一种H型钢的不清根焊接方法
文献发布时间:2023-06-19 12:04:09
技术领域
本发明涉及钢结构施工技术领域,具体涉及一种H型钢的不清根焊接方法。
背景技术
随着焊接结构的大型化、高参数话,钢结构或钢混合结构建筑成为建筑工程领域的重要发展方向,后半、超厚板焊接组合焊缝在钢结构中的应用也越来越广泛,焊接接头的性能要求也越来越高。
H型钢全熔透组合焊缝一般先进行打底焊接、正面焊接以及背面焊接;在打底焊接时,用背衬金属垫或者背衬陶瓷垫承托打底焊缝;焊接过程中,打底焊缝处的温度较高,可能导致背衬金属垫或者背衬陶瓷的表面孔隙率发生变化,导致打底焊缝的成型质量较差、进而影响背面焊缝的质量。
发明内容
因此,本发明要解决的技术问题在于克服现有技术中的H型钢全熔透组合焊缝过程中,打底焊缝成型质量较差的缺陷,从而提供一种H型钢的不清根焊接方法。
为了解决上述技术问题,本发明提供的H型钢的不清根焊接方法,包括以下步骤:
腹板焊接端的正侧与背侧均开设坡口,且坡口处不留钝边;
对腹板和翼缘板进行组立,所述腹板与所述翼缘板之间留有组立间隙;
在所述腹板背侧与所述翼缘板顶侧之间粘贴铝箔纸,并形成焊剂容纳槽,所述腹板的背侧坡口位于所述焊剂容纳槽内;向所述焊剂容纳槽填充焊剂,并将所述焊剂容纳槽填满;采用埋弧焊的方式从正侧坡口对所述组立间隙进行打底焊接,形成打底焊缝;在所述打底焊缝形成的同时,所述焊剂容纳槽内的焊剂受热,形成复合衬垫;
对所述腹板的正侧坡口与所述翼缘板顶面组立成的正侧焊道进行埋弧焊接,形成正侧焊缝;
去除所述复合衬垫后,对所述腹板的背侧坡口与所述翼缘板顶面组立成的背侧焊道进行埋弧焊接,形成背侧焊缝。
作为优选方案,所述腹板与所述翼缘板之间的组立间隙为4~6mm。
作为优选方案,所述腹板的正侧坡口与背侧坡口对称设置。
作为优选方案,所述腹板的坡口与所述翼缘板顶面之间的夹角为45°,焊枪的焊丝轴线与所述翼缘板顶面之间的角度范围为15°~20°。
作为优选方案,在所述腹板与所述翼缘板进行组立之前,对二者的焊接端进行清洁处理。
作为优选方案,在进行首层打底焊接之前,焊枪须沿所述正侧焊道空走一遍,用以校正所述焊枪的运行轨迹。
作为优选方案,在打底焊接过程中,实时监测焊枪前方的组立间隙;当所述组立间隙小于预设值时,减小焊枪的焊接电流;当所述组立间隙大于预设值时,增大焊枪的焊接电流。
作为优选方案,在对所述背侧焊道进行焊接前,所述正侧焊缝的深度不小于8mm。
作为优选方案,在所述正侧焊缝以及背侧焊缝的形成过程中,通过工具尺实时监测所述腹板与翼缘板之间的垂直度;当垂直度的偏移量超出预设偏差量,通过变换焊道来进行校正。
本发明技术方案,具有如下优点:
1.本发明提供的H型钢的不清根焊接方法,腹板焊接端的正、背侧的坡口之间无钝边,在首层打底焊接时,有助于将腹板焊接端的接头处全部熔透;腹板与翼缘板之间留有组立间隙,能够避免腹板与翼缘板的根部出现熔,接不透的现象,无需进行清根处理;组立间隙处采用埋弧焊进行打底焊接,在焊接过程中,焊剂容纳槽内的焊剂受热形成复合衬垫,复合衬垫对打底焊缝起到承托作用;复合衬垫耐高温,对打底焊缝起到防护作用,利于保障背侧焊缝成型效果良好;其中,焊剂与铝箔纸根据其自身特性,在打底焊接前,能够配合形成预设的形状。
2.本发明提供的H型钢的不清根焊接方法,腹板的正侧坡口与背侧坡口对称设置,有助于形成的正侧焊缝与背侧焊缝关于腹板,使H型钢的焊接处能够均匀受力且成型美观。
3.本发明提供的H型钢的不清根焊接方法,对焊枪前方的组立间隙进行实时监测,通过调节焊接电流的大小来进行误差校正,避免穿线烧穿和未熔透的现象。
4.本发明提供的H型钢的不清根焊接方法,正侧焊缝对背侧焊缝进行承托,正侧焊缝的深度不小于8mm,避免在背侧焊缝形成过程中、正侧焊缝被熔透。
5.本发明提供的H型钢的不清根焊接方法,在正侧焊缝以及背侧焊缝焊接过程中,腹板与翼缘板之间会出现受热变形的现象;当腹板背侧与翼缘板的垂直度超过预设偏差量,将焊接构件进行上下对调,将正在焊接的正侧焊道置于底侧,对背侧焊道进行焊接,来实现变形量的校正。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
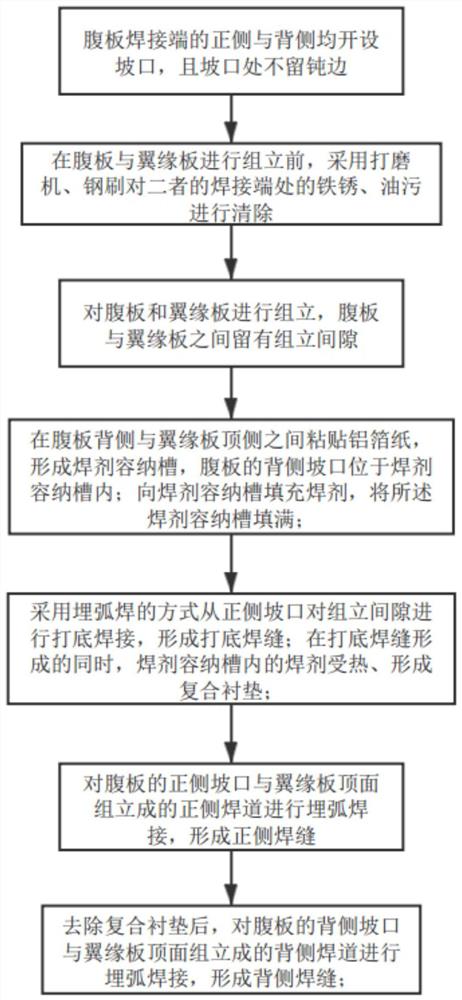
图1为本发明中提供H型钢的不清根焊接方法的流程图。
图2为本发明中提供的腹板与翼缘板之间的组立状态示意图。
附图标记说明:
1、腹板;2、翼缘板;3、焊剂;4、铝箔纸;5、正侧坡口;6、背侧坡口。
具体实施方式
下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
此外,下面所描述的本发明不同实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
如图1所示,本实施例提供的H型钢的不清根焊接方法,包括以下步骤:
步骤一:腹板1焊接端的正侧与背侧均开设坡口,且坡口处不留钝边;腹板1的正侧坡口5与背侧坡口6对称设置,所述正侧坡口5与翼缘板2顶面之间的夹角为45°,所述背侧坡口6与翼缘板2顶面之间的夹角为45°;所述正侧坡口5与所述背侧坡口6相交形成一条直线,无钝边。
步骤二:在所述腹板1与所述翼缘板2进行组立前,采用打磨机、钢刷对二者的焊接端处的铁锈、油污进行清除,直至露出金属光泽。
步骤三:对腹板1和翼缘板2进行组立,所述腹板1与所述翼缘板2之间留有组立间隙,所述组立间隙为4~6mm。
步骤四:如图2所示,在所述腹板1背侧与所述翼缘板2顶侧之间粘贴铝箔纸4,并形成焊剂容纳槽,所述腹板1的背侧坡口6位于所述焊剂容纳槽内;向所述焊剂容纳槽填充焊剂3,将所述焊剂容纳槽填满,并进行震荡捣实;其中,所述焊剂容纳槽的焊剂3高度超出所述正侧坡口5与背侧坡口6之间的交线。
步骤五:采用埋弧焊的方式从正侧坡口5对所述组立间隙进行打底焊接,形成打底焊缝;在进行首层打底焊接之前,焊枪须沿所述正侧焊道空走一遍,用以校正所述焊枪的运行轨迹;在焊接过程中,焊枪的焊丝轴线与所述翼缘板2顶面之间的角度范围为15°~20°;
在所述打底焊缝形成的同时,所述焊剂3容纳槽内的焊剂3受热、形成复合衬垫;所述复合衬垫对打底焊缝起到承托作用,利于保障背侧焊缝成型效果良好;
在打底焊接过程中,实时监测焊枪前方的组立间隙;当所述组立间隙小于预设值时,减小焊枪的焊接电流;当所述组立间隙大于预设值时,增大焊枪的焊接电流;其中,焊接电流的调整范围为±50A。
步骤六:对所述腹板1的正侧坡口5与所述翼缘板2顶面组立成的正侧焊道进行埋弧焊接,形成正侧焊缝;当所述正侧焊缝的深度达到8mm及以上时,准备对背侧焊道进行焊接,避免在背侧焊缝形成过程中、正侧焊缝被熔透。
步骤七:去除所述复合衬垫后,对所述腹板1的背侧坡口6与所述翼缘板2顶面组立成的背侧焊道进行埋弧焊接,形成背侧焊缝;
在所述正侧焊缝以及背侧焊缝的形成过程中,通过工具尺实时监测所述腹板1与翼缘板2之间的垂直度;当垂直度的偏移量超出预设偏差量,通过变换焊道来进行校正;即:当腹板1背侧与翼缘板2的垂直度超过预设偏差量,将焊接构件进行上下对调,将正在焊接的正侧焊道置于底侧,对背侧焊道进行焊接,来实现变形量的校正。
显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
- 一种H型钢的不清根焊接方法
- H型钢全熔透焊接不清根的方法