一种机壳自动压装设备
文献发布时间:2023-06-19 12:14:58
技术领域
本发明涉及非标自动化机械技术领域,具体涉及一种机壳自动压装设备。
背景技术
现有技术中,机壳上通常需要通过螺丝进行锁附,由于机壳为塑料制品,若直接对机壳进行锁附,锁附过程中容易出现螺丝定位存在误差、螺丝打滑、螺丝浮高、锁附精度差等问题,容易对机壳本身造成一定的损坏,严重影响产品的生产效率。为了提高机壳的加工精度和生产效率,这就需要在对机壳进行锁附前在机壳上压装衬套,通过在衬套内进行螺丝锁附,提高锁附精度,是有必要的。
中国专利CN109474147A公开了一种装配电机机壳的生产设备,通过工装托盘承载电机机壳以及挡块,使电机机壳与挡块通过输送装置在生产设备内流转。轴套上料装置将轴套输送至所述生产设备上,并将所述轴套放置于轴套压杆上。机壳压装机构将轴套以及电机机壳压装在一起,能够实现电机机壳的自动装配,通过一套生产设备,完成将轴套压装在电机机壳上的装配工作,提高了电机机壳装配的自动化程度。
中国专利CN106670778A公开了一种定子与机壳压装机构、方法及系统,涉及电机技术领域。定子与机壳压装机构包括机壳定位基座、定子压入基座、机壳固定模具、液压机、定子固定模具和升降台,机壳定位基座与定子压入基座间隔相对设置,机壳固定模具设置在机壳定位基座上靠近定子压入基座的一侧,液压机设置在定子压入基座上,定子固定模具设置在液压机上,定子固定模具的中心线与机壳固定模具的中心线水平且共线,液压机带动定子固定模具相对机壳固定模具移动。升降台设置在机壳定位基座与定子压入基座之间,升降台用于支撑并调整机壳的中心高度。定子与机壳压装机构能够保证电机质量、提高效率、降低成本,有利于实现自动化和智能化生产。
但是,以上两个技术方案在使用过程中,存在以下问题:1)由于压装过程中机壳与衬套之间存在较大阻力,且无法通过外加润滑剂辅助,压装操作具有一定的困难,本申请采用的衬套为设有直槽开口的金属空心圆柱体,衬套在传输过程中无法固定方向,使后续的运输及压装操作均较为困难,容易产生较大误差;2)机壳上的孔位位于机壳正面和/或侧面,在压装过程中无法对机壳需压装的面进行区分,也无法在压装过程中将压装机构或机壳进行旋转,无法同时满足机壳的顶面和侧面压装,具有局限性;3)CN109474147A采用机械手抓取机壳放置在压杆上,机械手的加装成本较大,且压装机构与机壳孔位之间的定位存在较大误差;CN106670778A采用载具限定机壳与衬套的位置,定位精度较高但需要人工或机械手将机壳放置在载具中固定,生产效率较低,成本较大;4)压装过程中无法检测压装机构内是否安装有衬套,无法检测压装机构的压装过程是否完成,工作效率较低。
因此,开发一种能够满足对机壳顶面和/或侧面压装衬套的自动压装设备,自动识别机壳需加装位置选择对应的压装设备,固定衬套的传输方向,简化衬套运输及压装流程,进一步提高压装效率,显然具有实际的现实意义。
发明内容
本发明的目的是提供一种机壳自动压装设备。
为达到上述目的,本发明采用的技术方案是:一种机壳自动压装设备,用于将衬套压装至机壳中,包括机箱和位于机箱一侧的机壳输送线;
所述机箱上设置有若干个衬套上料装置、若干个移载模组和若干个压装机构,所述机箱内设置有控制系统;
每个所述衬套上料装置上设置有衬套料盒、振动盘和出料槽,所述出料槽上设置有定向传输装置和衬套定位装置,所述定向传输装置限定衬套的输送角度,所述衬套定位装置用于调整衬套的角度和输送速度;
每个所述移载模组包括Z轴移动装置、X轴移动装置、Y轴移动装置中的至少两个,所述移载模组还包括旋转装置和至少一个夹爪,所述移载模组用于将衬套从衬套上料装置移载至压装机构上;
每个所述压装机构包括压装支架,所述压装支架上设置有推板和固定板,所述推板在压装支架内滑动,所述推板和固定板之间设置有弹簧、承料导柱和连接在弹簧上的固定杆,所述固定板上设置有衬套出口,所述压装机构用于将衬套压装至机壳内;
所述机壳输送线的两端设置有机壳上料装置和机壳下料装置,所述机壳输送线的上方设置有机壳载具,所述机壳输送线的下方设置有顶升机构,所述顶升机构用于将机壳载具顶升至压装机构处进行压装;所述机壳载具的下方设置有读码器和解码器。
上文中,所述机壳上设置有用于压装衬套的孔位,所述机壳根据孔位分布在机壳的顶面还是侧面分为两种不同型号的机壳,所述机壳上设置有相应型号的编码和/或二维码,所述读码器对机壳上的编码和/或二维码进行读取并将数据传输至解码器中进行解码以此区分机壳。
上文中,由于压装过程中机壳与衬套之间存在较大阻力,且为了避免对机壳进行污染不采用外加润滑剂辅助压装,压装操作具有一定的困难,所述衬套为金属空心圆柱体,所述空心圆柱体上开设有直槽开口,所述定向传输装置为出料槽上的一段直线形凸起部,所述直线形凸起部的宽度与所述直槽开口的宽度相同,当所述衬套在出料槽中运动时,所述衬套定位装置将衬套转动至直槽开口卡入定向传输装置中进行传输。
优选地,所述振动盘与所述出料槽的连接处设置有出料口,所述直线形凸起部靠近所述出料口的一端设置有渐入式入口,即所述入口的宽度从靠近所述出料口的一端向靠近直线形凸起部的逐渐变大,直至与直线形凸起部的宽度相同。
优选地,所述出料槽的中部两侧设置有3D对射激光装置,所述3D对射激光装置用于检测衬套是否沿定向传输装置进行运动。
优选地,所述出料槽上设置有衬套定位装置的区域不设置有定向传输装置。
优选地,所述衬套定位装置包括一个或两个吹气组件,所述吹气组件设置在所述出料槽靠近所述振动盘的一端。
优选地,所述吹气组件包括进气口、出气口和连接进气口与出气口的气流通道,所述进气口与气源装置进行连接,所述出气口朝向出料槽。
优选地,当所述吹气组件的数量为1时,所述吹气组件与所述出料槽之间呈45°夹角放置。
优选地,当所述吹气组件的数量为2时,所述吹气组件位于所述出料槽相邻的两侧面上。
优选地,所述衬套定位装置包括若干个磁力发生装置,所述磁力发生装置设置在所述出料槽靠近所述振动盘的一端。
优选地,所述压装机构包括顶面压装机构和/或侧面压装机构,所述压装机构根据机壳需加装衬套的位置进行限定。
优选地,所述顶面压装机构包括垂直于水平面的第一压装支架,所述第一压装支架上设置有上下放置的第一推板和第一固定板,所述第一推板和第一固定板之间设置有第一固定杆和第一承料导柱,所述第一固定杆上设置有第一弹簧,所述第一固定板上设置有第一衬套出口。
优选地,所述第一承料导柱上设置有第一衬套放置槽,所述第一衬套放置槽与第一固定板固定连接,所述第一衬套放置槽的一侧设置有第一衬套到位传感器,所述第一衬套到位传感器用于感应衬套是否放置在第一衬套放置槽中。
优选地,所述顶面压装机构上设置有第一驱动电机,所述第一压装支架上设置有第一滑动杆,所述第一推板穿过所述第一滑动杆,所述第一驱动电机驱动所述第一滑动杆实现第一推板在第一压装支架内滑动。
上文中,当所述第一衬套到位传感器检测到第一衬套放置槽中放置有衬套后,所述第一驱动电机驱动所述第一滑动杆带动第一推板及第一推板上的第一固定杆向第一固定板方向进行移动并压缩第一弹簧,此时,所述第一承料导柱带动衬套向第一固定板方向进行移动,并将衬套从第一衬套放置槽向第一衬套出口压出。
优选地,所述第一推板的一侧设置有第一感应片,所述第一感应片的下方设置有第一感应器,所述第一感应器固定连接在第一压装支架上,所述第一感应器放置的位置为第一弹簧自然伸长状态时第一感应片所在的位置的一侧;所述第一感应器感应第一感应片的位置变换确保顶面压装机构完成压紧动作。
优选地,所述侧面压装机构包括平行于水平面的第二压装支架,所述第二压装支架上设置有前后放置的第二推板和第二固定板,所述第二推板和第二固定板之间设置有第二固定杆和第二承料导柱,所述第二固定杆上设置有第二弹簧,所述第二固定板上设置有第二衬套出口。
优选地,所述第二承料导柱上设置有第二衬套放置槽,所述第二衬套放置槽与第二固定板固定连接,所述第二衬套放置槽的一侧设置有第二衬套到位传感器,所述第二衬套到位传感器用于感应衬套是否放置在第二衬套放置槽中。
优选地,所侧面压装机构上设置有第二驱动电机,所述第二压装支架上设置有第二滑动杆,所述第二推板穿过所述第二滑动杆,所述第二驱动电机驱动所述第二滑动杆实现第二推板在第二压装支架内滑动。
上文中,当所述第二衬套到位传感器检测到第二衬套放置槽中放置有衬套后,所述第二驱动电机驱动所述第二滑动杆带动第二推板及第二推板上的第二固定杆向第二固定板方向进行移动并压缩第二弹簧,此时,所述第二承料导柱带动衬套向第二固定板方向进行移动,并将衬套从第二衬套放置槽向第二衬套出口压出。
优选地,所述第二推板的一侧设置有第二感应片,所述第二感应片的下方设置有第二感应器,所述第二感应器固定连接在第二压装支架上,所述第二感应器放置的位置为第二弹簧自然伸长状态时第二感应片所在的位置的一侧;所述第二感应器感应第二感应片的位置变换确保侧面压装机构完成压紧动作。
优选地,所述衬套上料装置的数量根据机壳上需加装的衬套数量进行限定;一个压装机构内的所述承料导柱的数量根据衬套上料装置的数量进行限定。
优选地,所述机壳上需加装的衬套数量为2,所述压装机构的一侧设置有两个衬套上料装置,两个所述衬套上料装置包括振动盘A、振动盘B、第一出料槽和第二出料槽,所述移载模组上设置有两个夹爪。
优选地,两个所述衬套上料装置呈镜面对称放置,两个所述夹爪之间的距离与所述第一出料槽和第二出料槽之间的距离相等。
优选地,所述顶升机构固定连接在机壳输送线上,所述顶升机构的位置与压装机构的位置相对应以确保机壳上的孔位与压装机构上的衬套出口相对应。
优选地,所述机壳载具的上设置有定位孔,所述顶升机构上设置有与所述定位孔对应的定位柱,所述顶升机构带动定位柱上升插入定位孔中以实现机壳载具的定位和固定。
优选地,所述顶升机构包括顶升板和顶升气缸,所述定位柱位于所述顶升板上,所述顶升气缸驱动所述顶升板及定位柱进行上下运动,所述顶升气缸驱动所述顶升板带动机壳上升至机壳孔位的高度与衬套出口的高度相对应;所述顶升气缸带动顶升板上升的高度根据顶升气缸上的电磁阀进行预先设定。
上文中,所述控制系统包括驱动单元、信息处理单元和主控单元,所述主控单元用于与其他单元之间进行信号接受与反馈,实现各单元之间的联动,所述信号处理单元用于接受解码器的信息、第一到位传感器和/或第二传感器所接受的信息、第一感应器和/或第二感应器所接受的信息,3D对射激光装置所感应到的信息,并将数据分析处理并转换成相应的电信号传输至主控单元中进行任务分配;所述驱动单元用于接受电信号并驱动相应的装置进行驱动以确保装置运行。
由于上述技术方案运用,本发明与现有技术相比具有下列优点:
1.本发明通过采用设有直槽开口的金属空心圆柱体来减弱压装过程中机壳与衬套之间存在的阻力,通过在衬套的出料槽中加设定向传输装置限定衬套的输送角度,加设衬套定位装置调整衬套的角度和输送速度,简化后续的运输及压装操作;通过机壳、读码器、解码器和控制系统之间的信号传输确定机壳类型及需加装方位,采用顶面压装机构和侧面压装机构分别对应机壳正面和侧面压装,通过选取压装机构满足机壳的顶面和/或侧面压装,应用范围较广;
2.本发明通过顶升机构固定连接在机壳输送线上,所述顶升机构的位置与压装机构的位置相对应,通过机壳载具的上设置的定位孔与顶升机构上设置定位柱进行连接以实现机壳载具的定位和固定,通过顶升气缸驱动所述顶升板带动机壳上升至机壳孔位的高度与衬套出口的高度相对应,以确保机壳上的孔位与压装机构上的衬套出口相对应,无需另外采用机械手和固定治具来实现压装过程中机壳与衬套的位置对应就可满足定位精度,成本较低;
3.本发明通过设置第一衬套到位传感器、第二衬套到位传感器检测压装机构内是否有衬套再进行压装操作;通过设置第一感应片及第一感应器、第二感应片及第二感应器,通过感应第一感应片和第二感应片的位置变换确保压装机构完成压紧动作压装过程,避免无衬套空压和漏压衬套,工作效率较高;
4.本发明通过根据机壳上需加装的衬套数量限定衬套上料装置的数量;通过衬套上料装置的数量限定所述承料导柱的数量,通过一次压装操作完成机壳一面上所有孔位的压装,效率更高;
5.本发明通过机壳传输线不断完成机壳上下料及压装操作,流程操作简单方便,自动化程度高,同时保证较高的稳定性及可靠性。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的一些附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
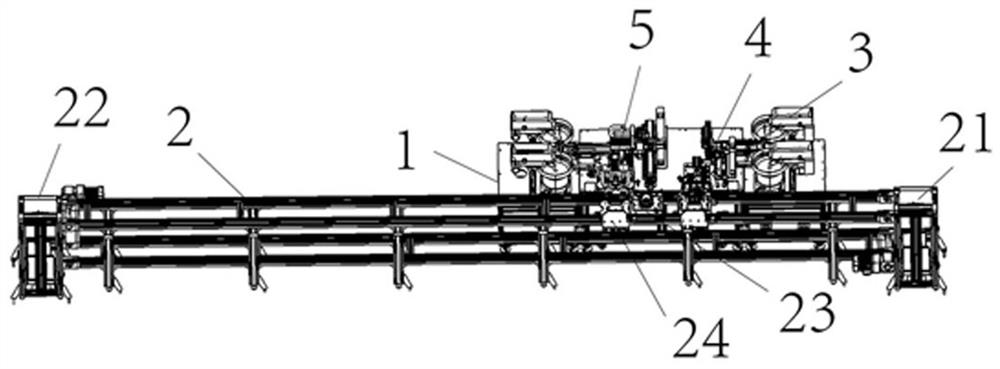
图1为本发明实施例一的整体结构示意图;
图2为本发明实施例一的机壳载具的结构示意图;
图3为本发明实施例一中机壳的结构示意图;
图4为本发明实施例一中衬套的结构示意图;
图5为本发明实施例一中第一衬套上料装置和第二衬套上料装置的结构示意图;
图6为本发明实施例一种第三衬套上料装置和第四衬套上料装置的结构示意图;
图7为本发明图5中的A部分的放大图;
图8为本发明实施例一中吹气组件的结构示意图;
图9为本发明实施例一中顶面压装机构的结构示意图;
图10为本发明实施例一中侧面压装机构的结构示意图;
图11为本发明实施例一中第一移载模组的结构示意图;
图12为本发明实施例一中第二移栽模组的结构示意图;
图13为本发明实施例一中顶升机构的结构示意图;
图14为本发明实施例一的顶升机构和机壳载具的连接示意图。
其中,1、机箱;2、机壳输送线;3、衬套上料装置;4、移载模组;5、压装机构;6、机壳;7、衬套;
21、机壳上料装置;22、机壳下料装置;23、机壳载具;24、顶升机构;25、读码器;26、定位孔;27、定位柱;28、顶升板;29、顶升气缸;
31、衬套料盒;32、振动盘;33、出料槽;34、定向传输装置;35、衬套定位装置;36、3D对射激光装置;37、吹气组件;38、进气口;39、出气口;
331、第一衬套上料装置;332、第二衬套上料装置;333、振动盘A;334、振动盘B;335、第一出料槽;336、第二出料槽;
341、第三衬套上料装置;342、第四衬套上料装置;343、振动盘C;344、振动盘D;345、第三出料槽;346、第四出料槽;
41、第一移载模组;42、夹爪;43、第二移载模组;
411、第一Z轴移动装置;412、第一旋转装置;413、第一Y轴移动装置;
431、第二Z轴移动装置;432、第二X轴移动装置;433、第二Y轴移动装置;434、第二旋转装置;
51、顶面压装机构;52、侧面压装机构;53、第一驱动电机;54、第二驱动电机;55、第一感应片;56、第一感应器;57、第二感应片;58、第二感应器;
511、第一压装支架;512、第一推板;513、第一固定板;514、第一固定杆;515、第一承料导柱;516、第一弹簧;517、第一衬套出口;518、第一支架;519、第一衬套放置槽;520、第一滑动杆;
521、第二压装支架;522、第二推板;523、第二固定板;524、第二固定杆;525、第二承料导柱;526、第二弹簧;527、第二衬套出口;528、第二支架;529、第二衬套放置槽;530、第二滑动杆;
61、孔位;
71、直槽开口。
具体实施方式
下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例一
参见图1,一种机壳自动压装设备,用于将衬套7压装至机壳6中,包括机箱1和位于机箱一侧的机壳输送线2;
所述机箱1上设置有四个衬套上料装置3、两个移载模组4和两个压装机构5,所述机箱内设置有控制系统;
每个所述衬套上料装置3上设置有衬套料盒31、振动盘32和出料槽33,所述出料槽33上设置有定向传输装置34和衬套定位装置35,所述定向传输装置34限定衬套的输送角度,所述衬套定位装置35用于调整衬套的角度和输送速度;
每个所述移载模组4包括Z轴移动装置、X轴移动装置、Y轴移动装置中的至少两个,所述移栽模组4还包括旋转装置和至少一个夹爪,所述移载模组用于将衬套从衬套上料装置移载至压装机构5上;
每个所述压装机构5包括压装支架,所述压装支架上设置有推板和固定板,所述推板在压装支架内滑动,所述推板和固定板之间设置有弹簧、承料导柱和连接在弹簧上的固定杆,所述固定板上设置有衬套出口,所述压装机构5用于将衬套7压装至机壳6内;
所述机壳输送线的两端设置有机壳上料装置21和机壳下料装置22,所述机壳输送线2的上方设置有机壳载具23,所述机壳输送线2的下方设置有顶升机构24,所述顶升机构24用于将机壳载具23顶升至压装机构5处进行压装;
参见图2,所述机壳载具23的下方设置有读码器25和解码器。
参见图3,所述机壳6上设置有用于压装衬套7的孔位61,所述机壳6根据孔位61分布在机壳的顶面还是侧面分为两种不同型号的机壳,所述机壳上设置有相应型号的二维码,所述读码器25对机壳上的二维码进行读取并将数据传输至解码器中进行解码以此区分机壳。
参见图4,所述衬套7为金属空心圆柱体,所述空心圆柱体上开设有直槽开口71,所述定向传输装置34为出料槽33上的一段直线形凸起部,所述直线形凸起部的宽度与所述直槽开口71的宽度相同,当所述衬套7在出料槽33中运动时,所述衬套定位装置35将衬套7转动至直槽开口71卡入定向传输装置34中进行传输。
参见图5-图8,所述振动盘32与所述出料槽33的连接处设置有出料口,所述直线形凸起部靠近所述出料口的一端设置有渐入式入口,即所述入口的宽度从靠近所述出料口的一端向靠近直线形凸起部的逐渐变大,直至与直线形凸起部的宽度相同。
进一步的,所述出料槽33的中部两侧设置有3D对射激光装置36,所述3D对射激光装置36用于检测衬套7是否沿定向传输装置34进行运动。
进一步的,所述出料槽33上设置有衬套定位装置35的区域不设置有定向传输装置34。
进一步的,所述衬套定位装置35包括一个或两个吹气组件37,所述吹气组件37设置在所述出料槽33靠近所述振动盘32的一端。
进一步的,所述吹气组件37包括进气口38、出气口39和连接进气口38与出气口39的气流通道,所述进气口38与气源装置进行连接,所述出气口39朝向出料槽33。
进一步的,所述吹气组件37的数量为2,所述吹气组件37位于所述出料槽33相邻的两侧面上。
进一步的,所述压装机构5包括顶面压装机构51和侧面压装机构52。
参见图9,所述顶面压装机构51包括垂直于水平面的第一压装支架511,所述第一压装支架511与所述机箱1之间通过第一支架518进行连接;所述第一压装支架511上设置有上下放置的第一推板512和第一固定板513,所述第一推板512和第一固定板513之间设置有第一固定杆514和第一承料导柱515,所述第一固定杆514上设置有第一弹簧516,所述第一固定板513上设置有第一衬套出口517。
进一步的,所述第一承料导柱515上设置有第一衬套放置槽519,所述第一衬套放置槽519与第一固定板513固定连接,所述第一衬套放置槽519的一侧设置有第一衬套到位传感器,所述第一衬套到位传感器用于感应衬套7是否放置在第一衬套放置槽519中。
进一步的,所述顶面压装机构51上设置有第一驱动电机53,所述第一压装支架511上设置有第一滑动杆520,所述第一推板512穿过所述第一滑动杆520,所述第一驱动电机53驱动所述第一滑动杆520实现第一推板512在第一压装支架511内滑动。
上文中,当所述第一衬套到位传感器检测到第一衬套放置槽519中放置有衬套7后,所述第一驱动电机53驱动所述第一滑动杆520带动第一推板512及第一推板512上的第一固定杆514向第一固定板513方向进行移动并压缩第一弹簧516,此时,所述第一承料导柱515带动衬套7向第一固定板513方向进行移动,并将衬套7从第一衬套放置槽519向第一衬套出口517压出。
进一步的,所述第一推板512的一侧设置有第一感应片55,所述第一感应片55的下方设置有第一感应器56,所述第一感应器56固定连接在第一压装支架511上,所述第一感应器56放置的位置为第一弹簧516自然伸长状态时第一感应片55所在的位置的一侧;所述第一感应器56感应第一感应片55的位置变换确保顶面压装机构51完成压紧动作。
参见图10,所述侧面压装机构52包括平行于水平面的第二压装支架521,所述第二压装支架521与所述机箱1之间通过第二支架528进行连接;所述第二压装支架521上设置有前后放置的第二推板522和第二固定板523,所述第二推板522和第二固定板523之间设置有第二固定杆524和第二承料导柱525,所述第二固定杆524上设置有第二弹簧526,所述第二固定板523上设置有第二衬套出口527。
进一步的,所述第二承料导柱525上设置有第二衬套放置槽529,所述第二衬套放置槽529与第二固定板523固定连接,所述第二衬套放置槽529的一侧设置有第二衬套到位传感器,所述第二衬套到位传感器用于感应衬套7是否放置在第二衬套放置槽529中。
进一步的,所侧面压装机构52上设置有第二驱动电机54,所述第二压装支架521上设置有第二滑动杆530,所述第二推板522穿过所述第二滑动杆530,所述第二驱动电机54驱动所述第二滑动杆530实现第二推板522在第二压装支架521内滑动。
上文中,当所述第二衬套到位传感器检测到第二衬套放置槽529中放置有衬套7后,所述第二驱动电机54驱动所述第二滑动杆530带动第二推板522及第二推板522上的第二固定杆524向第二固定板523方向进行移动并压缩第二弹簧526,此时,所述第二承料导柱525带动衬套7向第二固定板523方向进行移动,并将衬套7从第二衬套放置槽529向第二衬套出口527压出。
进一步的,所述第二推板522的一侧设置有第二感应片57,所述第二感应片57的下方设置有第二感应器58,所述第二感应器58固定连接在第二压装支架521上,所述第二感应器58放置的位置为第二弹簧526自然伸长状态时第二感应片57所在的位置的下方;所述第二感应器58感应第二感应片57的位置变换确保侧面压装机构52完成压紧动作。
进一步的,所述衬套上料装置的数量根据机壳上需加装的衬套数量进行限定;一个压装机构内的所述承料导柱的数量根据衬套上料装置的数量进行限定。
进一步的,所述机壳6侧面上需加装的衬套7数量为2,所述侧面压装机构52的一侧设置有第一衬套上料装置331和第二衬套上料装置332,所述第一衬套上料装置331包括振动盘A333和第一出料槽335;所述第二衬套上料装置332包括振动盘B334和第二出料槽336。
参见图11,所述侧面压装机构52与衬套上料装置之间设置有第一移载模组41,所述第一移载模组41包括第一Z轴移动装置411、设置在第一Z轴移动装置411上的第一旋转装置412、设置在第一旋转装置412上的第一Y轴移动装置413和设置在第一Y轴移动装置413上的两个夹爪42。
参见图5,所述第一衬套上料装置331和第二衬套上料装置332呈镜面对称放置,两个所述夹爪42之间的距离与所述第一出料槽335和第二出料槽336之间的距离相等。
进一步的,对所述振动盘A和振动盘B的振动速度及第一出料槽和第二出料槽的出料速度进行控制,使第一出料槽和第二出料槽同步出料,第一移载模组上的两个夹爪同时夹取两个衬套并进行移动。
进一步的,所述机壳6顶面上需加装的衬套数量为2,所述顶面压装机构51的一侧设置有第三衬套上料装置341和第四衬套上料装置342。
参见图12,所述顶面压装机构51与衬套上料装置之间设置有第二移载模组43,所述第二移载模组43包括第二Z轴移动装置431、设置在第二Z轴移动装置431上的第二X轴移动装置432、设置在第二X轴移动装置432上的第二Y轴移动装置433和设置在第二Y轴移动装置433上的第二旋转装置434,所述第二旋转装置434上设置有一个夹爪42。
参见图6,所述第三衬套上料装置341和第四衬套上料装置342呈镜面对称放置,所述第三衬套上料装置341包括振动盘C343和第三出料槽345,所述第四衬套上料装置342包括振动盘D344和第四出料槽346。
进一步的,对所述振动盘C和振动盘D的振动速度及第三出料槽和第四出料槽的出料速度进行控制,使第三出料槽和第四出料槽交替出料,第二移载模组上的一个夹爪夹取一个衬套7并进行移动。
进一步的,所述顶升机构24固定连接在机壳输送线2上,所述顶升机构24包括第一顶升机构和第二顶升机构,所述第一顶升机构的位置与侧面压装机构的位置相对应以确保机壳上的孔位与侧面压装机构上的衬套出口相对应;所述第二顶升机构的位置与顶面压装机构的位置相对应以确保机壳上的孔位与顶面压装机构上的衬套出口相对应。
参见图13,所述顶升机构24包括顶升板28和顶升气缸29,所述定位柱位于所述顶升板上,所述顶升气缸驱动所述顶升板及定位柱进行上下运动。
参见图14,所述机壳载具23的上设置有定位孔26,所述顶升机构24上设置有与所述定位孔26对应的定位柱27,所述顶升机构24带动定位柱27上升插入定位孔26中以实现机壳载具23的定位和固定。
上文中,所述控制系统包括驱动单元、信息处理单元和主控单元,所述主控单元用于与其他单元之间进行信号接受与反馈,实现各单元之间的联动,所述信号处理单元用于接受解码器的信息、第一到位传感器和/或第二传感器所接受的信息、第一感应器和/或第二感应器所接受的信息,3D对射激光装置所感应到的信息,并将数据分析处理并转换成相应的电信号传输至主控单元中进行任务分配;所述驱动单元用于接受电信号并驱动相应的装置进行驱动以确保装置运行。
本实施例的工作步骤主要包括以下几个步骤:
S1、将机壳放置在机壳上料装置中的机壳载具中,并移动至机壳传输线上进行传输;
S2、机壳载具内的读码器读取机壳上的二维码、通过解码器进行解码并通过数据处理单元进行数据处理区分机壳,并将信号传输至机壳传输线以将机壳载具停留至相应的顶升机构中;
S3、所述顶升机构内的顶升气缸驱动定位柱与机壳载具内的定位孔进行对接,对接完成后顶升气缸继续驱动使机壳上升至机壳的孔位与衬套出口相对应;
S4、所述衬套上料装置内的振动盘将衬套传输至所述出料槽内,通过所述衬套定位装置用于调整衬套的角度和输送速度,通过所述定向传输装置限定衬套的输送角度;
S5、所述移载模组通过夹爪夹取衬套并移动至相应的压装机构中;
S6、所述压装机构进行压装后,所述顶升气缸驱动所述机壳向下运动至机壳载具处,继续向下运动至定位柱与定位孔分离,所述机壳载具移动至机壳下料装置处进行下料。
实施例二
本实施例是在上述实施例一的基础上进行的,与上述实施例一相同之处不予赘述。
本实施例中所述压装机构中的所述承料导柱上连接有旋转驱动电机,所述顶面压装机构中的所述第一承料导柱上连接有第一旋转驱动电机,所述侧面压装机构中的所述第二承料导柱上连接有第二旋转驱动电机。
当所述第一衬套到位传感器检测到第一衬套放置槽中放置有衬套后,所述第一驱动电机驱动所述第一滑动杆带动第一推板及第一推板上的第一固定杆向第一固定板方向进行移动并压缩第一弹簧,此时,所述第一承料导柱带动衬套向第一固定板方向进行移动,移动过程中,所述第一旋转驱动电机驱动所述第一承料导柱进行旋转,旋转的速度可控,并将衬套从第一衬套放置槽向第一衬套出口以旋转地形式压出。
上文中,当所述第二衬套到位传感器检测到第二衬套放置槽中放置有衬套后,所述第二驱动电机驱动所述第二滑动杆带动第二推板及第二推板上的第二固定杆向第二固定板方向进行移动并压缩第二弹簧,此时,所述第二承料导柱带动衬套向第二固定板方向进行移动,移动过程中,所述第二旋转驱动电机驱动所述第二承料导柱进行旋转,旋转的速度可控,并将衬套从第二衬套放置槽向第二衬套出口以旋转地形式压出。
实施例三
本实施例是在上述实施例一的基础上进行的,与上述实施例一相同之处不予赘述。
本实施例中,所述机壳需加装机壳的位置均为侧面,即所述压装机构仅采用侧面压装机构,所述侧面压装机构与衬套上料装置之间设置有第一移载模组。
实施例四
本实施例是在上述实施例一的基础上进行的,与上述实施例一相同之处不予赘述。
本实施例中,所述机壳需加装机壳的位置均为顶面,即所述压装机构仅采用顶面压装机构,所述顶面压装机构与衬套上料装置之间设置有第二移载模组。
实施例五
本实施例是在上述实施例一至四中任一项的基础上进行的,与上述实施例一相同之处不予赘述,本实施例主要介绍一种用于洁净室内的机壳自动压装设备。
本实施例中,所述衬套定位装置包括一个磁力发生装置,所述磁力发生装置设置在所述出料槽靠近所述振动盘的一端;所述磁力发生装置包括磁环和驱动所述磁环转动的转动装置,所述磁环套设在所述出料槽上靠近所述振动盘的一端,所述磁环靠近所述出料槽的一端为N极,所述磁环远离所述出料槽的一端为S极,所述转动装置与所述磁环连接。
进一步的,所述出料槽是由高分子聚合材料制成的半封闭结构,所述出料槽的上端面设置有用于协助3D对射激光装置检测衬套运动状态的开口槽,所述开口槽的宽度小于所述衬套的直径。
上文中,所述转动装置驱动所述磁环转动过程中,所述衬套受到磁环的吸力,由于开口槽的宽度小于所述衬套的直径,所述磁环无法将衬套从出料槽中吸出,所述磁环带动衬套进行翻滚。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
- 一种机壳自动压装设备
- 一种电机壳体压装含油轴承及定量注油的半自动设备