一种铍和铝或铝合金组件的制备方法
文献发布时间:2023-06-19 12:04:09
技术领域
本发明涉及异种金属连接技术领域,具体涉及一种铍和铝或铝合金组件的制备方法。
背景技术
铍/铝及铝合金组件,广泛应用于核能、红外光学系统、X射线探测器窗口、高能物理学、惯性导航系统、电子显微镜、高新技术领域和重大科学工程项目等军用和民用领域有着广阔的应用前景。
金属铍(Be)熔点为1289℃,铝及铝合金熔点一般为660℃,两种金属熔点、物理性能相差较大。目前,在铍和铝合金组件中,常用连接方法包括粘接、真空钎焊和熔焊。采用粘接结构强度较低,且不宜使用在高温或者低温场合;采用真空钎焊,易出现铍和铝合金钎缝未填满,漫流不到位以及结合强度差等特点;铍在熔焊过程中,易产生有毒有害的金属蒸汽,焊后变形大,且铍和铝合金熔焊接头因物理特性相差较大易出现微裂纹,导致焊接接头失效。
发明内容
针对现有技术的不足,本发明提供一种铍和铝或铝合金组件的制备方法,解决了现有技术中铍和铝或铝合金易出现的焊接缺陷问题,切实实现了铍和铝或铝合金的有效连接。
本发明解决技术问题采用如下技术方案:
一种铍和铝或铝合金组件的制备方法,所述组件中铍为圆形铍片、铝或铝合金为圆环型铝环或铝合金环,所述铍片嵌套在所述铝环或铝合金环中且相互搭接,其制备方法具体包括:
采用封闭湿式加工方式加工铍片;
对加工后的铍片进行清洗,包括粗洗和精洗;
将清洗后的铍片真空塑封并干燥放置;
采用车床或数控加工中心加工铝环或铝合金环;
对加工后的铝环或铝合金环进行清洗,包括依次进行的碱洗、酸钝化和超声清洗;
加工包套,所述包套包括匹配设置的包套壳体、包套端盖和上垫片、下垫片,所述包套壳体为一端开口的中空圆柱体,所述包套端盖与包套壳体开口间隙配合,所述上垫片、下垫片与包套壳体空腔间隙配合;
依次将下垫片、铍片、铝环或铝合金环、上垫片、包套端盖装配入包套壳体内;
依次进行包套封焊和检漏;
进行热等静压处理,压力介质为氮气或氩气,温度为400~600℃,保温时间为1~4h,压力为5~50Mpa;
去除表面包套,取出组件即可。
优选地,所述粗洗包括:
先刷洗,再超声波过滤汽油清洗,再刷洗;
去氧化层,先碱水清洗浸泡,再去离子水漂洗,再干燥;
所述精洗包括:
先超声波过滤汽油清洗,再压缩空气吹干,再石油醚擦洗并干燥。
优选地,所述过滤汽油为120#过滤汽油,粗洗中超声波过滤汽油清洗时间为20min,精洗中超声波过滤汽油清洗时间为10-20min;
所述碱水清洗浸泡时间为15~20min,去离子水漂洗时间15min~20min;
所述真空塑封并干燥放置中相对湿度小于30%。
优选地,所述依次进行的碱洗、酸钝化和超声清洗具体包括:
预先配置10%的NaOH水溶液,加热至70~80℃;
将铝环或铝合金环放入NaOH水溶液进行充分反应;
配备10%的HNO
取出铝环或铝合金环放入去离子水或者纯净水中进行超声清洗10~20min;
取出铝环或铝合金环并采用酒精擦洗,压缩空气吹干后真空塑封,相对湿度小于30%下干燥放置。
优选地,所述加工铍片包括加工铍片搭接台阶,其中铍片搭接台阶接触面粗糙度优于Ra3.2,搭接台阶宽度为1-10mm,进一步优化的选择为3-10mm。
优选地,所述加工铝环或铝合金环包括加工铝环或铝合金环搭接台阶,其中铝环或铝合金环搭接台阶接触面粗糙度优于Ra3.2,搭接台阶宽度为1-10mm,进一步优化的选择为3-10mm。
优选地,所述包套端盖与包套壳体开口配合间隙为0.03~0.05mm,所述上垫片、下垫片与包套壳体空腔配合间隙小于0.2mm。
优选地,所述包套壳体和包套端盖材质包括不锈钢304或Q235中的一种或几种。
优选地,所述上垫片和下垫片材质包括奥氏体不锈钢304或316L中的一种或几种。
优选地,所述包套封焊采用真空电子束焊接进行包套封焊,焊接时真空漏率小于10
所述检漏采用氦质谱背压检漏方式检测包套有无泄漏现象;
所述去除表面包套采用刨床或铣床加工方式去除。
与现有技术相比,本发明具有如下的有益效果:
首先本发明铍和铝或铝合金组件采用特殊的结构设计,圆形铍片和圆环型铝环或铝合金环匹配设置,其连接结构采用搭接接头,此结构有效的促进铍和铝或铝合金间的扩散连接;
其次本发明提供了一种全新的包套,通过包套壳体、包套端盖和上垫片、下垫片的分别设计,此种设计可以防止铍和铝或铝合金组件与包套壳体粘连(采用Q235包套时),同时上垫片、下垫片在横向具有一定的刚性,铍和铝或铝合金组件热压时不会因为包套变形导致铍和铝或铝合金组件发生损坏;
最后,本发明创造性的给出了特定的具体工艺参数和制备过程,特定的加工工艺和清洗过程及参数的设定,有效提高了制备得到铍和铝或铝合金组件的稳定性和牢固性,采用热等静压工艺解决有效解决铍和铝或铝合金易出现的焊接缺陷问题,实现铍和铝或铝合金的有效连接;减少了焊接变形,且避免了因焊接产生有毒有害的铍蒸汽的情形。
关于本发明相对于现有技术,其他突出的实质性特点和显著的进步在实施例部分进一步详细介绍。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
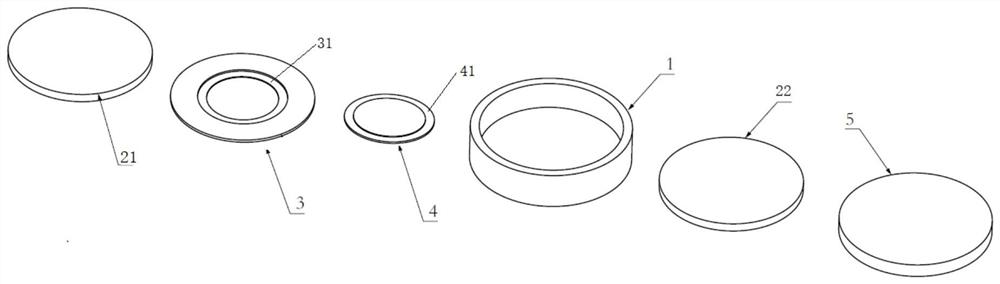
图1为实施例1中铍和铝或铝合金组件以及包套的爆炸结构示意图;
图2为实施例1中装配后包套俯视结构示意图;
图3为实施例1中装配后包套剖面结构示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明的是,在说明书及权利要求书当中使用了某些名称来指称特定组件。应当理解,本领域普通技术人员可能会用不同名称来指称同一个组件。本申请说明书及权利要求书并不以名称的差异作为区分组件的方式,而是以组件在功能上的实质性差异作为区分组件的准则。如在本申请说明书和权利要求书中所使用的“包含”或“包括”为一开放式用语,其应解释为“包含但不限定于”或“包括但不限定于”。具体实施方式部分所描述的实施例为本发明的较佳实施例,并非用以限定本发明的范围。
本申请实施例为了解决现有技术中铍和铝合金熔焊接头因物理特性相差较大易出现微裂纹,以及焊接或者粘结强度较低,且在制备过程中极易产生有毒有害的金属蒸汽,焊后变形大等问题,创新性设计了一种全新铍和铝或铝合金的组件结构,并匹配设计了包套,并提供了一种扩散连接的工艺。
本申请实施例为了能达到以上技术效果,总体设计思路如下:提供一种连接工艺及方法,包括连接工艺参数,制备组件的包套及包套内支撑件,包套的结构设计及加工,包套内支撑件的选用。
提供了一种用于制作铍和铝或铝合金焊接组件接头的结构设计,包括铍和铝及铝合金的接头类型,接头尺寸。
提供一种可用于铍和铝或铝合金焊接或连接的铍的清洗工艺,包括铍的清洗方式,清洗液,清洗过程,防氧化。
提供一种可用于铍和铝或铝合金焊接或连接的铝的清洗工艺,包括铝的清洗方式,清洗液,清洗过程,防氧化。
为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
实施例1
请参照图1-3,本实施例提供一种铍和铝或铝合金组件的制备方法,在该实施例中对于组件的结构做了创新的设计,该组件中铍为圆形铍片4、铝或铝合金为圆环型铝环或铝合金环3,铍片4嵌套在所述铝环或铝合金环3中且相互搭接,其制备方法具体包括:
采用封闭湿式加工方式加工铍片4,包括加工铍片搭接台阶41,其中铍片搭接台阶41接触面粗糙度优于Ra3.2,铍片搭接台阶41宽度为1-10mm,最合适的宽度选择为3-10mm;
对加工后的铍片4进行清洗,包括粗洗和精洗,其中粗洗包括:
先刷洗,再超声波120#过滤汽油清洗20min,再刷洗;
去氧化层,先碱水清洗浸泡15~20min,再去离子水漂洗15min~20min,再干燥;
精洗包括:
先120#过滤汽油清洗15min,再压缩空气吹干,再石油醚擦洗并干燥。
将清洗后的铍片真空塑封并干燥放置,干燥程度为相对湿度小于30%;
采用车床或数控加工中心加工铝环或铝合金环3,包括加工铝环或铝合金环搭接台阶31,其中铝环或铝合金环搭接台阶31接触面粗糙度优于Ra3.2,铝环或铝合金环搭接台阶31宽度为1-10mm,最合适的宽度可以选取3-10mm;
对加工后的铝环或铝合金环3进行清洗,包括依次进行的碱洗、酸钝化和超声清洗;具体为:
预先配置10%的NaOH水溶液,加热至70~80℃;
将铝环或铝合金环3放入NaOH水溶液进行充分反应;
配备10%的HNO
取出铝环或铝合金环3放入去离子水或者纯净水中进行超声清洗10~20min;
取出铝环或铝合金环3并采用酒精擦洗,压缩空气吹干后真空塑封,相对湿度小于30%下干燥放置。
加工包套,所述包套包括匹配设置的包套壳体1、包套端盖5和上垫片21、下垫片22,所述包套壳体1为一端开口的中空圆柱体,所述包套端盖5与包套壳体1开口间隙配合,所述上垫片21、下垫片22与包套壳体1空腔间隙配合;在本实施例中包套端盖5与包套壳体1开口配合间隙为0.03~0.05mm,上垫片21、下垫片22与包套壳体1空腔配合间隙小于0.2mm;
在本实施例中包套壳体1和包套端盖5材质包括不锈钢304或Q235中的一种,上垫片21和下垫片22材质包括奥氏体不锈钢304或316L中的一种;
依次将下垫片22、铍片4、铝环或铝合金环3、上垫片21、包套端盖5装配入包套壳体1内;
依次进行包套封焊和检漏,在本实施例中包套封焊采用真空电子束焊接进行包套封焊,焊接时真空漏率小于10
进行热等静压处理,压力介质为氮气或氩气,温度为400~600℃,保温时间为1~4h,压力为5~50Mpa;
采用刨床或铣床加工方式去除表面包套,取出组件即可。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
- 一种铍和铝或铝合金组件的制备方法
- 一种铍及铍铝合金表面微弧氧化膜层制备方法