一种化工专用偏心球阀及其制备方法
文献发布时间:2023-06-19 12:08:44
技术领域
本发明涉及一种阀门,具体是一种能使用在环境比较恶劣的化工专用偏心球阀。
技术背景
目前,在管道中起截断介质的球阀种类很多,偏心半球阀就是其中的一种,它适用于液体、气体或除渣等介质在输送管道的控制与输送,主要作用是在管路中切断、分配和改变介质的流动速度和方向,偏心半球阀的关闭件是个半球体,球体绕阀体中心线作旋转来达到开启或关闭的目的,它广泛使用于钢铁、水电、制糖、纸业、市政供水、污水处理等等场合,效果也很好。
然而,如当球阀使用在环境比较恶劣的污水处理、制糖、石化、化工、造纸、食品等行业,尤其是在制糖时,一是由于它们的介质成分较复杂,其介质形状有时为颗粒,有时为液体,并有很强的腐蚀性,二是温度高变化范围大,这些都对阀体阀瓣的材质提出了非常高要求,而现有的阀门采用的阀体都是由碳钢、合金、铜、纯钛、钛合金,以及不锈钢一次铸造而成,材料成本很高,而实际上只与介质接触部位才需要特殊材料,材料浪费很严重,造成阀门价格居高不下,如何降低阀门的成本,而又使阀门能够适用介质需要,也就成为一个难题。为此,有人发明衬氟或衬胶偏心半球阀,公开文献也报道了一些衬氟或衬胶偏心半球阀,例如:
1、中国专利:阀体内衬胶耐强酸、强碱偏心半球阀,申请号:201811158896.0,申请日:2018.09.30,申请人:广西科德阀门有限责任公司,地址:530001广西壮族自治区南宁市安吉万达广场B座1236,发明人:刘向阳,摘要:一种阀体内衬胶耐强酸、强碱偏心半球阀,包括上阀轴、大压盖、阀体、半球形阀芯和下阀轴,所述阀体的顶面和底面分别设有大压盖的安装孔,大压盖安装在安装孔内,所述半球形阀芯通过大压盖支撑固定在阀体内,上阀轴和下阀轴分别穿过安装在阀体顶面和底面的大压盖后与半球形阀芯连接,大压盖与阀轴之间安装有填料和轴承套,填料压盖将填料和支撑阀轴旋转的轴承套压在大压盖内;阀体的顶面和底面分别安装有用于将大压盖安装固定在阀体顶面和底面的上支架和下支架;下支架上安装有将下阀轴限位的底盖;阀体内部设有橡胶层;与半球形阀芯密封接触的橡胶层内设置有环形支撑骨架。本阀体内衬胶耐强酸、强碱偏心半球阀密封性好,使用寿命长,制造成本低。
2、中国专利:衬氟高危介质偏心半球阀,申请号:201921570748.X,申请日:2019.09.20,专利权人:山东泰丰阀业有限公司,地址:255088山东省淄博市开发区民营科技园民泰路32号,发明人:黄玮、黄倩、尹庆捷、黄镇,摘要:本实用新型属于化工业高危介质输送管道专用阀领域,具体涉及一种衬氟高危介质偏心半球阀,包括阀体、阀座、偏心半球体、阀杆与执行器,阀体的底部设有连通阀体的内腔的检测口,检测口的内壁上设有氟塑衬里层,检测口的端部连接有检测管。本实用新型所述的衬氟高危介质偏心半球阀,可对阀座的磨损情况进行检测,以便及时发现阀座损坏,大大节省了阀座的维护时间。
3、中国专利:一种适用于强腐蚀、高危介质的衬氟偏心半球阀,申请号:201721921936.3,申请日:2017.12.30,专利权人:浙江良达阀门有限公司地址:325100浙江省温州市永嘉县东瓯街道和三村(温州普诺节能科技有限公司内),发明人:翁胜建,摘要:一种适用于强腐蚀、高危介质的衬氟偏心半球阀,包括阀体,所述阀体的中心设有阀杆,阀杆与阀体之间设有填料箱,阀体内设置偏心半球,偏心半球的顶部连接阀杆的底端,偏心半球的右侧设有调节阀座,偏心半球上设有与调节阀座配合的可拆卸式密封球冠,可拆卸式密封球冠整体呈环形,可拆卸式密封球冠靠近调节阀座的一侧嵌有密封环,密封环的横截面呈燕尾形,可拆卸式密封球冠通过固定螺丝固定在偏心半球上,可拆卸式密封球冠和偏心半球上设有与固定螺丝配合的固定螺孔;本实用新型采用偏心半球,调节精度高,结构简单,稳定性强,另外在偏心半球与阀门接触的部分设置可拆卸式密封球冠,便于更换,大大延长了使用时间。
4、中国专利:衬氟偏心半球阀,申请号:201220296772.0,申请日:2012.06.21,专利权人:山东泰丰阀业有限公司,地址:255088山东省淄博市高新技术开发区民营科技园民泰路32号,发明人:黄倩、黄玮,摘要:本实用新型属于化工行业介质输送管道专用阀领域,特别涉及一种衬氟偏心半球阀,包括由阀体(1),阀体(1)内设置半球(3)和阀座(4),半球(3)通过阀杆(5)连接阀体外部的手柄(7),其特征在于:阀体(1)与阀杆(5)之间的填料箱设置聚四氟乙烯的填料(6),阀杆(5)外表面设置衬里层,阀体(1)内部通道内壁全部设置第一氟塑衬里(2)。氟塑衬里和衬里层具有超强稳定性,避免强腐蚀高危介质侵蚀阀体,避免阀杆损坏,从而延长整体的使用寿命,保证衬氟偏心半球阀的正常工作。本实用新型压力损失小,全开时液损为零,流道完全通畅,能够实现内腔自动清洗,介质不会在阀腔内存积。
5、中国专利:一种衬氟偏心球阀,申请号:201120150173.3,申请日:2011.05.12,专利权人:上海耐腐阀门集团有限公司,地址:201611上海市松江区茸江路999号,发明人:许定舜、孙培功、赵建军,摘要:本实用新型一种衬氟偏心球阀,包括阀体,阀体的一侧连接有阀接体,在阀体内设有带柄球,其特征在于:带柄球的球体部分为空心半球体,在带柄球的上端及下端外分别套有上填料箱及下填料箱,上填料箱及下填料箱与带柄球的两个端部之间分别设有填料,其中,位于带柄球上端的填料通过填料压盖压紧,位于带柄球下端的填料通过下盖压紧,在阀接体朝向带柄球的一侧上设有上下两个阀座。本实用新型提供的一种衬氟偏心球阀.其传递的扭矩力大、强度高,安全可靠,同时,开启的摩檫面小,介质流通的热转化损失也大为降低,节能降耗效果比原衬里球阀要明显,而且非常适合于介质中有颗粒状物质,或者介质稠粘性较大的场合。
经本发明人的长期实践研究发现,虽然,目前市场有为衬氟或衬胶蝶阀、衬氟或衬胶球阀、衬氟或衬胶截止阀和衬氟或衬胶隔膜阀,但是,由于其设计结构问题,采用都是单一的衬层,挤压密封形式,受介质影响较大,密封极易损坏,在一些更艰苦环境中无法适应,使用寿命短。
发明内容
本实用新型的目的是提供一种化工专用偏心球阀及其制备方法,本化工专用偏心球阀是根据多年阀门制造经验,对介质运行工况长时间的监测与了解而设计出来,通过反复试验制造而得,可适合在各种高温,高腐蚀环境中使用,使用寿命长。
为了实现上述目的,本发明采用的技术方案为:
一种化工专用偏心球阀,包括阀体、上阀轴、偏心阀芯和下阀轴,所述的偏心阀芯采用偏心半球阀芯或偏心全球阀芯。所述的阀体由中间阀体、左阀体和右阀体通过法兰面螺栓连接组成,左阀体和右阀体分别对称安装在中间阀体的左右侧,左阀体和右阀体设置有流口;偏心阀芯通过大压盖支撑固定在阀体内,中间阀体的顶面和底面分别设有安装孔,大压盖安装在安装孔内,上阀轴和下阀轴分别穿过安装在中间阀体顶面和底面的大压盖后与偏心阀芯采用花键轴式连接,及偏心阀芯设置花键内齿,阀轴为花键,为无销联结;中间阀体的顶面和底面分别安装有上支架和下支架,下支架的底端安装有将下阀轴封盖限位的底盖;所述的上支架和下支架分别将对应的大压盖限位在安装孔内;大压盖与阀轴之间从里往外依次安装有陶瓷套、填料和填料压盖,填料压盖与对应的支架固定连接,即中间阀体顶部的填料压盖与上支架固定连接,中间阀体底部的填料压盖与下支架固定连接;所述的中间阀体的内壁设置有中间阀体套,左阀体的内壁设置有左阀体套,右阀体的内壁设置有右阀体套;偏心阀芯上设置有阀芯衬套和用于封堵流口的球冠,球冠上设置有球冠衬套。偏心阀芯和球冠采用丝扣连接,偏心阀芯为外丝,球冠为内丝,旋紧后定位,定位方法从阀支撑背打两个孔,用内六角螺丝固定,然后进行密封封口。
进一步优选的:所述的大压盖与偏心阀芯连接端设置有大压盖套。
进一步优选的:所述的上支架上安装有用于驱动上阀轴转动的气缸。
进一步优选的:所述的偏心阀芯采用偏心半球阀芯或偏心全球阀芯。
进一步优选的:所述的中间阀体、左阀体和右阀体采用铸铁或不锈钢材质制成。左阀体与右阀体为对称结构,可以互换,都可作为密封面使用,使其维护变得更加容易一个密封损坏调换后可采用另一端密封。
进一步优选的:左阀体套和右阀体套与中间阀体套之间采用榫卯式连接,使其连接部位如同一体,无间隙,不容易损坏,阀体套可根据需要采用聚四氟乙烯,另添加20%碳纤维,即碳纤维占阀体套重量的10-30%,使其强度硬度、耐温型大大提高,散热效果更显著,使阀体套寿命大大增高,可达到普通的3倍以上。采用耐高温胶粘剂作为阀体套与阀体接合,例如耐高温747胶粘剂,阀体套厚度根据阀门规格,根据使用要求,从4MM-8MM厚度不等;由于阀体采用三段式,每段距离较短,容易更换,同时阀体套内辅助增加焊接钢丝以提高其耐受性能,整个衬层采用模具压铸,两端作为密封面,直接通过模具使其形成密封球面,光滑,不容易损坏。大压盖套和球冠衬套也采用70-90%聚四氟乙烯+10-30%碳纤维。根据耐温性和耐磨性需要,碳纤维的添加量可选择10%-30%,其耐温在200℃-350℃之间。
上述阀体的制备过程包括以下步骤:
(1)采用熔模铸造方法使用采用铸铁或不锈钢分别铸造中间阀体、左阀体和右阀体。左阀体和右阀体为相同结构,可以互换。
(2)将铸造得到的中间阀体、左阀体和右阀体进行清洁处理。
(3)将清洁处理后的中间阀体、左阀体和右阀体根据材质加热升温,如是不锈钢需升温至120℃,如是铸铁需升温至100℃。
(4)然后分别将升温后的中间阀体、左阀体和右阀体放入模具内,聚四氟乙烯注入模腔,用压力机进行压铸成型;或将含质量百分含量10-30碳纤维的橡胶, 采用注胶工艺施橡胶,再用压力机进行压铸成型,得到内壁有中间阀体套的中间阀体、内壁有左阀体套的左阀体和内壁有右阀体套的右阀体。中间阀体套、左阀体套和右阀体套还可以采用陶瓷套,将陶瓷材料按尺寸加工后,分别镶嵌在中间阀体、左阀体和右阀体内。
(5)将压铸好的中间阀体、左阀体和右阀体自然冷却8小时后放入烤炉进行烧结,温度从常温逐渐升之420℃-480℃,时间需10-20小时,然后保温2小后取出,自然冷却。
(6)分别将冷却后的中间阀体、左阀体和右阀体按尺寸要求加工即可;装备阀体时,先将中间阀体和偏心阀芯安装好后,才将左阀体和右阀体与中间阀体采用螺栓连接固定安装。
进一步优选的:所述的将清洁处理后的中间阀体、左阀体和右阀体内部涂抹粘合剂后再根据材质加热升温;粘合剂采用耐高温747胶粘剂,耐高温747胶粘剂可市购使用。
本申请技术的有益效果是:
1、本化工专用偏心球阀的阀体采用三段式连接阀体,每段阀体内都设置阀体套,偏心阀芯上设置有阀芯衬套和用于封堵流口的球冠,球冠上设置有球冠衬套,方便局部维护更换。
2、大压盖与偏心阀芯连接端设置有大压盖套,介质无法进入,不受任何冲击,保证了阀轴与偏心阀芯结合部位不会对介质造成污染,即保证了操作的可靠性,又保证了轴密封性。
3、左阀体与右阀体为对称结构,可以互换,都可作为密封面使用,使其维护变得更加容易一个密封损坏调换后可采用另一端密封。
4、分别将中间阀体、左阀体和右阀体采用特殊的压铸烧结工艺设置阀体套,使其强度硬度、耐温型大大提高,散热效果更显著,并且耐一切强酸强碱腐蚀,并对氟离子和氯离子腐蚀有很好的耐受性,使阀体套寿命大大增高,可达到普通的3倍以上。
5、在中间阀体、左阀体和右阀体升温压铸阀体套钱采用耐高温747胶粘剂作为阀体套与阀体接合,压铸烧结后的阀体套与阀体粘结更牢固,不易移位。
附图说明
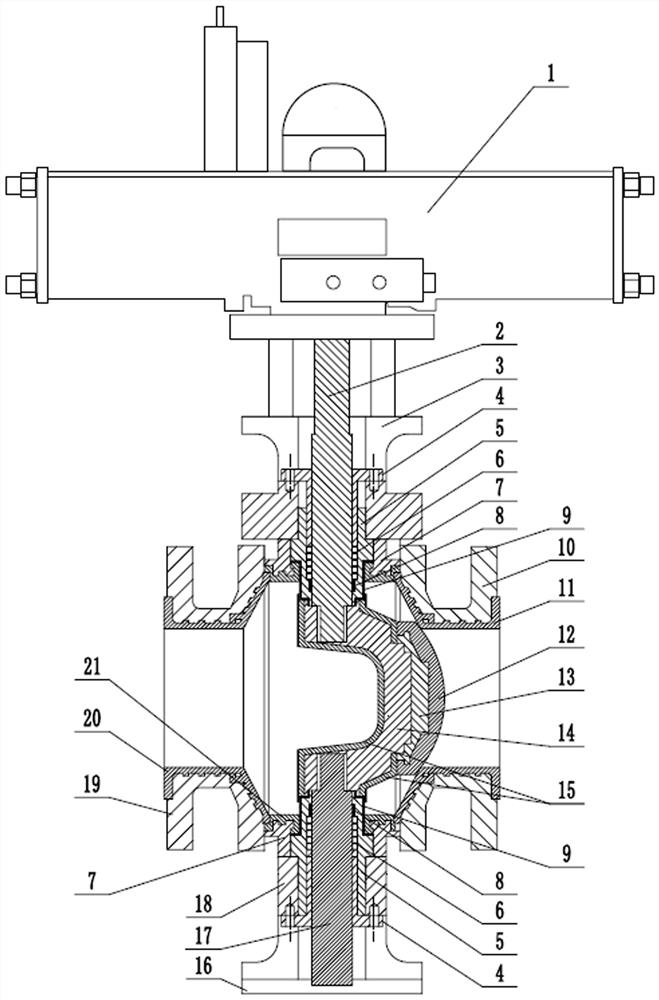
图1是本发明带衬层的偏心球阀的结构示意图;
图中部件名称及序号为:
涡轮箱1、上支架2、上阀轴3、填料压盖4、大压盖5、压盖密封圈6、轴承套7、填料垫8、填料9、阀芯10、阀座11、压盘12、阀体13、下阀轴14、轴套15、底盖16、下支架17、衬层18。
具体实施方式
为了更加详细的介绍本发明,下面结合附图,对本发明做进一步说明。
如图所示:
实施例1
一种化工专用偏心球阀,包括阀体、上阀轴2、偏心阀芯14和下阀轴17,所述的偏心阀芯14采用偏心半球阀芯,所述的阀体由中间阀体7、左阀体10和右阀体19通过法兰面螺栓连接组成,左阀体10和右阀体19分别安装在中间阀体7的左右侧,左阀体10和右阀体19设置有流口;偏心阀芯14通过大压盖5支撑固定在阀体内,大压盖5与偏心阀芯14连接端设置有大压盖套9;中间阀体7的顶面和底面分别设有安装孔,大压盖5安装在安装孔内,上阀轴2和下阀轴17分别穿过安装在中间阀体7顶面和底面的大压盖5后与偏心阀芯14采用花键轴式连接;中间阀体7的顶面和底面分别安装有上支架3和下支架18,上支架3上安装有用于驱动上阀轴2转动的气缸1,下支架18的底端安装有将下阀轴17封盖限位的底盖16;所述的上支架3和下支架18分别将对应的大压盖5限位在安装孔内;大压盖5与阀轴之间从里往外依次安装有陶瓷套8、填料6和填料压盖4,填料压盖4与对应的支架固定连接,即中间阀体7顶部的填料压盖4与上支架3固定连接,中间阀体7底部的填料压盖4与下支架18固定连接;所述的中间阀体7的内壁设置有中间阀体套21,左阀体10的内壁设置有左阀体套11,右阀体19的内壁设置有右阀体套20;偏心阀芯14上设置有阀芯衬套15和用于封堵流口的球冠13,球冠13上设置有球冠衬套12。
上述阀体的制备过程包括以下步骤:
(1)采用熔模铸造方法使用采用铸铁或不锈钢分别铸造中间阀体7、左阀体10和右阀体19;
(2)将铸造得到的中间阀体7、左阀体10和右阀体19进行清洁处理;
(3)将清洁处理后的中间阀体7、左阀体10和右阀体19根据材质加热升温,如是不锈钢需升温至120℃,如是铸铁需升温至100℃;
(4)然后分别将升温后的中间阀体7、左阀体10和右阀体19放入模具内,将含质量百分含量10-30碳纤维的聚四氟乙烯注入模腔,用压力机进行压铸成型;得到内壁有中间阀体套21的中间阀体7、内壁有左阀体套11的左阀体10和内壁有右阀体套20的右阀体19;
(5)将压铸好的中间阀体7、左阀体10和右阀体19自然冷却8小时后放入烤炉进行烧结,温度从常温逐渐升之460℃,时间需10-20小时,然后保温2小后取出,自然冷却;
(6)分别将冷却后的中间阀体7、左阀体10和右阀体19按尺寸要求加工即可;装备阀体时,先将中间阀体7和偏心阀芯14安装好后,才将左阀体10和右阀体19与中间阀体7采用螺栓连接固定安装。
实施例2
一种化工专用偏心球阀,包括阀体、上阀轴2、偏心阀芯14和下阀轴17,所述的偏心阀芯14采用偏心全球阀芯;所述的阀体由中间阀体7、左阀体10和右阀体19通过法兰面螺栓连接组成,左阀体10和右阀体19分别安装在中间阀体7的左右侧,左阀体10和右阀体19设置有流口;左阀体10与右阀体19为对称结构,可以互换,都可作为密封面使用;偏心阀芯14通过大压盖5支撑固定在阀体内,大压盖5与偏心阀芯14连接端设置有大压盖套9;中间阀体7的顶面和底面分别设有安装孔,大压盖5安装在安装孔内,上阀轴2和下阀轴17分别穿过安装在中间阀体7顶面和底面的大压盖5后与偏心阀芯14采用花键轴式连接;中间阀体7的顶面和底面分别安装有上支架3和下支架18,上支架3上安装有用于驱动上阀轴2转动的气缸1,下支架18的底端安装有将下阀轴17封盖限位的底盖16;所述的上支架3和下支架18分别将对应的大压盖5限位在安装孔内;大压盖5与阀轴之间从里往外依次安装有陶瓷套8、填料6和填料压盖4,填料压盖4与对应的支架固定连接,即中间阀体7顶部的填料压盖4与上支架3固定连接,中间阀体7底部的填料压盖4与下支架18固定连接;所述的中间阀体7的内壁设置有中间阀体套21,左阀体10的内壁设置有左阀体套11,右阀体19的内壁设置有右阀体套20;偏心阀芯14上设置有阀芯衬套15和用于封堵流口的球冠13,球冠13上设置有球冠衬套12。
上述阀体的制备过程包括以下步骤:
(1)采用熔模铸造方法使用采用铸铁或不锈钢分别铸造中间阀体7、左阀体10和右阀体19;
(2)将铸造得到的中间阀体7、左阀体10和右阀体19进行清洁处理;
(3)将清洁处理后的中间阀体7、左阀体10和右阀体19内部涂抹耐高温747胶粘剂后再根据材质加热升温,如是不锈钢需升温至120℃,如是铸铁需升温至100℃;
(4)然后分别将升温后的中间阀体7、左阀体10和右阀体19放入模具内,将含质量百分含量20碳纤维的聚四氟乙烯注入模腔,用压力机进行压铸成型;得到内壁有中间阀体套21的中间阀体7、内壁有左阀体套11的左阀体10和内壁有右阀体套20的右阀体19;
(5)将压铸好的中间阀体7、左阀体10和右阀体19自然冷却8小时后放入烤炉进行烧结,温度从常温逐渐升之460℃,时间需10-20小时,然后保温2小后取出,自然冷却;
(6)分别将冷却后的中间阀体7、左阀体10和右阀体19按尺寸要求加工即可;装备阀体时,先将中间阀体7和偏心阀芯14安装好后,才将左阀体10和右阀体19与中间阀体7采用螺栓连接固定安装。
应用实施例
2019 年2月,湖南某电化厂试用了实施例2中得到的偏心球阀,经过24个月的试用,使用介质为15%硫酸溶液,温度为90度左右,带有锰矿石颗粒,在两年使用中无泄漏;经对偏心球阀进行拆开检查发现,阀门密封部位无任何磨损,偏心阀芯和阀轴无腐蚀,依旧符合使用标准,据不完全统计,比原来使用市面上常见的带衬层偏心球阀的寿命提高了5倍以上。
上述说明并非是对本发明的限制,本发明也并不限于上述实例,本技术领域的普通技术人员,在本发明的实质范围内,作出的变化、改型、添加或替换,都应属于本发明的保护范围。
- 一种化工专用偏心球阀及其制备方法
- 一种煤化工专用内循环耐磨轨道球阀