一种压气机燕尾型榫槽轮廓检验用通止规及检验方法
文献发布时间:2023-06-19 12:04:09
技术领域
本申请涉及榫槽检测技术领域,尤其涉及一种压气机燕尾型榫槽轮廓检验用通止规及检验方法。
背景技术
燕尾型榫头和榫槽是压气机中最常见的叶片连接结构。榫头、榫槽加工尺寸会影响叶片与轮盘、机匣的装配间隙,间隙量直接影响航空发动机工作时振动量,因此精确测量榫头榫槽配合尺寸非常有必要。
在实际加工过程中,叶片燕尾型榫头是凸面,可以采用三坐标测量仪(下面简称:三坐标)测量尺寸,而且叶片体积小数量多,加工时通常会选取一个叶片作为试刀件,检验尺寸合格后再批量生产其余叶片,因此燕尾型榫头尺寸容易控制。而机匣和轮盘都属于大件,一般不会做试刀件。机匣和轮盘上的燕尾型榫槽是凹面,大多为周向整环结构,无法使用三坐标测量尺寸。除此之外,由于航空发动机机匣和轮盘尺寸较大,又多为薄壁结构,容易变形,因此需要加工后,在机床上完成尺寸检验,合格后再进行拆卸。
目前测量榫槽的方法是在加工完的燕尾型榫槽内填充样膏,等待样膏凝固后,将样膏从榫槽中取出,然后切片,将切片放置在投影设备中,放大一定的倍数,显示切片的轮廓,测量切片轮廓尺寸作为榫槽尺寸。这种方案可以粗略的验证加工的榫槽是否合格,但精度不足,误差主要来源:样膏未完全填充满榫槽,样膏轮廓偏小或者有缺失;样膏未完全固化,在取出时样膏变形;样膏切片时方向不正,切面不是榫槽横截面。
发明内容
有鉴于此,本申请实施例提供一种压气机燕尾型榫槽轮廓检验用通止规及检验方法,至少部分解决现有技术中存在的问题。
第一方面,本申请实施例提供一种压气机燕尾型榫槽轮廓检验用通止规,所述通止规包括头部和手柄,其中,
所述头部设置为外形轮廓与所述榫槽轮廓一致的薄片结构;
所述手柄设置为圆柱结构,与所述头部的下方中间部位固定连接,且所述圆柱的中轴线与所述薄片的长轴线相互垂直;
所述头部与所述手柄组成的结构在沿所述头部长轴方向的横截面为T形结构;
所述头部短轴方向横截面的宽度小于高度,所述手柄的直径小于所述头部短轴方向横截面的宽度。
根据本申请实施例的一种具体实现方式,所述通规的头部外形轮廓与所述榫槽的最小轮廓一致,所述止规的头部外形轮廓与所述榫槽的最大轮廓一致,所述通规和所述止规的外型线轮廓度均为0.01-0.02mm。
根据本申请实施例的一种具体实现方式,所述头部短轴方向横截面的宽度是高度的一半。
根据本申请实施例的一种具体实现方式,所述头部与所述手柄通过焊接方式连接。
根据本申请实施例的一种具体实现方式,所述头部与所述手柄的焊接方式为激光焊。
根据本申请实施例的一种具体实现方式,所述手柄的下部表面进行喷砂处理或滚花。
根据本申请实施例的一种具体实现方式,所述头部和所述手柄的制作材料为金属。
第二方面,本申请实施例还提供一种压气机燕尾型榫槽轮廓检验方法,包括以下步骤:
S1、清除机床上已加工好的机匣榫槽内的切削液和碎屑;
S2、使用通规检验所述榫槽:
S21、将所述通规的头部以其轮廓垂直于所述榫槽轮廓的角度伸入榫槽内;
S22、将所述通规手柄旋转90°,使所述通规头部轮廓对应所述榫槽轮廓;
S23、将所述通规沿所述榫槽周向滑动,若不存在干涉或卡顿的情况,则所述通规检验合格,执行步骤S3;否则执行步骤S4;
S3、使用止规检验所述榫槽:
将机匣从所述机床上拆分,用止规进行检验所述榫槽,检验方法与所述通规检验方法相同,若所述止规在所述榫槽内滑动受阻或者无法滑动,则所述止规检验合格;
S4、调节加工程序并重新运行加工,或者使用刀具进行补偿,加工完成后重复步骤S2。
根据本申请实施例的一种具体实现方式,对于多级叶片机匣的榫槽检验,在所有所述榫槽通规检验合格后,再进行拆分所述机匣,进行所述止规检验。
根据本申请实施例的一种具体实现方式,所述方法在步骤S1前还包括:采用三坐标检验所述通止规的轮廓是否受损,若无受损,则对所述通止规进行所述头部两端的标记,使所述通止规的头部两端与所述榫槽的两端一一对应;若有受损,则重新加工新的通规或止规。
有益效果
本申请实施例提供了压气机燕尾型榫槽轮廓检验用通止规及检验方法,榫槽的通止规结构简单,使用起来方便;对榫槽检验精度有效提高;可以在机床上完成榫槽的检验,避免零件需要返工时的二次装夹,提高了生产效率。
附图说明
为了更清楚地说明本申请实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
图1为根据本发明一实施例的燕尾型榫槽轮廓线示意图;
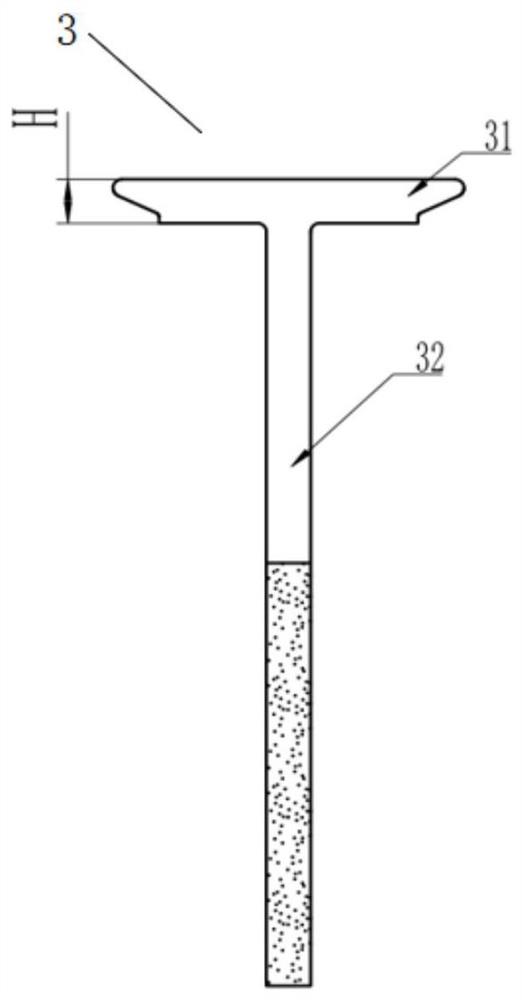
图2为根据本发明一实施例的燕尾型榫槽通规主视图;
图3为根据本发明一实施例的燕尾型榫槽通规侧视图;
图4为根据本发明一实施例的压气机燕尾型榫槽轮廓检验方法的检验示意图;
图5为根据本发明一实施例的压气机燕尾型榫槽轮廓检验方法的另一检验示意图。
图中:0、榫槽理论轮廓线;1、榫槽最大轮廓线;2、代表榫槽最小轮廓线;3、通规;31、头部;32、手柄;4、机匣。
具体实施方式
下面结合附图对本申请实施例进行详细描述。
以下通过特定的具体实例说明本申请的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本申请的其他优点与功效。显然,所描述的实施例仅仅是本申请一部分实施例,而不是全部的实施例。本申请还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本申请的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。基于本申请中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
要说明的是,下文描述在所附权利要求书的范围内的实施例的各种方面。应显而易见,本文中所描述的方面可体现于广泛多种形式中,且本文中所描述的任何特定结构及/或功能仅为说明性的。基于本申请,所属领域的技术人员应了解,本文中所描述的一个方面可与任何其它方面独立地实施,且可以各种方式组合这些方面中的两者或两者以上。举例来说,可使用本文中所阐述的任何数目个方面来实施设备及/或实践方法。另外,可使用除了本文中所阐述的方面中的一或多者之外的其它结构及/或功能性实施此设备及/或实践此方法。
还需要说明的是,以下实施例中所提供的图示仅以示意方式说明本申请的基本构想,图式中仅显示与本申请中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
另外,在以下描述中,提供具体细节是为了便于透彻理解实例。然而,所属领域的技术人员将理解,可在没有这些特定细节的情况下实践所述方面。
本申请实施例提供了一种压气机燕尾型榫槽轮廓检验用通止规用于检验榫槽尺寸是否合格。燕尾型榫槽轮廓线如图1所示,轮廓线0代表榫槽理论轮廓线,轮廓线1代表榫槽最大轮廓线,轮廓线2代表榫槽最小轮廓线,在检验时,只要榫槽的实际轮廓线介于榫槽最大轮廓线1和榫槽最小轮廓线2之间,即可认为榫槽尺寸是合格的。
本申请中通规和止规的结构一致,下面将参照图2-3所示的通规进行描述,通规3包括头部31和手柄32,其中,头部31设置为一个薄片结构,其外形轮廓与榫槽最小轮廓2一致,外型线轮廓度优选为0.01-0.02mm。手柄32设置为圆柱结构,与头部31的下方中间部位固定连接,且圆柱的中轴线与薄片的长轴线相互垂直,参照图3的通规3的侧视图。
头部31与手柄32的连接结构在沿头部31长轴方向的横截面为T形结构。
头部31在短轴方向的横截面的高度为H,头部31短轴方向横截面的宽度小于高度H,手柄32的直径小于头部短轴方向横截面的宽度。
更为优选的,头部31短轴方向横截面的宽度是高度H的一半,即为0.5H。
在具体应用时,通规3的头部31用于伸进榫槽内部,头部31的外型轮廓与榫槽最小轮廓2一致,因此,如果通规3的头部31可以伸入榫槽内部,并且在转动手柄32时,头部31可以顺滑的滑动,则说明榫槽的轮廓线是大于通规3头部31的轮廓线的,则通规3检测是通过的。相反的,若通规3的头部31无法伸入到榫槽内部滑动时,则说明榫槽的轮廓线是小于通规3头部31的轮廓线,此时榫槽处于欠加工状态,则需要进一步加工,使榫槽尺寸达到标准。
在一个实施例中,头部31与手柄32是通过焊接方式连接的,优选的,焊接方式为激光焊接,激光焊接可以有效的控制焊接变形。
进一步的,手柄32的下半部分的表面可进行喷砂处理,或者金属滚花,以提高手握部位的粗糙度,避免在使用过程中出现手滑,影响测量精确度。
进一步的,头部31和手柄32的制作材料为金属。
止规的结构与通规结构一致,仅在头部的外型轮廓上与通规不同,止规的头部外形轮廓与榫槽的最大轮廓一致,止规的外型线轮廓度为0.01-0.02mm。对于止规的具体结构可参照通规的结构设置,在此不再赘述。
下面以机匣上燕尾型榫槽检测为例,详细描述申请实施例的一种压气机燕尾型榫槽轮廓检验方法。目前航空发动机和燃气轮机的压气机机匣多数采用对开式结构,即将一个圆形的机匣从0°、180°位置剖分为上下两半,但榫槽加工时,会将上下两半机匣组合在一起进行加工。
通规3和止规在使用前,需要采用三坐标检验其轮廓,判断通规3或止规是否存在磨损。如果多次使用导致轮廓磨损,需要重新加工新的通规3或者止规。若检验后未受到磨损或加工了新的通规3或止规,则对通规3和止规的头部两端进行标记,使通止规的头部两端与榫槽的两端一一对应。
具体的,可以将通规3或止规的头部一端标记为“左”,另一端标记为“右”。头部的“左”端对应榫槽的“左”侧,头部“右”端对应榫槽的“右”侧。应当理解的是,此处的标记是为了区别通规或止规头部两端,对其标记方式并不局限于本申请实施例所提出的,还可以为其他标记方式,以其在使用时可以与榫槽的两端一一对应上为依据。
下面参照图4-5详细描述利用通规3和止规进行榫槽检验的方法,具体包括以下步骤:
S1、清除机床上已加工好的机匣4榫槽内的切削液和碎屑。
本实施例中,是当榫槽机械加工完成后,机匣4暂不从机床上拆卸,并采用高压气枪清除刚加工好榫槽内的切削液和金属碎屑,清除杂质,以便于进行通规3和止规的测试。
S2、使用通规3检验榫槽:
S21、将通规3的头部31以其轮廓垂直于榫槽轮廓的角度伸入榫槽内,其具体位置参照图4所示的检验示意图;
S22、将通规3手柄32旋转90°,使通规3头部31轮廓对应榫槽轮廓;
S23、将通规3沿榫槽周向滑动一段距离,若不存在干涉或卡顿的情况,则通规3检验合格,执行步骤S3;否则执行步骤S4。
通规3检验合格说明榫槽不存在欠加工的情况,否则即存在欠加工的情况,则执行步骤S4。
S3、使用止规检验榫槽:
将机匣4从机床上拆分,用止规进行检验榫槽,检验方法与使用通规3检验方法相同,在此不再赘述,可参照步骤S2进行,若止规在榫槽内滑动受阻比较费力或者无法滑动,则止规检验合格。
通规3和止规检验均合格,则说明实际加工的榫槽轮廓线是位于榫槽最大轮廓线1和榫槽最小轮廓线2之间,因此认为榫槽加工尺寸是合格的。
若止规在榫槽内可以滑动不受阻力,则说明榫槽实际加工的轮廓过大,即存在过加工的情况,此时则说明榫槽加工尺寸是不合格的。
S4、调节加工程序并重新运行加工,或者使用刀具进行补偿,加工完成后重复步骤S2。
如果榫槽通规检验不合格,即说明榫槽加工的实际轮廓偏小,此时只要调节加工程序,或者刀具补偿,重新运行加工程序即可,省去了机匣4重新装夹及找正基准的工作。加工程序完成后重新从步骤S2的通规检验步骤开始进行重新检验。
进一步的,对于多级叶片机匣4的榫槽检验,在所有榫槽通规检验合格后,再进行拆分机匣4,进行止规检验。
本发明提供的实施例,针对用填充样膏的方法检验榫槽加工是否合格存在着精度不足,误差大的问题,发明了一种压气机燕尾型榫槽轮廓检验用通止规及检验方法,所用通止规结构简单,使用方便;提高了榫槽检验精度;可避免检测时零件的反复装夹,提高了生产效率。
以上所述,仅为本申请的具体实施方式,但本申请的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本申请揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本申请的保护范围之内。因此,本申请的保护范围应以权利要求的保护范围为准。
- 一种压气机燕尾型榫槽轮廓检验用通止规及检验方法
- 一种压气机燕尾型榫槽轮廓检验用通止规