一种多丝束纤维螺旋缠绕设备
文献发布时间:2023-06-19 12:08:44
技术领域
本发明属于纤维缠绕技术领域,具体涉及一种多丝束纤维螺旋缠绕设备。
背景技术
纤维缠绕机是纤维缠绕技术的主要设备,纤维缠绕制品的设计和性能要通过缠绕机来实现。目前,国产数控缠绕机受到技术和设备生产能力的约束,年生产能力较为有限,设备的技术水平仅局限在四轴领域,现阶段,国内先进的高精度数控缠绕机尚需国外购进。国内高水平的缠绕设备相较于国外高性能的设备,多维度自由缠绕及缠绕精度较差,难以保证制品高性能及柔性要求。国内纤维缠绕设备的单束或少束缠绕工艺基本成熟,但少束缠绕工艺效率低,不适合大批量高效率生产,并且丝束之间存在相互交叉,影响强度和疲劳寿命。
发明内容
针对上述缠绕机少束缠绕工艺效率低、丝束之间存在相互交叉的技术问题,本发明提供了一种缠绕效率高、适合大批量高效率生产、寿命长的多丝束纤维螺旋缠绕设备。
为了解决上述技术问题,本发明采用的技术方案为:
一种多丝束纤维螺旋缠绕设备,包括旋转驱动系统、螺旋缠绕核心单元和径向移动驱动系统,所述旋转驱动系统的不完全齿轮通过球铰与螺旋缠绕核心单元的连杆连接,所述螺旋缠绕核心单元安装在径向移动系统上。
所述旋转驱动系统包括旋转驱动轴、壳体、旋转驱动齿轮、不完全齿轮、前盖、不完全齿轮支撑轴承,所述旋转驱动轴通过轴承安装于壳体上,所述壳体内设置有壳体轨道,所述旋转驱动轴与旋转驱动齿轮通过键连接,所述旋转驱动齿轮啮合的不完全齿轮,所述不完全齿轮通过3个等间距分布的不完全齿轮支撑轴承安装在前盖上。
所述螺旋缠绕核心单元包括引导体、移动体、连杆、转筒、圆柱销、旋转杆一、大齿轮、小齿轮、旋转杆三、导丝头、径向微调螺钉、转角微调螺钉、旋转杆二,所述移动体的顶部与底部分别安装有移动体导轨、移动体凸台,所述引导体通过移动体导轨安装在壳体轨道上,所述移动体凸台安装在径向移动系统的轨道齿轮轨道中,所述连杆安装在转筒内,所述转筒通过圆柱销与旋转杆一连接,所述旋转杆一安装在移动体上,所述大齿轮通过键与旋转杆一连接,所述大齿轮与小齿轮啮合,所述小齿轮与旋转杆三通过键连接,所述导丝头通过径向微调螺钉与旋转杆三连接,所述旋转杆三通过转角微调螺钉与旋转杆二连接,所述旋转杆二安装在移动体上。
所述引导体环向均匀分布于壳体轨道内。
所述径向移动系统包括轨道齿轮、径向移动驱动轴、径向移动齿轮、后盖、轨道齿轮支撑轴承,所述径向移动驱动轴通过轴承安装在壳体上,所述径向移动驱动轴通过平键与径向移动齿轮连接,所述径向移动齿轮与轨道齿轮啮合,所述轨道齿轮上设置有轨道齿轮轨道,所述轨道齿轮轨道内安装有移动体凸台,所述轨道齿轮通过3个等间距分布的轨道齿轮支撑轴承安装在后盖上,所述轨道齿轮、后盖和壳体的圆柱部分同轴安装。
本发明与现有技术相比,具有的有益效果是:
本发明采用阿基米德曲线原理的轨道齿轮轨道驱动圆周均布的引导体同时同步进行径向的伸缩运动;通过不完全齿轮驱动圆周分布的引导体进行同时同步的旋转,从而实现多丝束纤维同时同步的在内衬表面的缠绕,突破了现有单束和少束纤维缠绕,提高了缠绕效率,避免了纤维之间的交叉,从而极大地降低了应力集中现象。
附图说明
图1是本发明设备总图;
图2是本发明设备爆炸图;
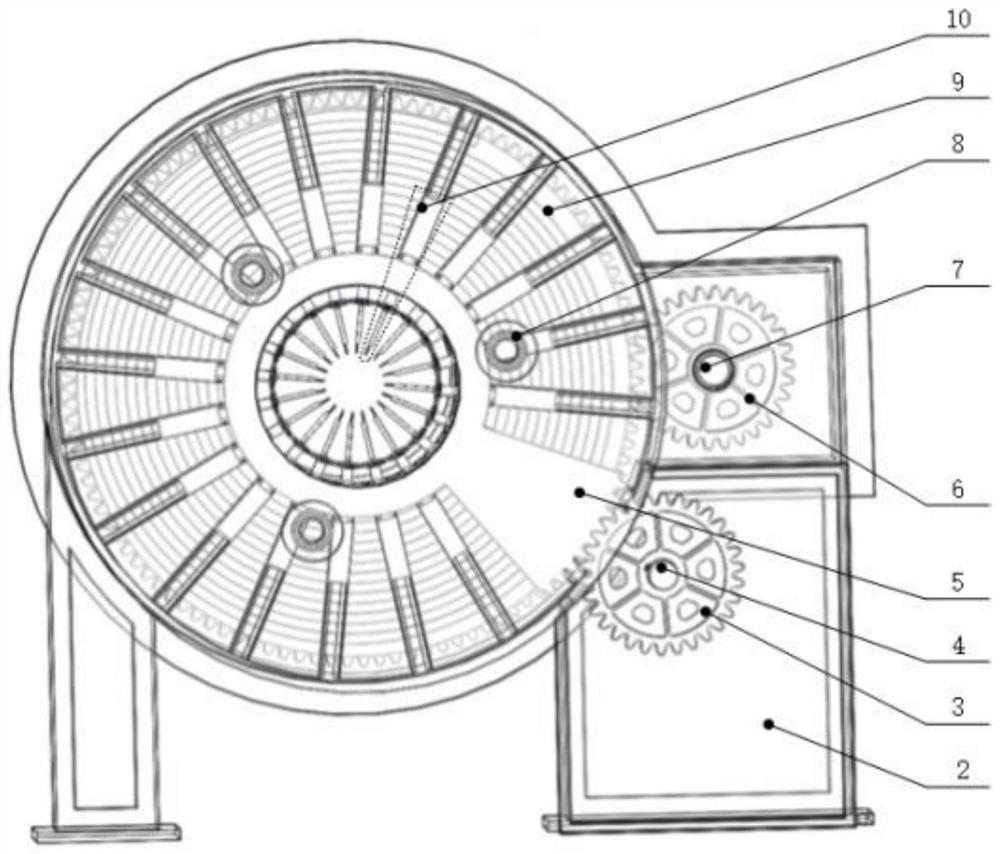
图3是本发明旋转驱动系统图;
图4是本发明螺旋缠绕核心系统图;
图5是本发明径向移动驱动系统图;
图6是本发明引导体结构图;
图7是本发明引导体与轨道齿轮配合图;
图8是本发明引导体与不完全齿轮配合图。
其中:1为旋转驱动系统,2为螺旋缠绕核心系统,3为径向移动驱动系统,4为旋转驱动轴,5为壳体,5a为壳体轨道,6为旋转驱动齿轮,7为不完全齿轮,8为前盖,9为不完全齿轮支撑轴承,10为引导体,11为移动体,11a为移动体轨道,11b为移动体凸台,12为轨道齿轮,12a为轨道齿轮轨道,13为连杆,14为转筒,15为圆柱销,16为旋转杆一,17为大齿轮,18为小齿轮,19为旋转杆三,20为导丝头,21为径向微调螺钉,22为转角微调螺钉,23为旋转杆二,24为径向移动轴,25为径向移动齿轮,26为后盖,27为轨道齿轮支撑轴承,A为旋转轴一,B为旋转轴二,C为旋转轴三,D为旋转轴四,E为旋转轴五。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
一种多丝束纤维螺旋缠绕设备,如图1、图2所示,包括旋转驱动系统1、螺旋缠绕核心单元2和径向移动驱动系统3,旋转驱动系统1的不完全齿轮7通过球铰与螺旋缠绕核心单元2的连杆13连接,通过不完全齿轮7的旋转驱动引导体10的连杆13发生转动。螺旋缠绕核心单元2安装在径向移动系统3上,螺旋缠绕核心单元2的移动体凸台11b安装在径向移动系统3的轨道齿轮轨道12a中,通过驱动轨道齿轮12旋转驱动引导体10在径向方向上进行伸缩运动。
进一步,如图3所示,旋转驱动系统1包括旋转驱动轴4、壳体5、旋转驱动齿轮6、不完全齿轮7、前盖8、不完全齿轮支撑轴承9,旋转驱动轴4通过轴承安装于壳体5上,壳体5内设置有壳体轨道5a,旋转驱动轴4与旋转驱动齿轮6通过键连接,旋转驱动齿轮6啮合的不完全齿轮7,不完全齿轮7通过3个等间距分布的不完全齿轮支撑轴承9安装在前盖8上。
进一步,如图4、图6、图7、图8所示,螺旋缠绕核心单元2包括引导体10、移动体11、连杆13、转筒14、圆柱销15、旋转杆一16、大齿轮17、小齿轮18、旋转杆三19、导丝头20、径向微调螺钉21、转角微调螺钉22、旋转杆二23,引导体10包括移动体11通过移动体导轨11a安装在壳体轨道5a,移动体凸台11b安装于轨道齿轮轨道12a,引导体10环向均匀分布于壳体轨道5a由轨道齿轮12绕旋转轴二B旋转推动引导体10沿壳体轨道5a径向进行伸缩运动;连杆13与不完全齿轮7通过球铰连接,不完全齿轮7旋转带动连杆13摆动,连杆13插入转筒14,连杆13摆动带动转筒14摆动,转筒14通过圆柱销15与旋转杆一16连接,转筒摆动带动旋转杆一16绕旋转轴三C自转,旋转杆一16通过键与大齿轮17连接并驱动大齿轮17绕旋转轴三C旋转,大齿轮17与小齿轮18啮合,使小齿轮18绕旋转轴四D旋转,通过大齿轮17与小齿轮18的传动,使旋转杆2的转角放大。小齿轮18通过键与旋转杆三19连接,使旋转杆三19绕旋转轴四D旋转,导丝头20通过径向微调螺钉21连接到旋转杆三19,并随着旋转杆三19旋转,旋转杆三19通过转角微调螺钉22连接到旋转杆二23,旋转杆二23安装于移动体11。连杆13、转筒14、圆柱销15、旋转杆一16构成转角机构,连杆13与不完全齿轮7通过球铰连接,不完全齿轮7旋转带动连杆13摆动,连杆13插入转筒14,连杆13摆动带动转筒14摆动,转筒14通过圆柱销15与旋转杆一16连接,转筒摆动带动旋转杆一16绕旋转轴四C自转,连杆13可以在转筒14中进行相对滑动,当引导体10沿径向方向进行伸缩运动时,转筒14会以圆柱销15为轴心进行摆动,连杆13会在转筒14中进行伸缩运动。导丝头20、径向微调螺钉21和旋转杆三19构成径向微调机构,通过径向微调机构可以使圆周分布的引导体10供丝的起始位置具有一致性。旋转杆三19、转角微调螺钉22和旋转杆二23构成转角微调机构,通过转角微调机构可以保证引导体10的导丝头20的转角起始角度具有一致性。
进一步,优选的,引导体10环向均匀分布于壳体轨道5a内。
进一步,如图5所示,径向移动系统3包括轨道齿轮12、径向移动驱动轴24、径向移动齿轮25、后盖26、轨道齿轮支撑轴承27,径向移动驱动轴24通过轴承安装在壳体5上,径向移动驱动轴24通过平键与径向移动齿轮25连接,径向移动轴24驱动径向移动齿轮25绕旋转轴三E旋转。径向移动齿轮25与轨道齿轮12啮合,轨道齿轮12上设置有轨道齿轮轨道12a,径向移动齿轮25啮合驱动轨道齿轮12绕旋转轴二B旋转,轨道齿轮轨道12a内安装有移动体凸台11b,轨道齿轮12通过3个等间距分布的轨道齿轮支撑轴承27安装在后盖26上,轨道齿轮26、后盖27和壳体5的圆柱部分同轴安装。
本发明的工作流程为:
首先,通过第一伺服电机系统控制径向移动轴24绕旋转轴五E旋转,径向移动轴24通过键连接驱动径向移动齿轮25绕旋转轴五E旋转,径向移动齿轮25啮合驱动轨道齿轮12绕旋转轴二B旋转,轨道齿轮12旋转推动引导体10沿壳体轨道5a径向进行延伸至内衬瓶口附近;与此同时,通过第二伺服电机系统控制旋转驱动轴4绕旋转轴一A旋转,旋转驱动轴4通过键连接驱动旋转驱动齿轮6,旋转驱动轴4驱动旋转驱动齿轮6绕旋转轴一A旋转,旋转驱动齿轮6啮合驱动不完全齿轮7绕旋转轴二B旋转,不完全齿轮7连杆13与不完全齿轮7通过球铰连接,不完全齿轮7旋转带动连杆13摆动,驱动导丝头20转至与旋转轴二B水平位置。从封口至圆柱筒体时,第一伺服电机系统、第二伺服电机系统同时工作,使导丝头20进行径向移动的同时进行旋转,使纤维丝束更好的与内衬接触,避免了多束纤维之间有交叉而产生应力集中。当缠绕至内衬圆柱部分时,导丝头20径向方向上移至内衬一定距离的位置,导丝头20与旋转轴二B方向的角度与缠绕角相同。圆柱部分缠绕完成后,在缠绕圆柱部分至封口部分时,第一伺服电机系统、第二伺服电机系统同时工作,第一伺服电机系统控制导丝头沿径向伸出,第二伺服电机系统控制导丝头20继续旋转至与旋转轴二B水平位置。当单层缠绕完成后,内衬自转1周,反方向缠绕第二层,一次缠绕下去。
上面仅对本发明的较佳实施例作了详细说明,但是本发明并不限于上述实施例,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化,各种变化均应包含在本发明的保护范围之内。
- 一种多丝束纤维螺旋缠绕设备
- 一种多丝束纤维螺旋缠绕设备