用于真空隔离玻璃(VIG)单元抽空和气密密封的一体化管、包括一体化管的VIG单元以及相关联方法
文献发布时间:2023-06-19 12:07:15
技术领域
本发明的某些示例性实施方案涉及真空隔离玻璃(VIG)单元和/或其制造方法。更具体地,本发明的某些示例性实施方案涉及用于VIG单元抽空和气密密封的一体化管、包括一体化管的VIG单元子组件、使用一体化管制成的VIG单元和/或相关联方法。
真空隔离玻璃(VIG)单元通常包括至少两个间隔开的玻璃基底,这些玻璃基底包封其间的抽空或低压空间/腔体。基底通过周边边缘密封件互连,并且通常包括玻璃基底之间的间隔件以维持玻璃基底之间的间距并避免由于基底之间存在的低压环境而导致的玻璃基底的塌缩。一些示例性VIG配置在例如美国专利5,657,607、5,664,395、5,902,652、6,506,472和6,383,580中有所公开,这些专利的公开内容据此以引用方式整体并入本文。
图1-图2示出了典型的VIG单元1和形成VIG单元1的元件。例如,VIG单元1可包括两个间隔开的基本上平行的玻璃基底2、3,该两个间隔开的基本上平行的玻璃基底包封其间的抽空低压空间/腔体6。玻璃片或基底2、3通过周边边缘密封件4互连,该周边边缘密封件可由例如熔融焊料玻璃制成。支撑柱/间隔件5的阵列可包括在玻璃基底2、3之间,以根据基底2、3之间存在的低压空间/间隙6来维持VIG单元1的基底2、3的间距。
泵出管8可通过例如焊料玻璃9气密密封到孔/孔洞10,该孔/孔洞从玻璃基底2中的一个玻璃基底的内表面通向玻璃基底2的外表面中的任选凹陷部11的底部,或任选地通向玻璃基底2的外表面。真空器附接到泵出管8以例如使用顺序抽气操作将内部腔体6抽空至低压。在抽空腔体6之后,管8的一部分(例如,末端)被熔化以密封低压腔体/空间6中的真空。任选的凹陷部11可保持密封的泵出管8。任选地,化学吸气剂12可包括在凹陷部13内,该凹陷部设置在玻璃基底中的一个玻璃基底(例如,玻璃基底2)的内表面中。化学吸气剂12可用于吸收或结合在腔体6被抽空和密封之后可能保留的某些残余杂质。
具有熔融焊料玻璃周边边缘密封件4的VIG单元通常通过围绕基底2的周边(或在基底3上)沉积呈溶液(例如,玻璃料浆)的玻璃料来制造。该玻璃料浆最终形成玻璃焊料边缘密封件4。另一基底(例如,3)向下放在基底2上,以便将间隔件/支柱5和玻璃料溶液夹置在两个基底2、3之间。然后将包括玻璃基底2、3、间隔件/支柱5和密封材料(例如,呈溶液或料浆的玻璃料)的整个组件加热到至少约500℃的温度,此时玻璃料熔化,润湿玻璃基底2、3的表面,并最终形成气密周边/边缘密封件4。
在基底之间形成边缘密封件4之后,经由泵出管8抽真空以在基底2、3之间形成低压空间/腔体6。空间6中的压力可通过抽空过程产生至低于大气压(例如,低于约10
用于将泵出管8安装在孔洞或孔10中的典型方法包括将预成形的玻璃泵出管8插入先前已在玻璃基底2中的一个玻璃基底中形成(例如,通过钻孔)的孔/孔洞10中。在泵出管8已安置在孔/孔洞10中之后,通常在靠近接近玻璃基底2的外表面的孔洞10的开口的区域中将粘合剂玻璃料浆施加到泵出管8。如上所述,泵出管可在抽空或吹扫VIG单元腔体之后密封。
在将腔室抽空到小于大气压的压力之后,泵出管的密封可通过加热泵出管的端部来实现,该泵出管用于抽空或吹扫腔体以熔化开口并因此密封VIG单元的腔体。例如但不限于,这种加热和熔化可通过激光照射泵出管的末端来实现。
有时可能的情况是,泵出管可能无法适当地安置在玻璃基底中形成的孔洞中。因此,泵出管可向一侧斜靠或倾斜,因此不基本上垂直于玻璃基底的其中形成孔洞的表面。因此,在泵出管未适当安置并且相对于玻璃基底的表面成不期望角度的情况下,可能变得难以适当地密封泵出管,因为激光由于例如成角度泵出管顶部的各个部分与激光源之间的距离差异而无法一致地熔化泵出管的末端。泵出管顶部的不一致熔化可能导致不完全密封并因此导致空气泄漏,这取决于密封的质量,可快速或随时间推移更缓慢地发生。此外,基于管的倾斜或倾倒程度,激光可击中管壁而不是顶部。如果激光击中管壁,则激光可潜在地绕过管并击中玻璃料,这可损坏玻璃料或导致进入腔体中的不期望的渗气。
似乎期望提供将泵出管安置在孔洞中的方式,以将管的倾倒量减小到可接受的范围内。就这一点而言,已尝试改善抽空和/或倾倒过程。参见例如美国专利9,371,683和8,833,105以及美国公布2013/0306222,这些专利中的每个专利的全部内容据此以引用方式并入本文。与常规方法相比,此类技术是有利的。但本专利申请的发明人已认识到,进一步改善仍然是可能的。
例如,即使当泵出管相对于基底适当取向时,它们仍然从VIG单元的最外表面向外突出。如果密封管被挤撞、撞松或者整体或部分破损,则VIG单元可能比原本期望更快地失去真空。顶盖有时设置在突出的密封管上方以有助于防止可能导致破损等的冲击,但是此类顶盖对重机械力的效果有限,并且给VIG单元制造过程增添附加的加工步骤和材料。
因此,应当理解,期望完全消除对单独泵出管、包括从VIG单元的最外表面向外突出的泵出管的需要。
某些示例性实施方案的一个方面涉及由包括VIG单元的基底中的一个基底形成泵出管并与之成一体。在某些示例性实施方案中,不需要要插入VIG单元子组件中的单独泵出管。这种布置在某些示例性实例中简化了制造过程,例如,无需提供和密封单独的适当对准的管。
某些示例性实施方案的另一方面涉及一体式泵出管的密封,使得密封管不突出超过VIG单元的最外表面(例如,与之齐平或位于其下方)。这种布置在某些示例性实例中是有利的,因为其可减少并且有时消除对放置在管上方的单独突出的保护顶盖的需要。继而,从美学的角度来看,保护顶盖的移除可能是有利的。此外,在降低损坏VIG单元的可能性和使装运更容易方面,移除保护顶盖可能是有利的。相对于前者,如上所暗示,碰撞顶盖可将力平移到密封管,这可导致其移动和/或破损,从而损害VIG的真空的质量。相对于后者,因为顶盖缺失,所以可避免必须使用适应此类顶盖的特殊装运和/或包装材料。
在某些示例性实施方案中,提供了一种制造真空隔离玻璃(VIG)单元的方法。提供第一玻璃基底和第二玻璃基底。在第一基底中形成一体化泵出管,使得当在横截面中观察时,该第一玻璃基底包括(a)邻近通孔的相对的侧设置的第一通道部分和第二通道部分,以及(b)限定于该第一通道部分和该第二通道部分之间的第一密封壁部分和第二密封壁部分。结合边缘密封件、腔体和多个间隔件将该第一基底和该第二基底密封在一起,该边缘密封件围绕该第一基底和/或该第二基底的周边边缘设置,该腔体由该第一基底和该第二基底限定,该多个间隔件在该腔体中设置在该第一基底和该第二基底之间,并且有助于将该第一基底和该第二基底维持处于彼此基本上平行的间隔开的关系。该腔体抽空至小于大气压的压力。优选地将该第一密封壁部分和该第二密封壁部分加热以使它们松塌到一起并且形成覆盖该通孔并气密密封该VIG单元的桥接部。
在某些示例性实施方案中,提供了一种制造真空隔离玻璃(VIG)单元的方法。该方法包括:具有第一玻璃基底和第二玻璃基底,该第一基底在其中包括一体化泵出管,当在横截面中观察时,该第一基底包括(a)邻近该通孔的相对的侧设置的第一通道部分和第二通道部分,以及(b)限定于该第一通道部分和该第二通道部分之间的第一密封壁部分和第二密封壁部分。结合边缘密封件、腔体和多个间隔件将该第一基底和该第二基底密封在一起,该边缘密封件围绕该第一基底和/或该第二基底的周边边缘设置,该腔体由该第一基底和该第二基底限定,该多个间隔件在该腔体中设置在该第一基底和该第二基底之间,并且有助于将该第一基底和该第二基底维持处于彼此基本上平行的间隔开的关系。该腔体抽空至小于大气压的压力。加热该第一密封壁部分和第二密封壁部分以使它们松塌到一起并且形成覆盖该通孔并气密密封该VIG单元的桥接部。
在某些示例性实施方案中,提供了一种制造真空隔离玻璃(VIG)单元子组件的方法。提供第一玻璃基底。在第一基底中形成一体化泵出管,使得当在横截面中观察时,该第一玻璃基底包括(a)邻近通孔的相对的侧设置的第一通道部分和第二通道部分,以及(b)限定于该第一通道部分和该第二通道部分之间的第一密封壁部分和第二密封壁部分。在形成该一体化泵出管之后,将所述第一基底转交给另一方,以结合边缘密封件、腔体和多个间隔件将该第一基底与该第二基底密封在一起,该边缘密封件围绕该第一基底和/或该第二基底的周边边缘设置,该腔体由该第一基底和该第二基底限定,该多个间隔件在该腔体中设置在该第一基底和该第二基底之间,并且有助于将该第一基底和该第二基底维持处于彼此基本上平行的间隔开的关系;将所述腔体抽空至小于大气压的压力;以及加热该第一密封壁部分和该二密封壁部分以使它们松塌到一起并且形成覆盖该通孔并气密密封该VIG单元的桥接部。
在某些示例性实施方案中,一种用于在真空隔离玻璃(VIG)单元中使用的基底,包括一体化泵出管,该一体化泵出管位于该基底中,使得当在横截面中观察时,该第一玻璃基底包括(a)邻近通孔的相对的侧设置的第一通道部分和第二通道部分,以及(b)限定于该第一通道部分和该第二通道部分之间的第一密封壁部分和第二密封壁部分。
在某些示例性实施方案中,一种真空隔离玻璃(VIG)单元,包括第一玻璃基底和第二玻璃基底,该第一玻璃基底和该第二基底经由气密边缘密封件和设置在限定于该第一玻璃基底和该第二玻璃基底之间的腔体中的多个间隔件维持处于彼此基本上平行的间隔开的关系,该腔体使用无插拔泵出端口抽空至小于大气压的压力,该无插拔泵出端口用玻璃桥接部气密密封,该玻璃桥接部熔化自该第一玻璃基底的围绕该无插拔泵出端口的一部分。
本文所述的特征、方面、优点和示例性实施方案可组合以实现另一实施方案。
附图说明
通过参考以下结合附图的示例性说明性实施方案的详细描述,可以更好和更完全地理解这些和其他特征和优点,其中:
图1是常规真空隔离玻璃(VIG)单元的剖面示意图;
图2是常规VIG单元的俯视平面图;
图3A是根据某些示例性实施方案的结合有第一示例性一体化泵出管的基底的俯视平面图;
图3B是根据某些示例性实施方案的结合有第二示例性一体化泵出管的基底的俯视平面图;
图3C是根据某些示例性实施方案的结合有第三示例性一体化泵出管的基底的俯视平面图;
图4是根据某些示例性实施方案的结合有第一示例性轮廓的基底的剖视图,该基底可用作一体化泵出管;
图5是根据某些示例性实施方案的结合有第二示例性轮廓的基底的剖视图,该基底可用作一体化泵出管;
图6是根据某些示例性实施方案的结合有第三示例性轮廓的基底的剖视图,该基底可用作一体化泵出管;
图7A-图7C示意性地示出根据某些示例性实施方案的图4示例性轮廓在密封一体化泵出管时被选择性地加热的连续阶段;
图8是根据某些示例性实施方案的结合有密封一体化管的基底的剖视图;
图9是示出根据某些示例性实施方案的用于结合一体化泵出管制造VIG单元的示例性方法的流程图;并且
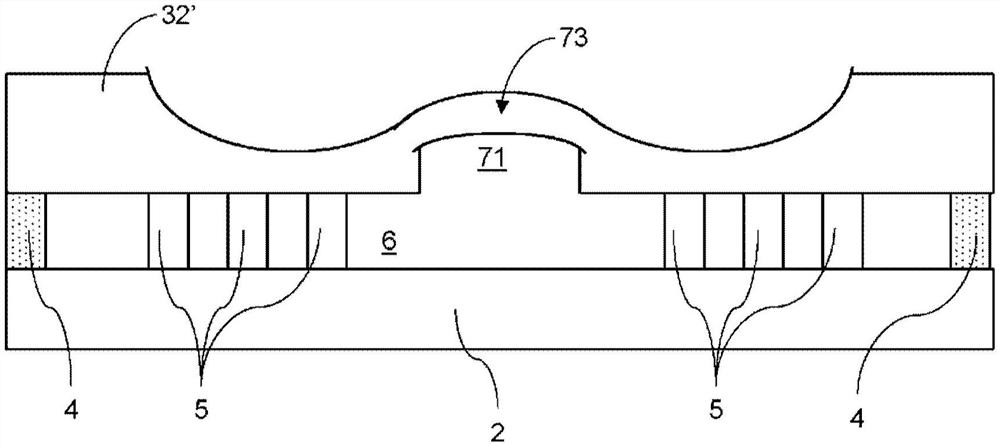
图10是根据某些示例性实施方案制造的组装VIG单元。
具体实施方式
某些示例性实施方案涉及用于抽空真空隔离玻璃(VIG)单元的改善技术。更具体地,本发明的某些示例性实施方案涉及用于VIG单元抽空和气密密封的一体化管、包括一体化管的VIG单元子组件、使用一体化管制成的VIG单元和/或相关联方法。当抽空并随后密封VIG单元时,使用泵出端口来允许排空路径。常规地,该端口通常通过以下方式密封:将其上施加有玻璃料的管插入玻璃中钻出的孔洞中,围绕孔洞焙烧玻璃料,将玻璃料密封就位,并且通过用激光或类似的聚焦能量源将其熔化来密封管,从而气密密封VIG单元。某些示例性实施方案通过将泵出管特征结构形成到玻璃自身中(例如,通过钻孔等)来改善该方法。使用激光器或其他聚焦能量源熔化与基底成一体的管。有利地,在某些示例性实施方案中不使用任何附加管和任何附加玻璃料。产品收率可得到改善而无需添加附加管并使用玻璃料将其密封,因为子组件已经达到所需气密程度。该方法有利地简化了VIG方法,从消除了组装和密封步骤,同时还降低了成品VIG单元的复杂性。
在某些示例性实施方案中,密封的一体化管与VIG的玻璃的外表面齐平或相对于该外表面凹陷。因此,不需要在其上施加保护顶盖。这继而可导致更容易的加工,尤其是对于辅助方法诸如层压、混合VIG制造等来说。另外,消除从基底向外突出的外部管可实现装运方法的改善,例如,因为不需要提供附加包装垫料来适当地将VIG单元间隔开以考虑额外突出。在某些示例性实施方案中,可使用标准或更标准的包装等。
存在可结合某些示例性实施方案使用的多种一体化管设计。轮廓可通过形成通孔以及围绕通孔的通道或沟槽来形成。留在通孔和通道之间的玻璃形成通孔的一个或多个侧壁和/或VIG单元本身的密封臂。这些特征结构可以任何合适的方式诸如例如通过钻入基底中形成。
例如,并且现在更具体地参考附图,图3A是根据某些示例性实施方案的结合有第一示例性一体化泵出管的基底32的俯视平面图。一体化泵出管至少部分地由通孔30和围绕通孔30形成的沟槽、通道或凹陷部22限定。在图3A的示例中,密封臂20是基本上圆形的并且具有由内壁表面22a和外壁表面22b限定的厚度。密封臂20的厚度基于例如相对于通孔30的尺寸的沟槽、通道或凹陷部22的尺寸而变化。沟槽、通道或凹陷部22的不同构型在下文中更详细地讨论。最终,密封臂20熔化以塌缩在通孔30之上并形成气密密封VIG单元的“无插拔”桥接部。
图3B是根据某些示例性实施方案的结合有第二示例性一体化泵出管的基底32的俯视平面图。图3B的构型类似于图3A的构型。然而,在图3B的示例中,当从俯视平面图观察时,通孔30和沟槽、通道或凹陷部22′均是大致矩形形状的。因此,当从俯视平面图观察时,由内壁表面22a’和外壁表面22b’限定的侧壁22’也是大致矩形形状的。
图3C是根据某些示例性实施方案的结合有第三示例性一体化泵出管的基底的俯视平面图。图3C一定程度地类似于图3B,因为其包括大致矩形形状的通孔30。然而,至少第一侧壁或密封臂20a和第二侧壁或密封臂20b设置在通孔30的相对的侧上。这些侧壁结合第一沟槽、通道或凹陷部22a和第二沟槽、通道或凹陷部22b形成。在图3C的示例中,密封臂20a、20b具有的高度与通孔30的高度相同或类似但小于第一沟槽、通道或凹陷部22a和第二沟槽、通道或凹陷部22b的高度,但在不同示例性实施方案中可使用其他构型。例如,根据示例性实施方案,通孔、密封臂和凹陷部的高度中的一些或全部可以是相同或不同的。虽然图3C中示出了两个密封臂20a、20b和两个凹陷部22a、22b,但应当理解,在不同的示例性实施方案中可使用更多或更少的密封臂和/或凹陷部。
虽然在图3A的平面图中示出了大致圆形的特征结构,并且虽然在图3B的平面图中示出了大致矩形的特征结构,但应当理解,不同的示例性实施方案可使用其他形状用于此类特征结构。例如,在不同的示例性实施方案中可使用在从平面图观察时大致正方形、卵形和/或其他构型。还应当理解,不同形状的特征结构可结合单个实施方案使用。例如,当从平面图观察时,示例性实施方案可包括大致圆形的通孔和在其外部范围上大致为正方形、矩形等的沟槽、通道或凹陷部。类似地,当从平面图观察时,示例性实施方案可包括大致矩形或正方形的通孔以及在其外部范围上为大致圆形、卵形等的沟槽、通道或凹陷部。类似的观察结果适用于图3C的示例性平面图。例如,不同的形状可用于不同的特征结构(至少当从平面图观察时),使得例如大致矩形的侧臂可结合大致卵形的通孔和/或大致卵形的凹陷部、通道或沟槽等使用。
图4-图6是根据某些示例性实施方案的结合有可用作一体化泵出管的示例性剖面/轮廓的基底的剖视图。应当理解,图4-图6涵盖一定范围的管尺寸,使得当用聚焦能量源诸如例如激光器等熔化时,给定厚度的玻璃将能够充分密封在其自身上。应当理解,结合图4-图6示出和描述的示例性剖面/轮廓被描述为包括多个肩部部分、多个向上延伸的臂、多个减缩厚度部分和多个凹陷部,但应当理解,这些部分可以是分立的结构(例如,根据图3C的示例性平面图等)或者可以是不同相应一体结构的不同部分(例如,根据图3A和图3B的示例性平面图等)。
图4示出第一示例性剖面。在图4中,一体化泵出管30是基底32中的通孔。当以剖面观察时,基底32包括肩部部分34a、34b,并且肩部部分具有的厚度匹配基底32的整个厚度。减缩厚度区域36a、36b围绕泵出管30。向上延伸的臂38a、38b有助于限定泵出管30的深度。如在横截面中观察的,肩部部分34a、34b、减缩厚度区域36a、36b和向上延伸的臂38a、38b限定U形凹陷部40a、40b。U形凹陷部40a、40b可通过钻孔或其他合适的手段形成,使得向上延伸的臂38a、38b靠近并至少部分地限定管30。向上延伸的臂38a、38b将经由激光器或其他直接能量源塌缩以密封管30并形成桥接部分,如下文更详细地解释。因此,向上延伸的臂38a、38b具有足以在被加热时朝彼此塌落或松塌的厚度,并且连接以在孔洞30上方形成覆盖件。该覆盖件的厚度足够厚以气密密封VIG单元并避免在真空重量下塌缩。
应当注意,在某些示例性实施方案中,单个沟槽、通道或凹陷部可围绕图4中的通孔30设置,并且可包括多个区段(包括区段40a、40b)。类似地,图4的实施方案可具有一个或多个侧壁/一个或多个密封臂。因此,图4所示的向上延伸的臂38a、38b可仅是单个侧壁或密封臂的不同部分,在不同的示例性实施方案中可以是两个或更多个不同侧壁/密封臂的不同部分。如将根据图4理解的,当在横截面中观察时,图4的示例包括一个或多个基本上U形的沟槽、通道或凹陷部。
图5一定程度地类似于图4,因为其包括大致矩形的肩部部分34a、34b和减缩厚度区域36a’、36b’。然而,臂38a’、38b’为基本上梯形形状,从而使减缩厚度区域36a’、36b’实质上较短。臂38a’、38b’的基本上梯形形状被形成为使得其高度有助于在通孔30处限定一体化泵出管,其中基部朝VIG单元的内部更宽并且朝VIG单元的外部更短。该形状还有助于限定大致梯形的凹陷部40a’、40b’。
图5的示例性布置在某些示例性实施方案中可以是有利的,因为臂38a’、38b’中存在更多的材料用于密封一体化管(例如,与图4的示例性布置相比)。在某些示例性实施方案中,基本上梯形的轮廓可例如通过使用具有不同尺寸的孔口/孔洞切割器的一系列钻孔来逼近,例如以形成更具阶梯式或阶梯状的轮廓图案。例如,较小直径的孔口可更靠近基底的内表面使用,并且孔口尺寸朝基底的外表面向外移动可逐渐增大。
与图4一样,在某些示例性实施方案中,单个沟槽、通道或凹陷部可围绕图5中的通孔30设置,并且可包括多个区段(包括区段40a’、区段40b’)。类似地,图5的实施方案可具有一个或多个侧壁/一个或多个密封臂。因此,图5所示的向上延伸的臂38a’、38b’可仅是单个侧壁或密封臂的不同部分,在不同的示例性实施方案中可以是两个或更多个不同侧壁/密封臂的不同部分。如将根据图5理解的,当在横截面中观察时,图5的示例包括一个或多个基本上梯形的沟槽、通道或凹陷部。
图6是可结合某些示例性实施方案使用的另一示例性剖面。如图6所示,围绕泵出管30的凹陷部40a”、40b”更弯曲(例如,半圆形),这造成肩部部分34a”、34b”、减缩厚度部分36a”、36b”和臂38a”、38b”的形状的变化。在某些示例性实施方案中,弯曲凹陷部40a”、40b”可以是基本上U形的。在一些情况下,U形可例如偏斜于一侧。例如,在图6中,U形偏斜成,使得斜率朝管30更陡,但在一些情况下可使用更类似于图5所示的偏斜。
与图4-图5一样,在某些示例性实施方案中,单个沟槽、通道或凹陷部可围绕图6中的通孔30设置,并且可包括多个区段(包括区段40a”、40b”)。类似地,图6的实施方案可具有一个或多个侧壁/一个或多个密封臂。因此,图6所示的向上延伸的臂38a”、38b”可仅是单个侧壁或密封臂的不同部分,在不同的示例性实施方案中可以是两个或更多个不同侧壁/密封臂的不同部分。如将根据图6理解的,当在横截面中观察时,图6的示例包括一个或多个基本上梯形的沟槽、通道或凹陷部。
如上所述,图4-图6是剖视图。因此应当理解,一体化泵出管可以是任何合适的尺寸、形状或构型。与上文图3A-图3C一致,例如,从平面图来看,一体化泵出管可以是基本上圆形、卵形、矩形等。类似地,与上文图3A-图3B的讨论一致,应当理解,存在适于提供适当管尺寸的多个轮廓/剖面,并且在不同的示例性实施方案中可使用不同的轮廓。
图7A-图7C示意性地示出根据某些示例性实施方案的图4示例性轮廓在密封一体化泵出管时被选择性地加热的连续阶段。关于可如何实现加热的示例性细节在下文结合图9提供。经由暴露于激光器或其他能量源,使臂朝彼此向内塌缩或松塌。因此,在图7A中,末端部分61a、61b开始闭合管30a。继续暴露于热进一步闭合管30b,从而在图7B中使顶端61a’、61b’更靠近在一起。在图7C中,管30C几乎完全闭合,因为末端部分61a”、61b”甚至更靠近彼此松塌。
在某些示例性实施方案中,加热可为优先加热,其包括基本上熔化密封壁的第一加热阶段或芯加热阶段,之后是使第一密封壁部分和第二密封壁部分松塌到一起并且形成桥接部的第二阶段。这些阶段中的一者或两者可相对于VIG单元子组件的其余部分优先加热密封壁。在不同的示例性实施方案中,激光加热可用于任一阶段或两个阶段。虽然本文提及了激光加热,但应当理解,红外(IR)加热可结合本文所述的任何加热程序使用。
图8是根据某些示例性实施方案的结合有密封一体化管的基底的剖视图。如在图8中可见,管是密封的。因此,在凹坑71上方存在桥接部或覆盖件73。凹坑71在VIG单元内部并且保持处于真空。在某些示例性实施方案中,覆盖件73与基底的肩部部分齐平或基本上齐平,如从图8可以理解的。在某些示例性实施方案中,覆盖件73不与基底的外表面齐平,但不突出超过该外表面。在某些示例性实施方案中,结构或非结构密封剂材料可围绕覆盖件73设置,例如以相对于基底的外表面“填充”任何凹陷区域。
在某些示例性实施方案中,在设置一体化管的情况下,通孔的直径或主要距离可以是0.5mm-5mm,更优选地直径或主要距离是1.5mm-4mm,并且仍更优选地直径或主要距离是2mm-3.5mm。在某些示例性实施方案中,管侧壁厚度可以是0.2mm-0.5mm厚,更优选地是0.25mm-0.45mm厚。
美国专利9,371,683(其全部内容据此以引用方式并入本文)的技术可用于密封一体化管,例如,通过靠近侧壁/密封臂围绕管描绘越来越小的圆形或其他连接的图案,以便使侧壁/密封臂的相对边缘朝彼此松塌并且形成桥接部(例如,如图8所示)。在设置多个单独的侧壁/密封臂的情况下,可使用较窄宽度的渐进式扫描来实现类似效果。例如,可使用一个或多个激光器沿第一向上突出的密封臂和第二向上突出的密封臂扫描,以使它们朝彼此松塌。激光器可沿彼此越来越靠近的扫描线或扫描区域聚焦,例如,因为在桥接部的形成中松塌持续进展。
图9是示出根据某些示例性实施方案的用于结合一体化泵出管制造VIG单元的示例性方法的流程图。在步骤S81中,例如经由一个或多个钻孔操作等在第一基底中形成一体化泵出管轮廓。在步骤S83中,将间隔件或支柱放置在第二基底上。在步骤S85中,将玻璃料材料施加到第二基底的周边边缘。在步骤S87中,将第一基底和第二基底装钉在一起,使得在两者间形成腔体,并且在步骤S89中形成气密边缘密封件(例如,经由激光加热、在烘箱中加热、使用红外加热器等)。在步骤S91中,将腔体抽空至小于大气压的压力。例如,在维持真空的同时,在步骤S93中任选地预热一体化管。这可使用烘箱、使用红外加热器、经由激光器等来实现。在步骤S95中执行芯加热,并且在步骤S97中重复进行管槽加热直至密封(例如,如步骤S99所指示)。步骤S95的芯加热过程提供大部分熔化过程,而步骤S97的管槽加热以逐渐变小的周长、面积等提供,例如,这取决于侧壁/密封臂、通孔、进展中的松塌等的构型。一旦密封,就可在步骤S101中移动单元以进行进一步加工。
应当理解,图9中的步骤和示例性方法可由不同方以任何合适的顺序执行,和/或可在不同的示例性实施方案中提供另外的步骤。例如,与密封VIG和/或端口的各方相比,不同方可形成孔洞。在某些示例性实施方案中,将在第一基底中形成管轮廓,可对第一基底和/或第二基底进行回火,可将玻璃料施加到第一基底和/或第二基底的周边边缘,可放置间隔件,然后可执行其他操作,例如,如图9所示。
图10是根据某些示例性实施方案制造的组装VIG单元。第一基底32’包括由如上所述的一体化泵出管产生的覆盖件或桥接部73。第一基底32’和第二基底2经由基于玻璃料的边缘密封件4气密密封在一起,并且经由支柱5保持处于基本上平行的间隔开的关系,使得在其间限定间隙或腔体6。
应当理解,本文所公开的技术可用于广泛多种应用,包括例如VIG窗应用、销售机、层压产品、混合VIG单元(例如,其中基底经由间隔件系统与VIG单元间隔开的单元)等。
如本文所用,术语“热处理”(“heat treatment”和“heat treating”)意指将制品加热至足以实现包含玻璃的制品的热回火和/或热强化的温度。该定义包括,例如在烘箱或炉中在至少约550℃、更优选至少约580℃、更优选至少约600℃、更优选至少约620℃、并且最优选至少约650℃的温度处加热涂覆制品持续足够的时间段以允许回火和/或热强化。在某些示例性实施方案中,这可持续至少约两分钟、或至多约10分钟。这些过程可适于涉及不同的时间和/或温度。
如本文所用,除非明确说明,否则术语“在…上”、“由…支撑”等不应解释为意指两个元件彼此直接邻近。换句话讲,即使在它们之间存在一个或多个层,也可以说第一层“在第二层上”或“由第二层支撑”。
在某些示例性实施方案中,提供了一种制造真空隔离玻璃(VIG)单元的方法。提供第一玻璃基底和第二玻璃基底。在第一基底中形成一体化泵出管,使得当在横截面中观察时,该第一玻璃基底包括(a)邻近通孔的相对的侧设置的第一通道部分和第二通道部分,以及(b)限定于该第一通道部分和该第二通道部分之间的第一密封壁部分和第二密封壁部分。结合边缘密封件、腔体和多个间隔件将该第一基底和该第二基底密封在一起,该边缘密封件围绕该第一基底和/或该第二基底的周边边缘设置,该腔体由该第一基底和该第二基底限定,该多个间隔件在该腔体中设置在该第一基底和该第二基底之间,并且有助于将该第一基底和该第二基底维持处于彼此基本上平行的间隔开的关系。该腔体抽空至小于大气压的压力。优选地将该第一密封壁部分和该第二密封壁部分加热以使它们松塌到一起并且形成覆盖该通孔并气密密封该VIG单元的桥接部。
除了前一段落的特征之外,在某些示例性实施方案中,这些通道部分可形成为围绕该通孔的单个通道的部分,和/或这些密封壁部分形成为围绕该通孔的单个密封壁的部分。
除了前两个段落中的任一者的特征之外,在某些示例性实施方案中,当在横截面中观察时,这些通道部分可形成为至少初始时为基本上U形、基本上半圆形、基本上梯形等。
除了前三个段落中的任一者的特征之外,在某些示例实施方案中,这些通道部分可经由钻孔形成。
除了前四个段落中的任一者的特征之外,在某些示例性实施方案中,该优先加热可包括基本上熔化这些密封壁部分的芯加热阶段,之后是使该第一密封壁部分和该第二密封壁部分松塌到一起并且形成该桥接部的激光加热。
除了前五个段落中的任一者的特征之外,在某些示例性实施方案中,该优先加热可以是激光加热,例如,被执行成使得该激光加热包括在这些密封壁部分在形成该桥接部时朝彼此松塌时追踪这些密封壁部分。
在某些示例性实施方案中,提供了一种制造真空隔离玻璃(VIG)单元的方法。该方法包括:具有第一玻璃基底和第二玻璃基底,该第一基底在其中包括一体化泵出管,当在横截面中观察时,该第一基底包括(a)邻近该通孔的相对的侧设置的第一通道部分和第二通道部分,以及(b)限定于该第一通道部分和该第二通道部分之间的第一密封壁部分和第二密封壁部分。结合边缘密封件、腔体和多个间隔件将该第一基底和该第二基底密封在一起,该边缘密封件围绕该第一基底和/或该第二基底的周边边缘设置,该腔体由该第一基底和该第二基底限定,该多个间隔件在该腔体中设置在该第一基底和该第二基底之间,并且有助于将该第一基底和该第二基底维持处于彼此基本上平行的间隔开的关系。该腔体抽空至小于大气压的压力。加热该第一密封壁部分和第二密封壁部分以使它们松塌到一起并且形成覆盖该通孔并气密密封该VIG单元的桥接部。
除了前一段落的特征之外,在某些示例性实施方案中,这些通道部分可形成为围绕该通孔的单个通道的部分,和/或这些密封壁部分可形成为围绕该通孔的单个密封壁的部分。
除了前两个段落中的任一者的特征之外,在某些示例实施方案中,这些通道部分可经由钻孔形成。
除了前三个段落中的任一者的特征之外,在某些示例性实施方案中,该加热可包括基本上熔化这些密封壁部分的第一加热阶段,之后是使该第一密封壁部分和该第二密封壁部分松塌到一起并且形成该桥接部的第二加热阶段。例如,该第二加热阶段可使用激光器来实践,并且任选地可涉及在这些密封壁部分在形成桥接部时朝彼此松塌时追踪这些密封壁部分。
除了前四个段落中的任一者所述的特征之外,在某些示例性实施方案中,该加热是激光加热。
在某些示例性实施方案中,提供了一种制造真空隔离玻璃(VIG)单元子组件的方法。提供第一玻璃基底。在第一基底中形成一体化泵出管,使得当在横截面中观察时,该第一玻璃基底包括(a)邻近通孔的相对的侧设置的第一通道部分和第二通道部分,以及(b)限定于该第一通道部分和该第二通道部分之间的第一密封壁部分和第二密封壁部分。在形成该一体化泵出管之后,将所述第一基底转交给另一方,以结合边缘密封件、腔体和多个间隔件将该第一基底与该第二基底密封在一起,该边缘密封件围绕该第一基底和/或该第二基底的周边边缘设置,该腔体由该第一基底和该第二基底限定,该多个间隔件在该腔体中设置在该第一基底和该第二基底之间,并且有助于将该第一基底和该第二基底维持处于彼此基本上平行的间隔开的关系;将所述腔体抽空至小于大气压的压力;以及加热该第一密封壁部分和该二密封壁部分以使它们松塌到一起并且形成覆盖该通孔并气密密封该VIG单元的桥接部。
除了前一段落的特征之外,在某些示例实施方案中,这些通道部分可经由钻孔形成。
除了前两个段落中的任一者的特征之外,在某些示例性实施方案中,这些通道部分可形成为围绕该通孔的单个通道的部分,和/或这些密封壁部分可形成为围绕该通孔的单个密封壁的部分。
某些示例性实施方案涉及一种通过根据前14个段落中任一者所述的方法制成的真空隔离玻璃(VIG)单元。类似地,某些示例性实施方案涉及一种根据前14个段落中的任一者提供的第一基底。
在某些示例性实施方案中,一种用于在真空隔离玻璃(VIG)单元中使用的基底,包括一体化泵出管,该一体化泵出管位于该基底中,使得当在横截面中观察时,该第一玻璃基底包括(a)邻近通孔的相对的侧设置的第一通道部分和第二通道部分,以及(b)限定于该第一通道部分和该第二通道部分之间的第一密封壁部分和第二密封壁部分。
在某些示例性实施方案中,一种真空隔离玻璃(VIG)单元,包括第一玻璃基底和第二玻璃基底,该第一玻璃基底和该第二基底经由气密边缘密封件和设置在限定于该第一玻璃基底和该第二玻璃基底之间的腔体中的多个间隔件维持处于彼此基本上平行的间隔开的关系,该腔体使用无插拔泵出端口抽空至小于大气压的压力,该无插拔泵出端口用玻璃桥接部气密密封,该玻璃桥接部熔化自该第一玻璃基底的围绕该无插拔泵出端口的一部分。
虽然已经结合目前被认为是最实用和优选的实施方案描述了本发明,但应当理解,本发明不限于所公开的实施方案,而是相反,旨在涵盖包括在所附权利要求的实质和范围内的各种修改和等同布置。
- 用于真空隔离玻璃(VIG)单元抽空和气密密封的一体化管、包括一体化管的VIG单元以及相关联方法
- 用于真空隔离玻璃(VIG)单元抽空和气密密封的凸缘管、包括凸缘管的VIG单元以及相关联方法