一种模具研合率检测方法
文献发布时间:2023-06-19 12:18:04
技术领域
本发明涉及注射成型、冲压成型、压铸成型技术领域,尤其涉及一种模具研合率检测方法。
背景技术
汽车内外饰如前后保险杠、仪表板等均属于塑料件,塑料件通常通过注射成型工艺加工而得。注射成型是借助注塑机将塑料熔体加热融化,通过螺杆将塑料熔体射入模具的型腔内,逐渐冷却直至开模顶出。
汽车覆盖件是指覆盖发动机、底盘、驾驶室和车身的薄钢板制件,覆盖件一般是通过冲压工艺所得。冲压是指利用模具和冲压设备对板料施加压力,使板料产生塑性变形或分离,从而获得具有一定形状、尺寸和性能的覆盖件。
无论是注射成型工艺还是冲压工艺,最终产品的外观品质及产品合格率都直接受模具研配的研合质量影响。
其中注射成型工艺中,注塑模具的研合过程是在定模上均匀的涂刷一层红丹粉,然后对模具施加一定的压力以使定模上的红丹粉能粘附在动模上,开模后对模具的间隙高点进行研合。在冲压工艺中,冲压模具的研合过程则是在金属冲压件上均匀涂刷红丹粉,并将近似冲压件置于上、下模之间,然后对模具施加一定的压力以使金属冲压件上的红丹粉粘附在上下模具上,开模后对模具的间隙高点进行研合。研合率是评价模具研配的研合质量的重要指标,用于表征定模与动模或镶块与本体的碰合状态。在模具验收标准中,注塑模具的研合率要达到一定的素性要求,如:T2阶段模具研合率要求达到80%、T3阶段模具研合率需达到90%以上。目前模具研合率一直都是根据模具工程师目视,通过经验估算得到,缺少具体数据量化的过程,具有较大的主观性。
发明内容
本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种模具研合率检测方法,对模具研合率进行客观量化,避免人为因素的主观性,使模具研合率更具科学性。
具体地,本发明采取的技术方案如下:
一种模具研合率检测方法,包括如下步骤:
(1)取待测模具,所述待测模具包括第一模具和能够与所述第一模具合模的第二模具,所述第一模具与第二模具合模时的接触面为碰合面;在所述第一模具的碰合面涂覆颜料,然后将第一模具与第二模具合模,使所述颜料粘附到第二模具的碰合面上;
(2)获取所述第一模具和/或第二模具碰合面上的总像素值a1,以及所述第一模具和/或第二模具碰合面上颜料粘附区域的总像素值a2,根据a2与a1的比值获得模具的研合率。
在本发明的一些实施方式中,所述模具包括注塑模具、冲压模具、压铸模具中的任意一种。
在本发明一些实施方式中,所述第一模具为定模。将颜料涂在定模的碰合面上,相较涂在动模上操作更方便。
在本发明的一些实施方式中,所述第二模具为动模。
在本发明的一些实施方式中,所述颜料包括红丹粉、蓝丹粉、黄丹粉中的任意一种。
在本发明的一些实施方式中,所述颜料的涂覆厚度为10~50μm。
在本发明的一些实施方式中,步骤(1)中,通过对模具施加一定压力使所述颜料粘附到第二模具的碰合面上,所述压力大小可根据产品大小要求以及模具设计所需的锁模力确定。
在本发明的一些实施方式中,步骤(2)为,获取所述第一模具碰合面上的总像素值a1,以及所述第一模具碰合面上颜料粘附区域的总像素值a2,根据a2与a1两个总像素值的比值获得模具的研合率;
或者,同时获取所述第一模具和第二模具碰合面上的总像素值a1,并同时获取所述第一模具和第二模具碰合面上颜料粘附区域的总像素值a2,根据a2与a1两个总像素值的比值获得模具的研合率;
或者,获取所述第二模具碰合面上的总像素值a1,以及所述第二模具碰合面上颜料粘附区域的总像素值a2,根据a2与a1两个总像素值的比值获得模具的研合率。
在本发明的一些实施方式中,所述总像素值a1或总像素值a2的获取方法可以为,对所述第一模具和/或第二模具碰合面进行摄像得到照片,然后采用图片处理软件获取所述第一模具和/或第二模具碰合面的总像素值a1,或所述第一模具和/或第二模具碰合面中颜料粘附区域的总像素值a2。
相对于现有技术,本发明具有如下有益效果:
本发明通过像素法来获取模具研合率,实现了对模具研合率的量化,避免了个人主观性,以一种更科学的方式计算出模具的研合率,更具有客观性。
附图说明
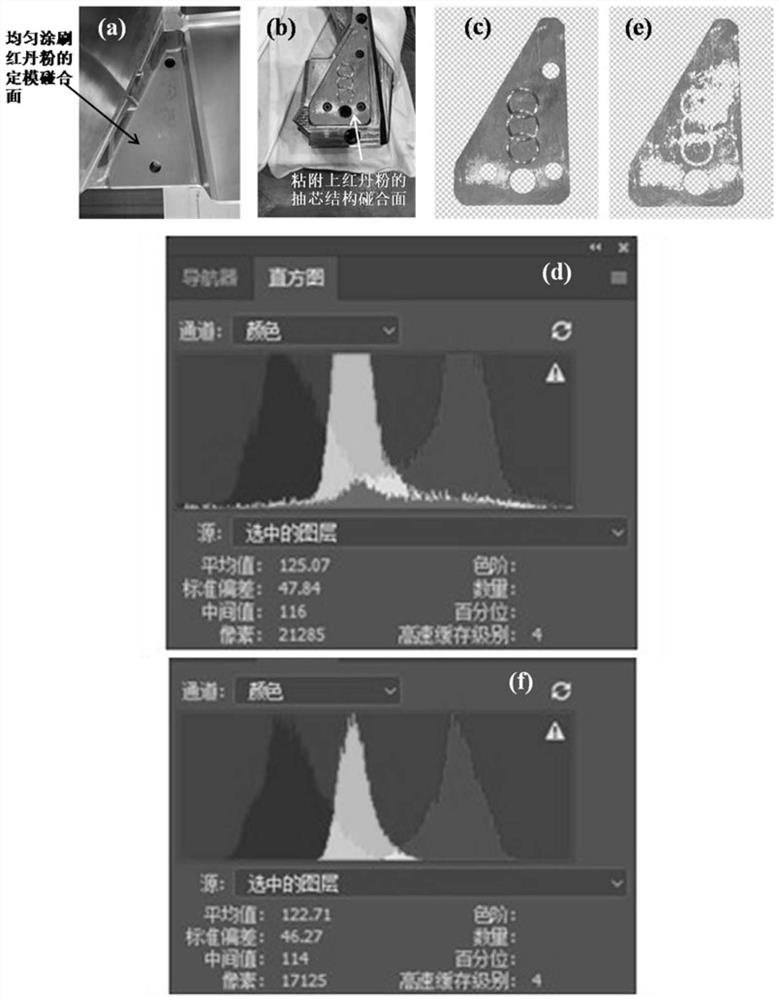
图1为模具研合率检测过程实物图;
图1中(a)为均匀涂刷红单粉的定模碰合面照片,(b)和(c)为合模后粘附上红丹粉的抽芯结构碰合面照片,(d)为粘附上红丹粉的抽芯结构碰合面区域在Photoshop中的像素直方图,(e)为抽芯结构碰合面上含有红丹粉的区域照片;(f)为抽芯结构碰合面上含有红丹粉的区域在Photoshop中的像素直方图。
具体实施方式
以下结合具体的实施例进一步说明本发明的技术方案。
抽芯结构是用于配合模具的定模和动模,保证产品顺利脱模的机构。模具的研合除了要求定模和动模具之间具有很好的碰合状态外,还要求抽芯结构与定模或动模之间也具有良好的碰合状态。以下以注射模具的某抽芯结构为例,具体说明本发明模具研合率的检测方法。
参见图1,一种模具研合率的检测方法,包括如下步骤:
步骤1:首先在注塑模具定模侧的碰合面均匀地涂刷一层红丹粉(涂刷厚度为10μm左右),如图1的(a)所示。
步骤2:将抽芯结构与定模的碰合面碰合,并施加一定压力(2400吨),使定模上的红丹粉粘附在抽芯结构的碰合面上。
步骤3:借助数码相机在抽芯结构碰合面的正前方拍照,图片中应包含抽芯结构碰合面的全部区域,如图1的(b)所示。
步骤4:将图片置入Photoshop中进行前处理,将图片中非研合部位进行剪切,仅保留抽芯结构碰合面的全部区域,如图1的(c)所示,并通过直方图[图1的(d)所示]统计出该区域的总像素值a1=21285。
步骤5:通过色彩范围选取图片中含有红丹粉的区域,并复制至新图层,如图1的(e)所示;然后通过直方图[图1的(f)所示]统计出新图层中含红丹粉区域的总像素值a2=17125。
步骤6:将a2与a1的比值作为模具研合过程中研合率,经计算,在本实施例中研合率为80.46%。
上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
- 一种模具研合率检测方法
- 一种提高汽车覆盖件冲压模具R角研合率的方法