用于超大型SLM设备的机械同步位移系统
文献发布时间:2023-06-19 12:18:04
技术领域
本发明涉及一种3D激光打印技术领域,特别涉及一种用于超大型SLM设备的机械同步位移系统。
背景技术
通过SLM设备进行熔化加工已经超过20年;传统的SLM设备的结构为上方为固定安装于机架上的成型室,在成型室上方设置振镜系统,在成型室下方设置成型缸,在成型室外侧设置供粉机构,在成型室底面上形成刮粉平面,刮刀设置与成型室内,成型室内充有惰性气体,成型时,供粉机构将金属粉末间歇的定量送到刮粉平面一侧的表面上,由刮刀对金属粉末进行刮平,金属粉末被刮入到成型缸开口内,粉末在成型缸内形成与刮粉平面平齐的一层粉末,刮粉结束后,振镜系统反射激光使成型缸内上层粉末进行熔化加工,加工完成后,成型缸的活塞下降一个层高,重复前述供粉、刮粉和加工熔化步骤,如此循环往复最终形成工件,在工件成型的整个过程中成型室内充满惰性气体,并通过成型室侧壁上的排尘口向外排尘,工件完成后,横移成型缸使其脱离成型室,然后进行取件,该种传统的激光熔化加工过程复杂,供粉、铺粉、扫面和排尘都是按时序独立控制的,控制程序繁琐,电子控制系统容易出现故障,且成型效率低,整个系统可靠性和抗干扰能力差,出现故障检修不方便,取件困难。
发明内容
为了弥补以上不足,本发明提供了一种用于超大型SLM设备的机械同步位移系统,该用于超大型SLM设备的机械同步位移系统以机械因素为主体进行控制,可靠性高,抗干扰能力强,结构简单,易调易修。
本发明为了解决其技术问题所采用的技术方案是:一种用于超大型SLM设备的机械同步位移系统,包括机架、成形缸、位移框架、振镜系统和平移驱动系统,所述机架上固定设有刮粉平面,刮粉平面上设有成形口,成形缸安装于机架上,成形缸的上端开口能够与刮粉平面上成形口密封连通,成形缸内活塞能够动密封的寸动下移,位移框架能够水平横移的安装于机架上,平移驱动系统驱动位移框架间歇水平横移运动,位移框架下端与刮粉平面动密封接触,且位移框架下端开口与成形缸上端开口正对,位移框架沿其平移方向的至少一侧壁上固定设有刮刀和供粉机构,供粉机构能够给成形缸内侧提供成形粉末,刮刀能够将成形缸内粉末刮平,位移框架下端两相对的侧壁上还分别设有进气口和吸气口,进气口能够将惰性气体送入位移框架内部,吸气口能够将位移框架内部的气体排出,振镜系统固定安装于位移框架上端,振镜系统能够朝向与位移框架下端开口正对的成形缸内粉末发射激光进行熔化加工。
作为发明的进一步改进,所述平移驱动系统包括伺服电机、减速机和丝杠螺母机构,所述伺服电机和减速机固定安装于机架上,丝杠螺母机构的丝杠轴向止动且圆周方向能够转动的安装于机架上,丝杠螺母机构的螺母与位移框架固定连接,伺服电机通过减速机驱动丝杠螺母机构的丝杠转动。
作为发明的进一步改进,所述机架上还设有水平延伸的直线导轨,位移框架上设有滑块,所述滑块能够滑动的套设于直线导轨上。
作为发明的进一步改进,所述位移框架沿其平移方向的两相对侧壁上均固定设有刮刀和供粉机构。
作为发明的进一步改进,所述位移框架每次平移距离小于位移框架下端开口沿其平移方向的尺寸。
作为发明的进一步改进,所述位移框架为上端透光下端开口的桶状结构,位移框架下端与刮粉平面通过密封结构动密封接触。
作为发明的进一步改进,所述刮粉平面固定安装于机架内,刮粉平面将机架分隔成上箱体结构和下箱体结构,位移框架及其上的振镜系统、供粉系统和刮刀位于上箱体结构内,成形缸位于下箱体结构内,位移框架能够移动到与成形缸完全错位的位置处,上箱体结构侧壁上设有取件门,下箱体结构侧壁上设有维修门。
本发明的有益技术效果是:本发明摒弃了按时序独立控制的传统技术路线,通过采用机械同步移动的方式,本发明形成了机械和电子融合的典范,多因素的同步控制,在许多情况下,以机械因素为主体的控制策略,是最简单而可靠的,将刚性良好的水平移动的位移框架设置在机架导轨上,并在其上层设置振镜系统,下层设计供粉、铺粉系统和排尘系统,位移框架按设计步长精确位移,在一个步长内,同时协调地完成供粉、铺粉、扫描和排尘四项SLM技术的核心步骤,该位移框架具有精确停位精度(0.005mm),超高的可靠性和抗干扰能力,其且结构简单,易调易修,取件方便,其步长可根据成形室扫描长度设定和调整,大型设备步长数大;小型设备步长数小,能够适应各种规格尺寸的产品成型,尤其是超大型工件。
附图说明
图1为现有SLM设备的成形原理示意图;
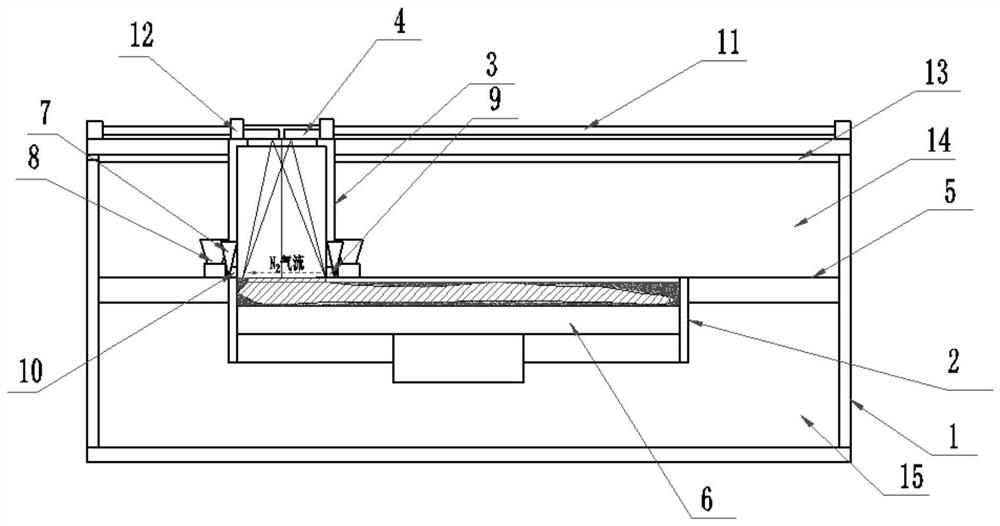
图2为本发明的结构原理主视图;
图3为本发明自左向右平移供粉状态示意图;
图4为本发明自右向左平移供粉状态示意图;
图5为本发明进行一层成型时的第一个步长扫描位置示意图;
图6为本发明进行一层成型时的第二个步长扫描位置示意图;
图7为本发明进行一层成型时的第三个步长扫描位置示意图;
图8为本发明进行一层成型时的第四个步长扫描位置示意图。
具体实施方式
实施例:一种用于超大型SLM设备的机械同步位移系统,包括机架1、成形缸2、位移框架3、振镜系统4和平移驱动系统,所述机架1上固定设有刮粉平面5,刮粉平面5上设有成形口,成形缸2安装于机架1上,成形缸2的上端开口能够与刮粉平面5上成形口密封连通,成形缸2内活塞6能够动密封的寸动下移,位移框架3能够水平横移的安装于机架1上,平移驱动系统驱动位移框架3间歇水平横移运动,位移框架3下端与刮粉平面5动密封接触,且位移框架3下端开口与成形缸2上端开口正对,位移框架3沿其平移方向的至少一侧壁上固定设有刮刀7和供粉机构8,供粉机构8能够给成形缸2内侧提供成形粉末,刮刀7能够将成形缸2内粉末刮平,位移框架3下端两相对的侧壁上还分别设有进气口9和吸气口10,进气口9能够将惰性气体送入位移框架3内部,吸气口10能够将位移框架3内部的气体排出,振镜系统4固定安装于位移框架3上端,振镜系统4能够朝向与位移框架3下端开口正对的成形缸2内粉末发射激光进行熔化加工。
进行激光熔化加工时,位移框架3在刮粉平面5上间歇的自左而右的水平横移,然后再间歇的自右而左的水平横移,随着位移框架3水平横移,位于位移框架3侧壁上的供粉机构8给成形缸2供粉,粉末进入成形缸2内堆粉区后,随着位移框架3移动刮刀7将其刮平,同时将刮粉平面5上的粉末刮离,位移框架3间歇移动一个步长内的距离后,位移框架3上端的振镜系统4对于位移框架3正对的成形缸2内粉末进行激光熔化成形,这样随着位移框架3的往复移动就在成形缸2内进行了间歇的逐层进行激光扫面加工,进行激光扫描加工时,位移框架3下端的进气口9和吸气口10正对配合,在位移框架3下端内部形成惰性气流,形成充分的惰性气体保护,避免激光熔化加工过程中出现氧化现象,同时实现有效排尘,且由于供粉机构8和刮刀7一体固定在位移框架3上,在位移框架3移动的过程中同步实现供粉和铺粉,无需对供粉和铺粉进行单独的驱动,本发明保证了供粉、铺粉、扫描和排尘四个系统同步位移,摒弃了通过时序控制来保证同步性的传统方案,本发明结构简单、控制可靠、抗干扰强、成本低廉。
所述平移驱动系统包括伺服电机、减速机和丝杠螺母机构,所述伺服电机和减速机固定安装于机架1上,丝杠螺母机构的丝杠11轴向止动且圆周方向能够转动的安装于机架1上,丝杠螺母机构的螺母12与位移框架3固定连接,伺服电机通过减速机驱动丝杠螺母机构的丝杠11转动。
通过伺服电机驱动丝杠螺母机构的丝杠11转动进而实现位移框架3的水平横移,通过间歇性控制丝杠11转动即可间歇性控制位移框架3水平横移,通过控制丝杠11转动方向,控制位移框架3移动方向,上述驱动系统能够保证位移框架3在水平移动时精确位移,除了采用该种机构驱动位移框架3水平横移外,还可以是通过伺服电机带动齿轮齿条机构驱动位移框架3水平横移,此为本领域技术人员根据本专利很容易想到的等同替换结构,属于本专利保护范围。
所述机架1上还设有水平延伸的直线导轨13,位移框架3上设有滑块,所述滑块能够滑动的套设于直线导轨13上。位移框架3被直线导轨13和滑块形成的导向系统精确导向,因而停位精度可以保证。
所述位移框架3沿其平移方向的两相对侧壁上均固定设有刮刀7和供粉机构8。位移框架3向右平移时,位于位移框架3右侧的供粉机构8和刮刀7进行铺粉工作;位移框架3回程向左平移时,位于位移框架3左侧的供粉机构8和刮刀7进行铺粉工作,形成双向铺粉,双向铺粉效率高,位移框架3左右移动形成往复加工,没有空行程,有利于高效加工成形。
所述位移框架3每次平移距离小于位移框架3下端开口沿其平移方向的尺寸。位移框架3以设定的步长按框架平移方向移动,由于位移框架3每次平移的步长小于位移框架3下端开口尺寸,位移框架3相邻两次位移有重叠。进而使得相邻两次激光扫描边界重叠,避免出现漏加工区域,该种“框架-步长”机械刚性位移方式,易于设置,步长便于调整,重叠边界处理保证了工件成形精度。
所述位移框架3为上端透光下端开口的桶状结构,位移框架3下端与刮粉平面5通过密封结构动密封接触。通过密封结构实现位移框架3与刮粉平面5密封,使得激光熔化成形过程中成形室内由惰性气体进行保护,不会有氧气进入氧化工件。
所述刮粉平面5固定安装于机架1内,刮粉平面5将机架1分隔成上箱体结构14和下箱体结构15,位移框架3及其上的振镜系统4、供粉系统和刮刀7位于上箱体结构14内,成形缸2位于下箱体结构15内,位移框架3能够移动到与成形缸2完全错位的位置处,上箱体结构14侧壁上设有取件门,下箱体结构15侧壁上设有维修门。上箱体对位移框架3及其上的振镜系统4、供粉系统和刮刀7起到保护作用,同时避免供粉机构8提供的粉末散落,下箱体结构15对成形缸2起到保护作用,工件完全成形后,位移框架3移至一边,处于与成形缸2完全错位状态后,成形缸2的活塞6上升,工件恰处于上箱体内,工件可以经过取件门进行取件,实现原位取件,取件方便,成形缸2出现问题,需要维修时,只需打开下箱体结构15的维修门即可进入机架1内部对成形缸2进行维修,维修方便。
- 用于超大型SLM设备的机械同步位移系统
- 用于超大型SLM设备的机械同步位移系统