一种制动钳活塞和防尘罩的装配设备及其使用方法
文献发布时间:2023-06-19 12:04:09
技术领域
本发明涉及制动钳装配技术领域,具体涉及一种制动钳活塞和防尘罩的装配设备及其使用方法。
背景技术
制动钳总成主要用于使汽车在行驶过程中减速以及停止的装置,一般包括制动钳体、制动钳活塞、防尘罩、密封圈等。
在进行装配时,现有方案普遍是采用压装设备以将制动钳活塞、防尘罩压装于制动钳体,但是,制动钳活塞、防尘罩与制动嵌体的缸孔的同轴度较难保证,压装过程容易使活塞、防尘罩产生不同程度的偏磨刮擦等问题,进而会影响产品的使用性能。
发明内容
本发明的目的是提供一种制动钳活塞和防尘罩的装配设备及其使用方法,可以较好地保证制动钳活塞、防尘罩和制动钳体的缸孔同轴设置,以尽可能地避免装配过程中的偏磨刮擦等问题,有利于保证装配完成后产品的使用性能。
为解决上述技术问题,本发明提供一种制动钳活塞和防尘罩的装配设备,包括定位装置、升降装置和调位装置,所述定位装置用于定位安装制动钳体,所述制动钳体设有缸孔;所述调位装置与所述升降装置相连,包括调位驱动件、定位筒和推杆,所述定位筒和装配于所述定位装置的所述制动钳体的所述缸孔同轴设置,待装配制动钳活塞通过活塞孔外套于所述定位筒,待装配防尘罩外套于所述待装配制动钳活塞,所述定位筒的筒壁设有若干能够沿径向滑动的定位部,所述调位驱动件与所述推杆传动连接,用于驱使所述推杆在所述定位筒内进行位移,所述推杆能够驱使所述定位部沿径向向外移动、以夹紧所述待装配制动钳活塞,并使得所述待装配制动钳活塞与所述定位筒同轴设置。
采用上述方案,在对待装配制动钳活塞和待装配防尘罩进行装配时,可以启动调位装置,调位驱动件可以驱使推杆在定位筒内进行轴向位移,以驱使各定位部沿径向外移,进而对待装配制动钳活塞的位置进行调整,使得待装配制动活塞与定位筒可以同轴设置。
由于定位筒和装配于定位装置的制动钳体的缸孔同轴,因此,经过调位装置调整后的待装配制动钳活塞以及外套于待装配制动钳活塞的待装配防尘罩也与缸孔同轴。这样,在对待装配制动钳活塞和待装配防尘罩进行装配时,就可以较大程度地避免偏磨刮擦等问题,有利于保证装配完成后产品的使用性能。
可选地,所述调位驱动件为气缸或者液压油缸,所述推杆为所述气缸或者所述液压油缸的活塞杆。
可选地,所述推杆的下端部为自上而下渐缩的锥形部,所述定位部的内端面包括自上而下逐渐向内倾斜的斜面部,所述锥形部能够与所述斜面部相作用。
可选地,还包括弹性回位件,所述弹性回位件作用于所述定位部,所述推杆驱使所述定位部沿径向向外移动的过程为所述弹性回位件的弹性变形量增加的过程。
可选地,所述调位装置还包括升降台,所述升降台包括在上下方向上间隔设置的上台体和下台体,所述定位筒安装于所述下台体,所述调位驱动件安装于所述上台体。
可选地,还包括负压装置,所述负压装置与所述缸孔相连通。
可选地,所述升降装置包括升降驱动件和固定设置的驱动台,所述调位装置与所述驱动台滑动连接,所述升降驱动件安装于所述驱动台,并能够作用于所述调位装置。
可选地,所述定位装置包括定位台和压紧驱动件,所述压紧驱动件设有压板,所述压板用于将所述制动钳体压紧于所述定位台。
本发明提供一种制动钳活塞和防尘罩的装配设备的使用方法,适用于上述的制动钳活塞和防尘罩的装配设备,包括如下步骤:步骤S1,将制动钳体定位安装于所述定位装置;步骤S2,将待装配防尘罩外套于待装配制动钳活塞,以形成预装配件,并将该预装配件置于所述制动钳体的所述缸孔处;步骤S3,启动所述升降装置,使得所述定位筒插入所述待装配制动钳活塞的活塞孔内;步骤S4,启动所述调位装置,通过所述定位部夹紧所述待装配制动钳活塞,以使所述预装配件与所述定位筒同轴设置;步骤S5,将所述预装配件装配至所述缸孔内。
由于上述的制动钳活塞和防尘罩的装配设备已经具备如上的技术效果,那么,适用于该装配设备的使用方法亦当具备相类似的技术效果,故在此不作赘述。
可选地,在所述步骤S2中,所述将待装配防尘罩外套于待装配制动钳活塞具体为:将待装配防尘罩外套于待装配制动钳活塞的一端;所述步骤S5具体为:装配过程中,所述待装配防尘罩自动卡入所述待装配制动钳活塞的卡接部位。
可选地,所述装配设备还包括负压装置,所述负压装置与所述缸孔相连通;所述步骤S5具体包括:步骤S51,启动所述调位装置,以解除所述预装配件的夹紧状态;步骤S52,启动所述负压装置,以将所述预装配件吸入所述缸孔内。
附图说明
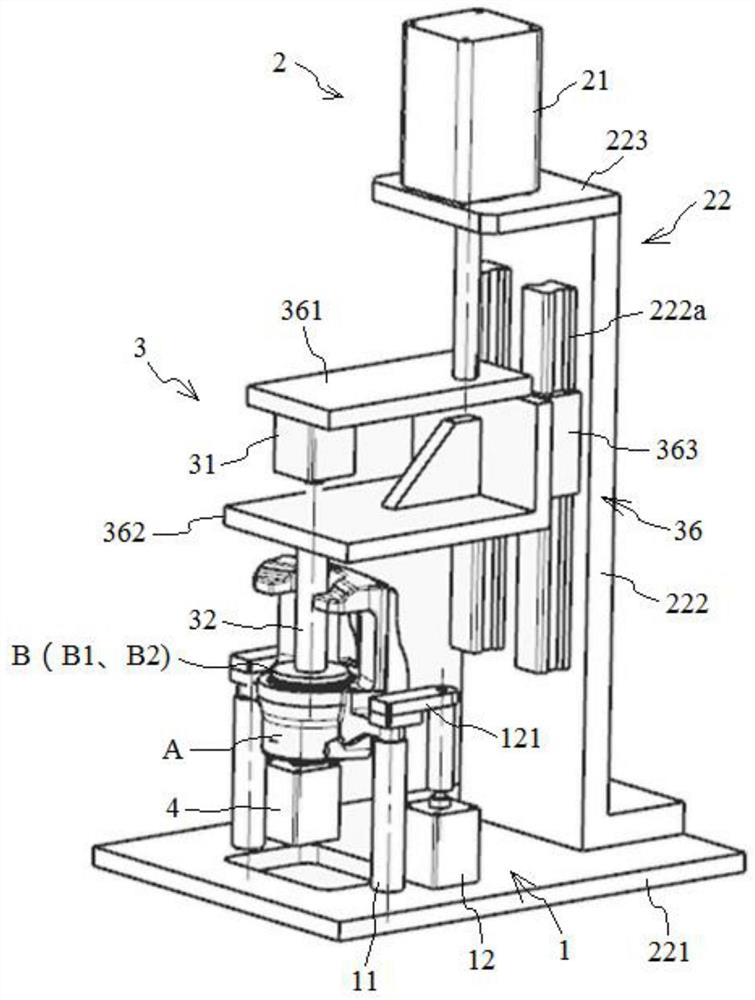
图1为本发明所提供制动钳活塞和防尘罩的装配设备的一种具体实施方式的结构示意图;
图2为调位装置与预装配件的相对位置图。
图1-图2中的附图标记说明如下:
1定位装置、11定位台、12压紧驱动件、121压板;
2升降装置、21升降驱动件、22驱动台、221底板、222侧板、222a滑轨、223顶板;
3调位装置、31调位驱动件、32定位筒、33推杆、34定位部、35弹性回位件、36升降台、361上台体、362下台体、363滑块;
4负压装置;
A制动钳体、B预装配件、B1待装配制动钳活塞、B11卡接部位、B2待装配防尘罩。
具体实施方式
为了使本领域的技术人员更好地理解本发明的技术方案,下面结合附图和具体实施例对本发明作进一步的详细说明。
本文中所述“若干”是指数量不确定的多个,通常为两个以上;且当采用“若干”表示某几个部件的数量时,并不表示这些部件在数量上的相互关系。
本文中所述“第一”、“第二”等词,仅是为了便于描述结构和/或功能相同或者相类似的两个以上的结构或者部件,并不表示对于顺序和/或重要性的某种特殊限定。
实施例一
请参考图1、图2,图1为本发明所提供制动钳活塞和防尘罩的装配设备的一种具体实施方式的结构示意图,图2为调位装置与预装配件的相对位置图。
如图1、图2所示,本发明提供一种制动钳活塞和防尘罩的装配设备,用于将制动夹钳活塞、防尘罩装配至制动钳体中,包括定位装置1、升降装置2和调位装置3,定位装置1用于定位安装制动钳体A,制动钳体A设有缸孔(图中未示出)。
进一步地,该调位装置3与升降装置2相连,能够在升降装置2的作用下进行升降,包括调位驱动件31、定位筒32和推杆33;定位筒32和装配于定位装置1的制动钳体A的缸孔同轴设置,待装配制动钳活塞B1通过活塞孔外套于定位筒32,待装配防尘罩B2外套于待装配制动钳活塞B1(待装配防尘罩B2和待装配制动钳活塞B1的组装件可称之为预装配件B);定位筒32的筒壁设有若干能够沿径向滑动的定位部34,各定位部34可以在周向上间隔设置,优选为等间隔设置;调位驱动件31与推杆33传动连接,用于驱使推杆33在定位筒32内进行位移,推杆33能够驱使定位部34沿径向向外移动、以夹紧待装配制动钳活塞B1,并使得待装配制动钳活塞B1与定位筒32同轴设置。
采用上述方案,在对待装配制动钳活塞B1和待装配防尘罩B2进行装配时,可以启动调位装置3,调位驱动件31可以驱使推杆33在定位筒32内进行轴向位移,以驱使各定位部34沿径向外移,进而对待装配制动钳活塞B1的位置进行调整,使得待装配制动活塞B1与定位筒32可以同轴设置。
由于定位筒32和装配于定位装置1的制动钳体A的缸孔同轴,因此,经过调位装置3调整后的待装配制动钳活塞B1以及外套于待装配制动钳活塞B1的待装配防尘罩B2也与缸孔同轴。这样,在对待装配制动钳活塞B1和待装配防尘罩B2进行装配时,就可以较大程度地避免偏磨刮擦等问题,有利于保证装配完成后产品的使用性能。
预装配件B外套安装于定位筒32的方式有两种:1)将预装配件B放置在制动钳体的缸孔处,启动升降装置2、以驱使调位装置3整体进行升降,使得定位筒32可以插入预装配件B的活塞孔,然后,可以启动调位装置3,以通过各定位部34对预装配件B进行夹紧;2)手动将预装配件B通过其活塞孔插装于定位筒32,然后启动调位驱动件31,以使得预装配件B能够夹紧于定位筒32。
结合前述内容可知,推杆33所需要的驱动力为使其能够沿定位筒32的轴向进行直线位移的驱动力,要产生这种形式的驱动力,调位驱动件31实际可以具有较多种类的选择。
举例说明,调位驱动件31可以为气缸或者液压油缸等能够直接产生直线位移的驱动元件,此时,推杆33可以为气缸或者液压油缸的活塞杆;或者,调位驱动件31还可以为电机,由于电机直接输出的为旋转位移,因此,在电机的输出轴和推杆33之间还可以设有动力转换结构,以将电机输出的旋转位移转换为推杆33所需的直线位移,该动力转换结构具体可以为齿轮齿条结构、丝杠结构等。
请继续参考图2,推杆33的下端部可以设置为自上而下渐缩的锥形部,各定位部34的内端面可以具有自上而下逐渐向内倾斜的斜面部,在推杆33沿轴向位移时,锥形部能够与该斜面部相作用,以驱使各定位部34沿径向向外移动,进而完成对预装配件B的调整定位。
需要说明的是,上述有关“内”、“外”的方位和位置关系的定义是以定位筒32的中轴线作为参照,其中,相对靠近中轴线的位置为内,相对远离中轴线的位置为外;本文中有关“上”、“下”的方位和位置关系的定义则是参照设备在实际使用过程中的方位与位置关系,其中,相对靠近地面的方向为下,而相对远离地面的方向为上;定位部34的内端面可以整体均设置为前述的斜面部,也可以仅局部设置为前述的斜面部。
定位筒32的孔壁可以设有安装孔,安装孔的数量可以与定位部34相一致,在装配时,各定位部34可以一一对应地安装于各安装孔中。
进一步地,还可以包括弹性回位件35,弹性回位件35可以作用于定位部34,推杆33驱使定位部34沿径向向外移动的过程为弹性回位件35的弹性变形量增加的过程。
采用这种结构,在推杆33沿定位筒32的轴向进行位移以驱使各定位部34沿径向向外移动时,弹性回位件35的弹性势能可以增加、积聚;当推杆33反向位移、以解除对于定位部34的作用力时,弹性回位件35所积聚的弹性势能可以释放,能够驱使定位部34自动恢复至原始位置,以不影响下一次的装配作业。
同时,该弹性回位件35还可以起到径向限位的作用,能够避免各定位部34沿径向向外与定位筒32相脱离,以实现各定位部34的外移限位。
至于定位部34与定位筒32的内移限位,则可以依靠定位部34的外部结构和安装孔的孔壁结构进行配合实现。这种方式可以参见图2,该安装孔在定位筒32的径向上由外到内可以包括大径孔段和小径孔段,二者之间可以形成第一台阶面;定位部34由外到内可以包括大径段和小径段,二者之间可以形成第二台阶面,通过第一台阶面和第二台阶面的抵接配合可以实现定位部34的内移限位。
需要指出的是,上述的有关定位部34内移限位和外移限位的结构设置,仅是本发明实施例的一种优选方案,并不能够作为对本发明所提供装配设备的实施范围的限定,在满足功能的条件下,也可以采用其他的限位方式;例如,内移限位可以通过锥面配合实现,外移限位可以通过在定位部34设置挡圈等阻挡件实现。
在原始状态下,即推杆33未与定位部34相作用时,定位部34可以不突出于定位筒32的外壁,以避免影响定位筒32顺利地插入待装配制动钳活塞B1的活塞孔。当然,原始状态下的定位部34也可以突出于定位筒32的外壁一定尺寸,只要不影响定位筒32和待装配制动钳活塞B1的插接装配即可。
上述弹性回位件35的种类可以存在较多的选择,这具体与其安装位置有关。在附图实施例中,弹性回位件35外套于各定位部34的外侧,此时,弹性回位件35可以为弹性圈等。如果弹性回位件35设置在定位筒32内部,则该弹性回位件35也可以采用弹簧。
仍如图1所示,调位装置3还可以包括升降台36,升降台36可以包括在上下方向上间隔设置的上台体361和下台体362,定位筒32可以安装于下台体362,调位驱动件31可以安装于上台体361;升降装置2可以与升降台36相作用,以驱使调位装置3进行升降。
升降装置2可以包括升降驱动件21和固定设置的驱动台22,调位装置3的升降台36可以与驱动台22滑动连接;具体而言,升降台36和驱动台22中的一者可以设有滑轨222a、另一者可以设有滑块363,滑块363可以与滑轨222a滑动配合。升降驱动件21可以安装于驱动台22,并能够作用于调位装置3。
升降驱动件21、驱动台22的结构在此均不做限定,其中:升降驱动件21的结构可以参照前述调位驱动件31进行设置;驱动台22的设置只要能够实现上述的功能即可,在附图实施例中,驱动台22可以包括底板221、侧板222和顶板223,侧板222安装于底板221,顶板223安装于侧板222,升降驱动件21可以安装于顶板223。
定位装置1可以包括定位台11和压紧驱动件12,定位台11用于定位制动钳体,具体的定位方式可以为销孔配合等;压紧驱动件12可以设有压板121,压板121可用于将制动钳体A压紧于定位台11,以保证制动钳体A的定位效果。
压板121的压紧和释放动作同样需要的是直线位移,因此,压紧驱动件12只需能够提供直线位移的驱动力即可,其具体结构可以参照前述调位驱动件31处的相关限定。
在制动钳体A完成定位、以及待装配制动钳活塞B1和待装配防尘罩B2与缸孔对中后,可以采用压装工艺对预装配件B进行安装,压装的驱动力可以来源于升降装置2或者其他的能够升降的部件。
或者,本发明实施例还提供了另一种安装方式,具体可以参见图1,上述装配设备还可以包括负压装置4,负压装置4可以与缸孔相连通。在装配时,可以将对中后的预装配件B置于缸孔位置,以对缸孔的上端进行遮挡封堵,使得缸孔内可以形成一个相对密闭的空间;然后,可以解除调位装置3对于预装配件B的夹紧;再然后,可以启动负压装置4,以在缸孔内产生负压力,进而将预装配件B直接吸入缸孔中。
相比于传统的压装工艺,上述的吸装工艺更为简单,装配过程的稳定性也较高,对于保证产品合格率和生产效率均具有积极的意义。
这里,本发明实施例并不限定负压装置4的结构形式,在具体实施时,本领域技术人员可以根据需要进行选择,只要能够实现上述的技术效果即可,例如,其可以为真空源或者抽风部件。
实施例二
针对实施例一中各实施方式所涉及的制动钳活塞和防尘罩的装配设备,以下本发明实施例还提供了该装配设备的使用方法,具体包括如下步骤:
步骤S1,将制动钳体A定位安装于定位装置1;
步骤S2,将待装配防尘罩B2外套于待装配制动钳活塞B1,以形成预装配件B,并将该预装配件B置于制动钳体A的缸孔处;
上述的步骤S1、步骤S2均可以由人工完成,二者在实施过程中不存在先后顺序之分。
步骤S3,启动升降装置2,使得调位装置3的定位筒32能够插入待装配制动钳活塞B1的活塞孔内;
步骤S4,启动调位装置3,通过定位部34夹紧待装配制动钳活塞B1,以使预装配件B与定位筒32同轴设置;
步骤S5,将预装配件B装配至缸孔内。
由于实施例一中的制动钳活塞和防尘罩的装配设备已经具备如上的技术效果,那么,适用于该装配设备的使用方法亦当具备相类似的技术效果,故在此不作赘述。
结合图2,待装配制动钳活塞B1设有卡接部位B11,该卡接部位B11具体为环槽,待装配防尘罩B2需要安装于该卡接部位B11。
在对待装配防尘罩B2和待装配制动钳活塞B1进行预装时,可以直接将待装配防尘罩B2安装在卡接部位B11内;或者,如图2所示,也可以先将待装配防尘罩B2安装在待装配制动钳活塞B1的一端,然后在预装配件B装入缸孔时,依靠缸孔内壁和待装配防尘罩B2之间的摩擦力等自动将待装配防尘罩B2卡入卡接部位B11内。
进一步地,上述装配设备还可以包括负压装置4,负压装置4与缸孔相连通,则上述使用方法中的步骤S5具体可以包括:步骤S51,启动调位装置3,以解除预装配件B的夹紧状态;步骤S52,启动负压装置4,以将预装配件B吸入缸孔内。
如实施例一部分所述,具体实施时,除了上述吸装的方案外,也可以采用压装方案,二者均可以实现预装配件B的安装。
以上仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 一种制动钳活塞和防尘罩的装配设备及其使用方法
- 一种制动钳活塞防尘罩装配工装