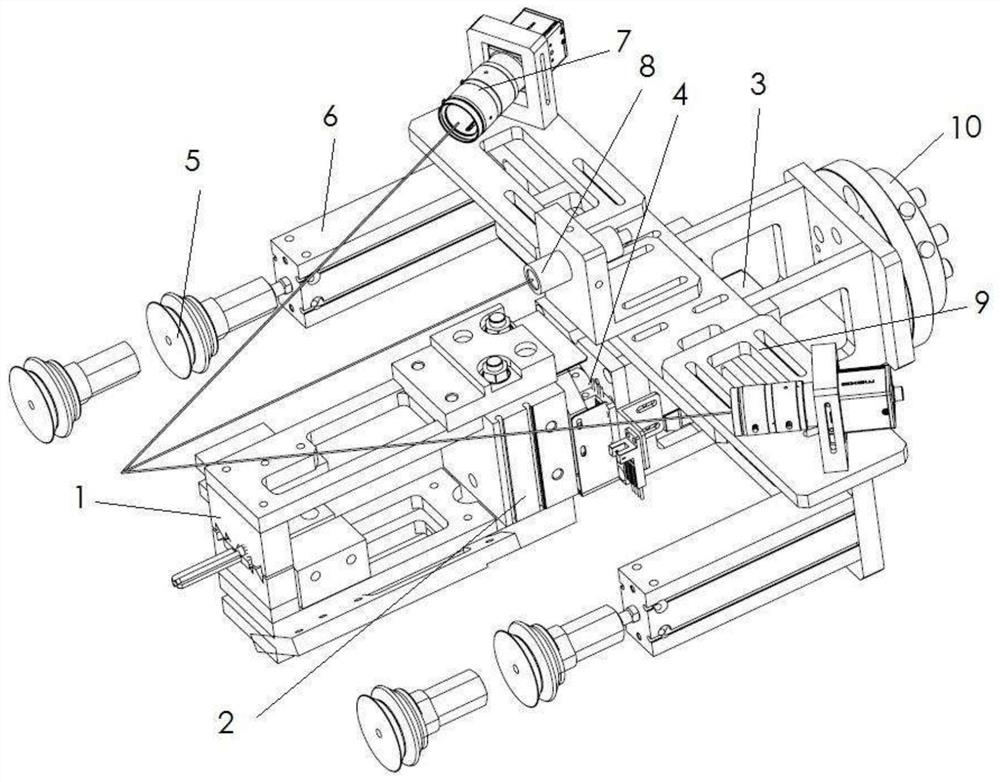
图1为本发明所提供的二维力检测机构的具体实施例的结构示意图;
图2为图1中二维力检测机构的俯视图;
图3为图1中二维力检测机构的后视图;
图4为本发明所提供的检测方法的具体实施例的流程示意图。
图1至图4中:
1为夹块、2为夹爪气缸、3为电机、4为电气滑环、5为吸盘、6为推拉气缸、7为线扫相机、8为激光发射器、9为安装架、10为连接部、11为二维力检测传感器。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明的核心是提供一种二维力检测机构,可以对产品的旋转部旋转过程中所需的扭力以及产品的推拉部运动过程中所需的推拉力进行检测,并且可以通过将检测到的扭力与预设扭力比较,判断旋转部是否合格,通过将检测到的推拉力与预设推拉力比较,判断推拉部是否合格;检测过程完全自动化,不需要人力参与,同一二维力检测机构,可以对推拉力和扭力均进行检测,避免了更换检测设备的繁琐操作,简化了产品二维力检测的流程。本发明的另一核心是提供一种应用于上述二维力检测机构的检测方法,以及一种包括上述二维力检测机构的机器人。
请参考图1至图4,图1为本发明所提供的二维力检测机构的具体实施例的结构示意图;图2为图1中二维力检测机构的俯视图;图3为图1中二维力检测机构的后视图;图4为本发明所提供的检测方法的具体实施例的流程示意图。
本申请文件公开了一种二维力检测机构,可以对产品的旋转部旋转过程中的扭力、产品的推拉部的推拉力以及产品的缝隙尺寸进行检测,并且在检测的过程中实现完全的自动化,避免人力参与;控制设备通过将二维力检测组件检测到的数据与对应的预设值比较,判断产品的旋转部,或推拉部,或缝隙尺寸是否合格;本申请文件中提到的检测的产品可以是安装有门框的安全门,旋转部为钥匙旋拧处,扭力为旋拧钥匙时所需的扭力;推拉部为安全门本体,推拉力为安全门打开和关闭过程中所需的推拉力;缝隙为安全门本体与门框之间的缝隙;当然,产品还可以是窗扇、柜体等其它结构,具体根据实际情况确定,在此不做赘述。
在使用的过程中,本申请文件提供的二维力检测机构可以同时对同一产品的旋转部、推拉部及缝隙进行检测,也可以仅对同一产品的一个或几个结构进行检测,具体根据实际情况确定,在此不做赘述。
本具体实施例公开了一种二维力检测机构,包括:
夹爪组件,可张开或夹紧设置,以便松开或夹紧产品的旋转部;
旋转组件,夹爪组件连接于所述旋转组件的输出端;
吸取组件,用于吸取产品的推拉部;
推拉组件,吸取组件连接于推拉组件的输出端;
二维力检测组件,旋转组件和推拉组件均与二维力检测组件连接,用于实时检测旋转组件的输出端的扭力以及推拉组件的输出端的推拉力;
控制设备,用于接收二维力检测组件检测到的扭力和推拉力,并将接收到的扭力与预设扭力比较,将接收到的推拉力与预设推拉力比较;当接收到的扭力位于预设扭力范围内时,则判断产品的旋转部合格,当接收到的扭力位于所述预设扭力范围外时,则判断产品的旋转部不合格;当接收到的推拉力位于预设推拉力范围内时,则判断产品的推拉部合格,当接收到的推拉力位于所述预设推拉力范围外时,则判断产品的推拉部不合格;
夹爪组件、旋转组件、吸取组件、推拉组件和二维力检测组件均与控制设备连接,所述控制设备可控制夹爪组件、旋转组件、吸取组件、推拉组件和二维力检测组件动作。
为了使夹爪组件可以顺利的夹紧产品的旋转部,可以使夹爪组件包括夹爪动力件以及至少两个可相对张开或夹紧的夹块1,夹块1连接于夹爪动力件的输出端;夹爪动力件与旋转组件的输出端连接。可以将夹块1设置为与将要夹紧的旋转部外形配合的结构,以便夹紧产品的旋转部。
优选的,夹块1的硬度小于产品的旋转部的硬度,以避免夹块1在夹紧的过程中对产品造成损伤。
夹爪动力件可以是夹爪气缸2,也可以是电机3等可以提供动力的结构,具体根据实际情况确定。
在使用本具体实施例提供的二维力检测机构的过程中,待检测的产品中设置有旋转部和推拉部,在检测时,可以先对产品的旋转部的扭力进行检测,也可以先对产品的推拉部的推拉力进行检测,或者旋转部和推拉部同时进行检测,具体根据实际情况确定。
检测时,控制设备控制夹爪组件将产品的旋转部夹紧,然后控制设备控制旋转组件带动夹爪组件旋转,二维力检测组件实时检测旋转组件旋转过程中输出端的扭力,并实时将扭力传递至控制设备,控制设备将接收到的扭力与预设扭力作比较,当接收到的扭力位于预设扭力范围内时,则判断产品的旋转部合格,当接收到的扭力位于预设扭力范围外时,可以是大于预设扭力的最大值,或者小于预设扭力的最小值,则判断产品的旋转部不合格。
控制设备控制吸取组件吸取产品的推拉部,接着控制推拉组件动作,将推拉部推至另一位置,或者将推拉部拉至另一位置,二维力检测组件实时检测推拉组件的输出端的推拉力,并将推拉力传递至控制设备,控制设备将接受到的推拉力与预设推拉力进行比较,当接收到的推拉力位于预设推拉力范围内时,则判断产品的推拉部合格,当接收到的推拉力位于预设推拉力的范围外时,可以是大于预设推拉力的最大值,或者小于预设推拉力的最小值,则判断产品的推拉部不合格。
可以在控制设备设置对应的显示屏,将检测到的扭力、推拉力在显示屏中以曲线或其它图表的方式实时显示,方便用户观察扭力信息。在检测到扭力大于预设扭力范围的最大值时,为了避免扭力过大对旋转组件造成损伤,可以设置安全扭力值,当检测到扭力大于或等于安全扭力值时,则控制设备控制旋转组件停止转动;安全扭力值需大于或等于预设扭力的最大值。
相比于现有技术,本具体实施例提供的二维力检测机构既可以对产品的旋转部的扭力进行检测,也可以对产品的推拉部的推拉力进行检测,可以使用同一二维力检测机构,完成扭力和推拉力的检测,避免中间更换检测设备的繁琐操作,简化了产品二维力检测的流程;另外,本发明提供的二维力检测机构的控制设备可以将检测到的扭力与预设扭力比较,将检测到的推拉力与预设推拉力进行比较,判断过程快捷、方便。
为了避免旋转组件带动夹爪组件旋转过程中对电气线路的连接造成影响,可以在爪动力件与旋转组件之间设置电气滑环4,以使二维力检测机构的电路和气路在旋转的位置可以自由旋转,不会缠绕管线。
需要进行说明的是,二维力检测组件可以是两个检测机构的组合,包括与旋转组件连接的扭力检测机构以及与推拉组件连接的推拉力检测机构;扭力检测机构和推拉力检测机构均与控制设备连接。
当然,二维力检测组件也可以是单独设置的可同时对扭力和推拉力进行检测的二维力检测传感器11,旋转组件和推拉组件均与二维力检测传感器11连接,二维力检测传感器11与控制设备连接。
为了能够对产品的推拉部施力,可以使吸取组件包括吸取产品的推拉部的吸盘5,推拉组件包括推拉动力件,推拉动力件的输出端与吸盘5连接。
如图1所示,推拉动力件包括两个推拉气缸6,两个推拉气缸6对称设置于夹爪组件的两侧,且两个推拉气缸6的输出端均设置有吸盘5。旋转组件包括电机3以及与电机3连接的减速机构,减速机构的输出端与夹爪气缸2连接;电机3安装于电机3安装板,电机3的均两侧设置有安装架9,推拉气缸6安装于安装架9。
在上述实施例的基础上,为了实现对产品的缝隙的检测,可以设置拍摄设备和为拍摄设备的拍摄提供照明的光源。
如图1所示,光源为激光发射器8,拍摄设备包括两个关于激光发射器8对称设置的线扫相机7,且两个线扫相机7的中心轴线与激光发射器8所发射的激光相交于同一点。
在使用的过程中,使用线扫相机7与激光发射器8的组合,可以对缝隙的内部进行拍摄,以判断缝隙的宽度尺寸以及其宽度的均匀性。
当然,线扫相机7还可以被其它的符合要求的拍摄设备取代,在此不做赘述。
除了上述二维力检测机构,本发明还提供一种包括机械手以及上述实施例公开的二维力检测机构的机器人,二维力检测机构安装于机械手,该机器人的其他各部分的结构请参考现有技术,本文不再赘述。
此处提到的机械手可以是多轴机器人,也可以是模组结构,具体根据实际情况确定。
二维力检测机构设置有用于与机械手连接的连接部10,连接部10通过螺栓与机械手的端部或非端部位置可拆卸连接;优选的,可以将二维力检测组件安装于连接部10。
除了上述二维力检测机构,本发明还提供了一种应用于上述二维力检测机构的检测方法,包括:
步骤S1,控制设备控制夹爪组件夹紧产品的旋转部;
步骤S2,控制设备控制旋转组件带动夹爪组件旋转,二维力检测组件实时检测旋转组件旋转过程中的输出扭力,并将检测到的扭力传送至控制设备;
步骤S3,控制设备判断接收到的扭力是否位于预设扭力范围内,若否,则输出产品的旋转部不合格;若是,则输出产品的旋转部合格,并执行步骤S4;
步骤S4,控制设备控制吸取组件吸取产品的推拉部;
步骤S5,控制设备控制推拉组件带动吸取组件移动,二维力检测组件实时检测推拉组件移动过程中的输出推力或输出拉力,并将检测到的输出推力或输出拉力传送至控制设备;
步骤S6,控制设备判断接收到的输出推力或输出拉力是否位于预设推拉力范围内,若否,则输出产品的推拉部不合格;若是,则输出产品的推拉部合格。
二维力检测机构还包括拍摄设备以及为拍摄设备的拍摄照明的光源,当对产品的缝隙进行检测时,具体的步骤如下:
步骤S1a,控制设备控制光源打开,并控制拍摄设备对产品的缝隙进行拍摄;
步骤S1b,拍摄设备将拍摄信息传递至控制设备;
步骤S1c,控制设备根据拍摄信息得到缝隙的尺寸;
步骤S1c中,根据拍摄信息得到缝隙的尺寸,具体的可以通过预先设定的算法程序对拍摄信息进行处理,并得到缝隙的尺寸。
步骤S1d,控制设备判断缝隙的尺寸是否位于预设缝隙范围内,若是,则产品的缝隙合格,若否,则产品的缝隙不合格。
步骤S1d中,此处提到的缝隙的尺寸,可以单纯只是缝隙的宽度,也可以包括缝隙的深度,以及缝隙宽度的均匀性,当为安全门时,还可以包括门框的垂度,安全门本体的外边缘相对于门框的平行度等,具体需要根据实际情况确定。
需要进行说明的是,上述提到的步骤S1a至步骤S1d,可以在上述实施例中的步骤S1之前实施,也可以在上述步骤中的步骤S6之后实施,具体根据实际情况确定,在此不做赘述。
在另一具体实施例中,待检测的产品为安全门,包括门框、相对于门框可转动设置的门本体、安装于门本体的门锁以及可插设于门锁并在门锁中可旋转的钥匙;二维力检测机构为图1-3所示的具体实施例中的二维力检测机构。
在检测的过程中,具体的检测步骤如下:
步骤S2a,控制设备控制夹爪气缸2动作,带动夹块1相对张开,并通过机械手将二维力检测机构移动至合适的夹取位置,控制夹爪气缸2动作,夹块1将插设于门锁中的钥匙夹紧;
步骤S2b,控制设备控制电机3旋转,在转动的过程中带动钥匙正向转动,直至钥匙转动至门锁打开的状态,二维力检测组件实时检测钥匙旋转过程中电机3输出端的扭力,并将扭力传递至控制设备;
步骤S2c,控制设备判断接收到的扭力是否位于预设正向扭力范围内,若否,则输出门锁不合格;若是,则执行步骤S2d;
步骤S2d,控制设备控制推拉气缸6的输出端伸出,以使吸盘5向前推出至与门本体吸合的位置;
步骤S2e,控制设备控制推拉气缸6的输出端缩回,以使吸盘5带动门本体相对于门框转动至打开的位置;二维力检测组件实时检测门本体打开过程中推拉气缸6的拉力,并将检测到的拉力传递至控制设备;
步骤S2f,控制设备判断接收到的拉力是否位于预设拉力范围内,若否,则输出门本体铰接件不合格;若是,执行步骤S2g;
步骤S2g,控制设备控制推拉气缸6的输出端伸出,以使吸盘5向前推出,直至门本体相对于门框转动至关闭的位置,二维力检测组件实时检测门本体关闭过程中推拉气缸6的推力,并将检测到的推力传递至控制设备;
步骤S2h,控制设备判断接收到的推力是否位于预设推力范围内,若否,则输出门本体铰接件不合格;若是,输出门本体铰接件合格,并执行步骤S2i;
步骤S2i,控制设备控制电机3旋转,在转动的过程中带动钥匙逆向转动,直至钥匙转动至门锁关闭的状态,二维力检测组件实时检测钥匙旋转过程中电机3输出端的扭力,并将扭力传递至控制设备;
步骤S2j,控制设备判断接收到的扭力是否位于预设逆向扭力范围内,若否,则输出门锁不合格;若是,输出门锁合格,并执行步骤S2k;
步骤S2k,控制设备控制激光发射器8打开,并控制线扫相机7对门本体与门框之间的缝隙进行拍摄,线扫相机7将拍摄信息传递至控制设备;
步骤S2m,控制设备根据接收到的拍摄信息得到缝隙的尺寸;
步骤S2n,控制设备判断缝隙的尺寸是否位于预设缝隙范围内,若是,则输出产品的缝隙合格,若否,则输出产品的缝隙不合格。
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。本发明所提供的所有实施例的任意组合方式均在此发明的保护范围内,在此不做赘述。
以上对本发明所提供的二维力检测机构、检测方法和机器人进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。