一种永磁同步伺服电机转子加工制作方法
文献发布时间:2023-06-19 12:21:13
技术领域
本发明涉及伺服电机制作技术领域,具体的说是一种永磁同步伺服电机转子加工制作方法。
背景技术
伺服电机可使控制速度,位置精度非常准确,可以将电压信号转化为转矩和转速以驱动控制对象,伺服电机转子转速受输入信号控制,并能快速反应,在自动控制系统中,用作执行元件,且具有机电时间常数小、线性度高等特性。伺服电机内部的转子是永磁铁,驱动器控制的U/V/W三相电形成电磁场,转子在此磁场的作用下转动,同时电机自带的编码器反馈信号给驱动器,驱动器根据反馈值与目标值进行比较,调整转子转动的角度。伺服电机转子制作时,需将永磁铁安装在转子叠片内。
现有伺服电机转子加工设备在对伺服电机转子加工进行加工制作时,常存在以下问题:
(1)采用人工的方式制作伺服电机转子时,通常直接通过人工将永磁体依次安装放置在转子叠片内,人工安装放置永磁体时,人工一次只能安装放置一个永磁体,从而使得人工安装放置永磁体周期长,进而降低伺服电机转子的制作效率;
(2)现有伺服电机转子加工设备在对伺服电机转子加工进行加工制作时,现有伺服电机转子加工设备需先将转子叠片锁紧固定,再通过伺服电机转子加工设备吸附夹紧永磁体后进行放置安装,从而使得安装放置永磁体的过程繁琐,从而降低伺服电机转子的制作效率。
为了弥补现有技术的不足,本发明提供了一种永磁同步伺服电机转子加工制作方法。
发明内容
本发明所要解决其技术问题所采用以下技术方案来实现:一种永磁同步伺服电机转子加工制作方法,其使用了一种永磁同步伺服电机转子加工制作设备,该永磁同步伺服电机转子加工制作设备包括工作台、上料装置、固定装置和组合装置,采用上述永磁同步伺服电机转子加工制作设备对电机转子进行加工制作时,具体方法如下:
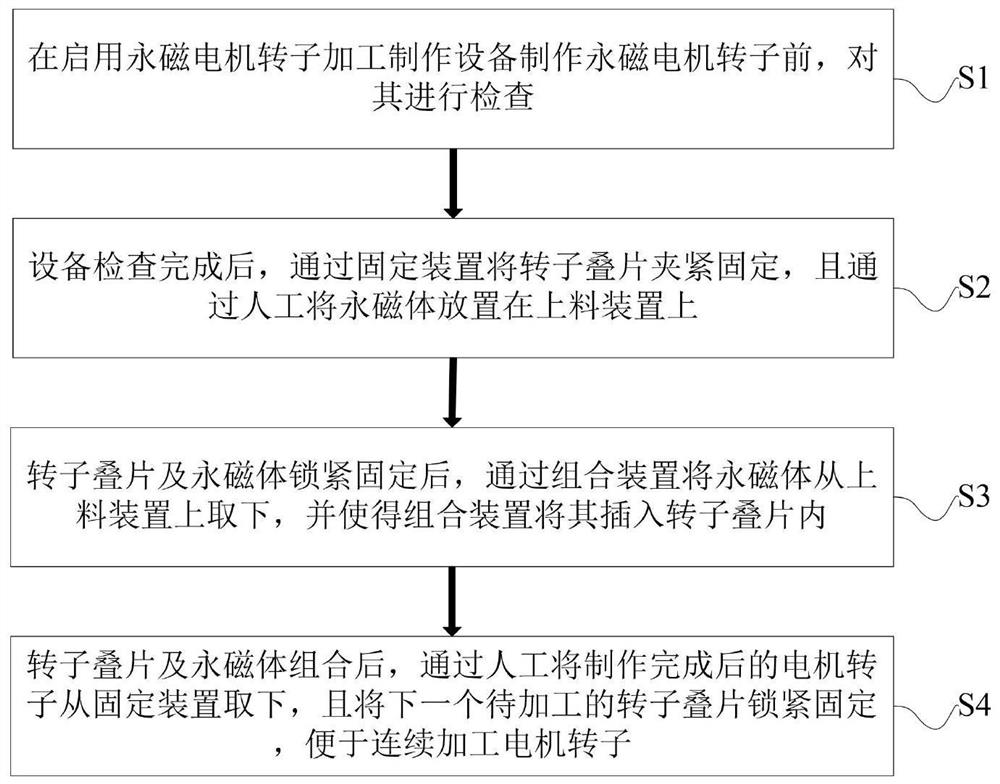
S1、设备检查:在启用永磁电机转子加工制作设备制作永磁电机转子前,对其进行检查;
S2、上料处理:设备检查完成后,通过固定装置将转子叠片夹紧固定,且通过人工将永磁体放置在上料装置上;
S3、组合处理:转子叠片及永磁体锁紧固定后,通过组合装置将永磁体从上料装置上取下,并使得组合装置将其插入转子叠片内;
S4、下料处理:转子叠片及永磁体组合后,通过人工将制作完成后的电机转子从固定装置取下,且将下一个待加工的转子叠片锁紧固定,便于连续加工电机转子;
工作台上端右侧安装有上料装置,上料装置左方设置有固定装置,固定装置安装在工作台上端左侧,固定装置上方设置有组合装置,组合装置安装在工作台上端;
所述固定装置包括安装在工作台上端左侧的固定板,固定板上侧沿其周向均匀设置有调节机构,且固定板上端中部安装有内部支撑机构,具体工作时,根据转子叠片的直径大小,通过人工调整调节机构位置,使得调节机构对不同规格的转子叠片进行支撑,且通过内部支撑机构对转子叠片内部进行支撑固定,避免安装永磁体时转子叠片发生晃动的情况。
所述调节机构包括滑动安装在固定板上端的燕尾块,燕尾块沿固定板周向均匀布置,燕尾块中部滑动安装有滑动杆,滑动杆与燕尾块之间设置有锁紧弹簧,滑动杆上端安装有调节板,调节板上端对称安装有限位柱,具体工作时,根据转子叠片的直径大小,通过人工向上拔出调节板,使得调节板带动滑动杆挤压锁紧弹簧上移,使得调节板与固定板分离,从而使得人工通过燕尾块与滑动杆调整调节板位置,调节板位置确定后,通过人工松开调节板,使得锁紧弹簧经过滑动杆带动调节板复位,使得调节板卡入固定板内,从而使得限位柱对转子叠片下端进行支撑限位。
所述内部支撑机构包括安装在固定板上端中部的安装轴,安装轴中部通过螺纹配合的方式安装有旋转螺杆,旋转螺杆下端通过轴承安装有滑动盘,安装轴中部安装有固定盘,固定盘外侧沿周向均匀铰接有转动杆,滑动盘外侧沿周向均匀铰接有支撑杆,支撑杆上侧铰接有转动杆,且支撑杆上端铰接有支撑块,安装轴上侧通过螺纹连接的方式安装有锁紧盘,具体工作时,人工调整调节板使得限位柱对转子叠片进行支撑限位后,通过人工将锁紧盘旋转固定在安装轴上侧,使得锁紧盘将转子叠片锁紧固定在调节板上,且通过人工转动旋转螺杆,使得旋转螺杆带动滑动盘沿安装轴上升,使得滑动盘带动支撑杆上升,从而使得支撑杆与转动杆之间夹角变小,使得支撑杆带动支撑块贴合在转子叠片内壁,从而使得支撑块对转子叠片内部进行支撑固定,转子叠片与永磁体组装完成后,通过人工反向转动旋转螺杆,使得滑动盘带动支撑杆沿安装轴下降,从而使得支撑杆与转动杆之间夹角变大,使得支撑杆带动支撑块脱离转子叠片,且通过人工反向旋转锁紧盘,使得锁紧盘与安装轴分离,从而使得人工组装完成后的转子叠片取下收集。
所述组合装置包括安装在工作台上端左侧的气泵,工作台上端右侧前后对称安装有电动推杆,电动推杆的伸出端安装有U形架,U形架内侧上端安装有气缸,气缸的伸出端安装有C形板,C形板上端左右对称安装有导向柱,导向柱上端滑动安装有导向板,导向板安装在气缸外侧下端,C形板下端安装有夹紧机构,具体工作时,通过电动推杆带动U形架右移,使得夹紧机构处于上料后的永磁体上方,且通过气泵带动气缸的伸出端下降,使得C形板经过夹紧机构将永磁体卡紧固定,永磁体卡紧固定后,通过电动推杆带动U形架左移,使得夹紧机构带动永磁体处于转子叠片正上方,通过气泵带动气缸的伸出端下降,使得C形板经过夹紧机构带动永磁体下降插入转子叠片内,从而将永磁体与转子叠片组装在一起,从而制作出永磁电机转子。
作为本发明的一种优选技术方案,所述上料装置包括安装在工作台上端右侧的支撑板,支撑板中部设置有旋转电机,旋转电机安装在工作台上端,旋转电机的输出端安装有旋转盘,旋转盘通过滑动的方式安装在支撑板上,旋转盘上端沿周向均匀安装有放置板,具体工作时,通过人工将待组装的永磁体放置在放置板内,永磁体放置完成后,通过旋转电机带动旋转盘沿支撑板旋转,从而使得旋转盘带动永磁体旋转并使得组合装置依次对其进行组装。
作为本发明的一种优选技术方案,所述调节板下端对称设置有卡柱,固定板上端设置有燕尾槽,燕尾槽两侧对称设置有卡孔,卡柱通过滑动的方式卡入卡孔内,通过设有的卡柱卡入不同位置的卡孔,从而通过卡孔快速调整调节板在固定板上的位置。
作为本发明的一种优选技术方案,所述限位柱上端设置有倒角,倒角方便限位柱卡入转子叠片内对其限位固定。
作为本发明的一种优选技术方案,所述安装轴中部设置有滑槽,滑动盘通过滑动的方式安装在滑槽内,且安装轴中部为空腔结构,旋转螺杆设置在空腔结构内,滑槽方便滑动盘带动支撑杆升降。
作为本发明的一种优选技术方案,所述支撑块为弧形结构,支撑块外侧设置有软质橡胶层,且软质橡胶层外侧设置有防滑纹路,弧形结构的支撑块方便对转子叠片内壁进行支撑,软质橡胶层避免划伤转子叠片内壁,且防滑纹路避免支撑块与转子叠片之间发生滑动导致转子叠片支撑不稳定的情况。
作为本发明的一种优选技术方案,所述夹紧机构包括安装在C形板下端的连接板,连接板下端四个拐角处均设置有卡紧块,卡紧块上端通过滑动的方式对称安装有卡紧杆,卡紧杆之间通过卡紧弹簧相连,卡紧块经过卡紧杆安装在连接板下端,连接板下侧滑动安装有夹紧板,夹紧板与连接板之间设置有夹紧弹簧,具体工作时,根据永磁体的宽度,通过人工调节卡紧块在连接板上的位置,使得卡紧弹簧挤压卡紧杆,从而使得卡紧杆将卡紧块锁紧固定连接板上,且通过气缸带动C形板下降,使得C形板带动连接板下降靠近永磁体上侧,从而使得夹紧弹簧挤压夹紧板,使得夹紧板沿连接板外移,进而使得夹紧板与卡紧块将永磁体上侧夹紧固定。
作为本发明的一种优选技术方案,所述支撑板上端与旋转盘下端均设置有弧形槽,弧形槽内均匀设置有滑动滚珠,滑动滚珠方便减小支撑板与旋转盘之间的摩擦。
作为本发明的一种优选技术方案,所述连接板中部设置有通槽,且连接板下端拐角处设置有矩形槽,卡紧块通过卡接的方式安装在矩形槽内,通槽避免安装轴上侧、旋转螺杆上侧以及锁紧盘碰撞到连接板,且通过卡紧块卡接在不同位置的矩形槽内,从而使得卡紧块对不同宽度的永磁体上侧进行夹紧固定。
与现有技术相比,本发明具有以下优点:
1.本发明提供的一种永磁同步伺服电机转子加工制作方法,采用对转子叠片进行夹紧固定后,再将永磁体同时安装放置在转子叠片内,且通过设有上料装置同时对多组永磁体进行上料卡紧,从而方便组合装置将永磁体安装放置在转子叠片内,从而提高伺服电机转子的制作效率;
2.本发明提供的一种永磁同步伺服电机转子加工制作方法,通过调节板下端设有的卡柱卡入不同位置的卡孔,从而快速调整调节板的位置,使得限位柱对转子叠片下端进行支撑限位,且通过锁紧盘将转子叠片锁紧固定在调节板上,同时通过设有的旋转螺杆经过滑动盘带动支撑杆上升,使得支撑杆与转动杆之间夹角变小带动支撑块转子叠片内部进行支撑固定;
3.本发明提供的一种永磁同步伺服电机转子加工制作方法,通过设有的卡紧弹簧挤压卡紧杆,使得卡紧杆将卡紧块锁紧固定连接板上不同位置的矩形槽内,从而使得夹紧弹簧挤压夹紧板沿连接板外移将永磁体上侧夹紧固定,进而方便同时将永磁体安装放置在转子叠片内,提高转子的制作效率。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1是本发明的工作流程图;
图2是本发明工作状态的立体结构示意图;
图3是本发明工作状态的俯视图;
图4是本发明图3的A-A向剖视图;
图5是本发明固定装置工作状态的剖视图;
图6是本发明固定板与调节机构之间的立体结构示意图;
图7是本发明夹紧机构的局部剖视图;
图8是本发明图5的X处局部放大示意图;
图9是本发明图7的Y处向局部放大示意图。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合图1至图9,对本发明进行进一步阐述。
一种永磁同步伺服电机转子加工制作方法,其使用了一种永磁同步伺服电机转子加工制作设备,该永磁同步伺服电机转子加工制作设备包括工作台1、上料装置2、固定装置3和组合装置4,采用上述永磁同步伺服电机转子加工制作设备对电机转子进行加工制作时,具体方法如下:
S1、设备检查:在启用永磁电机转子加工制作设备制作永磁电机转子前,对其进行检查;
S2、上料处理:设备检查完成后,通过人工向上拔出调节板324,使得调节板324带动滑动杆322挤压锁紧弹簧323上移,使得调节板324与固定板31分离,从而使得人工通过燕尾块321与滑动杆322调整调节板324位置,调节板324位置确定后,通过人工松开调节板324,使得锁紧弹簧323经过滑动杆322带动调节板324复位,使得调节板324卡入固定板31内,调节板324位置确定后,通过人工将转子叠片穿套在安装轴331外侧,使得人工将锁紧盘338旋转固定在安装轴331上侧,从而使得锁紧盘338将转子叠片锁紧固定在固定板31上,且通过人工转动旋转螺杆332,使得旋转螺杆332带动滑动盘333沿安装轴331上升,使得滑动盘333带动支撑杆336上升,从而使得支撑杆336与转动杆335之间夹角变小,使得支撑杆336带动支撑块337贴合在转子叠片内壁,从而使得支撑块337对转子叠片内部进行支撑固定,转子叠片固定后,通过人工将待组装的永磁体放置在放置板24内;
S3、组合处理:转子叠片及永磁体锁紧固定后,通过电动推杆42带动U形架43右移,使得夹紧机构48处于上料后的永磁体上方,且通过气泵41带动气缸44的伸出端下降,使得C形板45经过夹紧机构48将永磁体卡紧固定,永磁体卡紧固定后,通过电动推杆42带动U形架43左移,使得夹紧机构48带动永磁体处于转子叠片正上方,通过气泵41带动气缸44的伸出端下降,使得C形板45经过夹紧机构48带动永磁体下降插入转子叠片内,从而将永磁体与转子叠片组装在一起;
S4、下料处理:转子叠片及永磁体组合后,通过人工反向转动旋转螺杆332,使得滑动盘333带动支撑杆336沿安装轴331下降,从而使得支撑杆336与转动杆335之间夹角变大,使得支撑杆336带动支撑块337脱离转子叠片,且通过人工反向旋转锁紧盘338,使得锁紧盘338与安装轴331分离,从而使得人工组装完成后的转子取下收集,且组装完成后的转子取下后,人工将下一个待加工的转子叠片锁紧固定,便于连续加工电机转子;
工作台1上端右侧安装有上料装置2,上料装置2左方设置有固定装置3,固定装置3安装在工作台1上端左侧,固定装置3上方设置有组合装置4,组合装置4安装在工作台1上端;
所述固定装置3包括安装在工作台1上端左侧的固定板31,固定板31上侧沿其周向均匀设置有调节机构32,且固定板31上端中部安装有内部支撑机构33,具体工作时,根据转子叠片的直径大小,通过人工调整调节机构32位置,使得调节机构32对不同规格的转子叠片进行支撑,且通过内部支撑机构33对转子叠片内部进行支撑固定,避免安装永磁体时转子叠片发生晃动的情况。
所述调节机构32包括滑动安装在固定板31上端的燕尾块321,燕尾块321沿固定板31周向均匀布置,燕尾块321中部滑动安装有滑动杆322,滑动杆322与燕尾块321之间设置有锁紧弹簧323,滑动杆322上端安装有调节板324,调节板324上端对称安装有限位柱325,具体工作时,根据转子叠片的直径大小,通过人工向上拔出调节板324,使得调节板324带动滑动杆322挤压锁紧弹簧323上移,使得调节板324与固定板31分离,从而使得人工通过燕尾块321与滑动杆322调整调节板324位置,调节板324位置确定后,通过人工松开调节板324,使得锁紧弹簧323经过滑动杆322带动调节板324复位,使得调节板324卡入固定板31内,从而使得限位柱325对转子叠片下端进行支撑限位。
所述内部支撑机构33包括安装在固定板31上端中部的安装轴331,安装轴331中部通过螺纹配合的方式安装有旋转螺杆332,旋转螺杆332下端通过轴承安装有滑动盘333,安装轴331中部安装有固定盘334,固定盘334外侧沿周向均匀铰接有转动杆335,滑动盘333外侧沿周向均匀铰接有支撑杆336,支撑杆336上侧铰接有转动杆335,且支撑杆336上端铰接有支撑块337,安装轴331上侧通过螺纹连接的方式安装有锁紧盘338,具体工作时,人工调整调节板324使得限位柱325对转子叠片进行支撑限位后,通过人工将锁紧盘338旋转固定在安装轴331上侧,使得锁紧盘338将转子叠片锁紧固定在调节板324上,且通过人工转动旋转螺杆332,使得旋转螺杆332带动滑动盘333沿安装轴331上升,使得滑动盘333带动支撑杆336上升,从而使得支撑杆336与转动杆335之间夹角变小,使得支撑杆336带动支撑块337贴合在转子叠片内壁,从而使得支撑块337对转子叠片内部进行支撑固定,转子叠片与永磁体组装完成后,通过人工反向转动旋转螺杆332,使得滑动盘333带动支撑杆336沿安装轴331下降,从而使得支撑杆336与转动杆335之间夹角变大,使得支撑杆336带动支撑块337脱离转子叠片,且通过人工反向旋转锁紧盘338,使得锁紧盘338与安装轴331分离,从而使得人工组装完成后的转子叠片取下收集。
所述组合装置4包括安装在工作台1上端左侧的气泵41,工作台1上端右侧前后对称安装有电动推杆42,电动推杆42的伸出端安装有U形架43,U形架43内侧上端安装有气缸44,气缸44的伸出端安装有C形板45,C形板45上端左右对称安装有导向柱46,导向柱46上端滑动安装有导向板47,导向板47安装在气缸44外侧下端,C形板45下端安装有夹紧机构48,具体工作时,通过电动推杆42带动U形架43右移,使得夹紧机构48处于上料后的永磁体上方,且通过气泵41带动气缸44的伸出端下降,使得C形板45经过夹紧机构48将永磁体卡紧固定,永磁体卡紧固定后,通过电动推杆42带动U形架43左移,使得夹紧机构48带动永磁体处于转子叠片正上方,通过气泵41带动气缸44的伸出端下降,使得C形板45经过夹紧机构48带动永磁体下降插入转子叠片内,从而将永磁体与转子叠片组装在一起,进而制作出永磁电机转子。
所述上料装置2包括安装在工作台1上端右侧的支撑板21,支撑板21中部设置有旋转电机22,旋转电机22安装在工作台1上端,旋转电机22的输出端安装有旋转盘23,旋转盘23通过滑动的方式安装在支撑板21上,旋转盘23上端沿周向均匀安装有放置板24,具体工作时,通过人工将待组装的永磁体放置在放置板24内,永磁体放置完成后,通过旋转电机22带动旋转盘23沿支撑板21旋转,从而使得旋转盘23带动永磁体旋转并使得组合装置4依次对其进行组装。
所述调节板324下端对称设置有卡柱,固定板31上端设置有燕尾槽,燕尾槽两侧对称设置有卡孔,卡柱通过滑动的方式卡入卡孔内,通过设有的卡柱卡入不同位置的卡孔,从而通过卡孔快速调整调节板324在固定板31上的位置。
所述限位柱325上端设置有倒角,倒角方便限位柱325卡入转子叠片内对其限位固定。
所述安装轴331中部设置有滑槽,滑动盘333通过滑动的方式安装在滑槽内,且安装轴331中部为空腔结构,旋转螺杆332设置在空腔结构内,滑槽方便滑动盘333带动支撑杆336升降。
所述支撑块337为弧形结构,支撑块337外侧设置有软质橡胶层,且软质橡胶层外侧设置有防滑纹路,弧形结构的支撑块337方便对转子叠片内壁进行支撑,软质橡胶层避免划伤转子叠片内壁,且防滑纹路避免支撑块337与转子叠片之间发生滑动导致转子叠片支撑不稳定的情况。
所述夹紧机构48包括安装在C形板45下端的连接板481,连接板481下端四个拐角处均设置有卡紧块482,卡紧块482上端通过滑动的方式对称安装有卡紧杆483,卡紧杆483之间通过卡紧弹簧484相连,卡紧块482经过卡紧杆483安装在连接板481下端,连接板481下侧滑动安装有夹紧板485,夹紧板485与连接板481之间设置有夹紧弹簧486,具体工作时,根据永磁体的宽度,通过人工调节卡紧块482在连接板481上的位置,使得卡紧弹簧484挤压卡紧杆483,从而使得卡紧杆483将卡紧块482锁紧固定连接板481上,且通过气缸44带动C形板45下降,使得C形板45带动连接板481下降靠近永磁体上侧,从而使得夹紧弹簧486挤压夹紧板485,使得夹紧板485沿连接板481外移,进而使得夹紧板485与卡紧块482将永磁体上侧夹紧固定。
所述支撑板21上端与旋转盘23下端均设置有弧形槽,弧形槽内均匀设置有滑动滚珠,滑动滚珠方便减小支撑板21与旋转盘23之间的摩擦。
所述连接板481中部设置有通槽,且连接板481下端拐角处设置有矩形槽,卡紧块482通过卡接的方式安装在矩形槽内,通槽避免安装轴331上侧、旋转螺杆332上侧以及锁紧盘338碰撞到连接板481,且通过卡紧块482卡接在不同位置的矩形槽内,从而使得卡紧块482对不同宽度的永磁体上侧进行夹紧固定。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种永磁同步伺服电机转子加工制作方法
- 一种新型表贴式永磁同步伺服电机转子结构