一种用于风叶轮的集成平衡片自动送料装置
文献发布时间:2023-06-19 12:25:57
技术领域
本发明涉及一种空调风机的风叶轮生产线,特别涉及一种用于风叶轮的集成平衡片自动送料装置。
背景技术
我们知道,平衡片应用于风叶轮的叶片部位,通常将平衡片作为平衡配件通过手工插入并固定在风叶轮上且成为风叶轮的一部份,平衡片在风叶轮中主要作用是改变风叶轮的动平衡系数,降低噪声,减小振动,降低产品的功耗,延长使用寿命。而且,平衡片的应用目前存在问题主要有:1、由于平衡片规格较多,且外观相似度极高,操作员在装配时容易混淆出错,同时装配效率极低。 2、平衡片由于其具有开口结构的特点,平衡片之间容易相互交错咬合,相互堆叠难以分开,成为分拣平衡片实现自动化装配的最大障碍。
这种手工方式将平衡片插入风叶轮的叶片上,工作量大,效率过低,且质量得不到保证,因此,必须设计一种能够实现将平衡片插入到风叶轮的叶片上的自动化装置。
发明内容
为了解决以上的问题,本发明一种用于风叶轮的集成平衡片自动送料装置。
本发明公开了一种用于风叶轮的集成平衡片自动送料装置,包括机座,所述机座设有上料块、X轴驱动机构及Y轴驱动机构,所述上料块上设有T型槽,所述T型槽包括横向槽、设于横向槽上的工件位及与工件位连接的纵向槽,所述Y轴驱动机构上设有可穿过所述纵向槽的Y轴推杆,所述X轴驱动机构上设有可穿过所述横向槽及工件位的X轴推杆,所述X轴推杆远离所述X轴驱动机构的端部设有弧形槽,所述弧形槽用于与平衡片端部相抵接。
进一步地,所述纵向槽远离所述Y轴驱动机构一端部设有压片机构,所述压片机构具有压杆,所述压杆端部设有固定块,所述固定块用于将集成平衡片压紧。
进一步地,所述工件位上方设有检测机构,所述检测机构包括检测支架及设于检测支架上的视觉检测系统,所述视觉检测系统用于检测所述工件位上的平衡片。
进一步地,所述Y轴驱动机构包括固定座、压缩弹簧及导杆,所述导杆一端与固定座相连接,所述压缩弹簧套设于导杆上,所述压缩弹簧一端连接固定座,另一端连接Y轴推杆。
进一步地,所述横向槽的外侧设有导入槽,所述导入槽的前端设有插接端,所述插接端用于与风叶轮连接。
进一步地,所述X轴驱动机构为气缸、或步进电机、或伺服电机。
实施本发明的一种用于风叶轮的集成平衡片自动送料装置,具有以下有益的技术效果:
区别于现有技术中风叶轮的平衡片插入安装采用手工进行装配方式,生产效率不高、工作量大的缺点,本技术方案通过全自动将平衡片压入到风叶轮的叶片上,操作方便,设备运行稳定性好,效率高,降低了生产成本。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
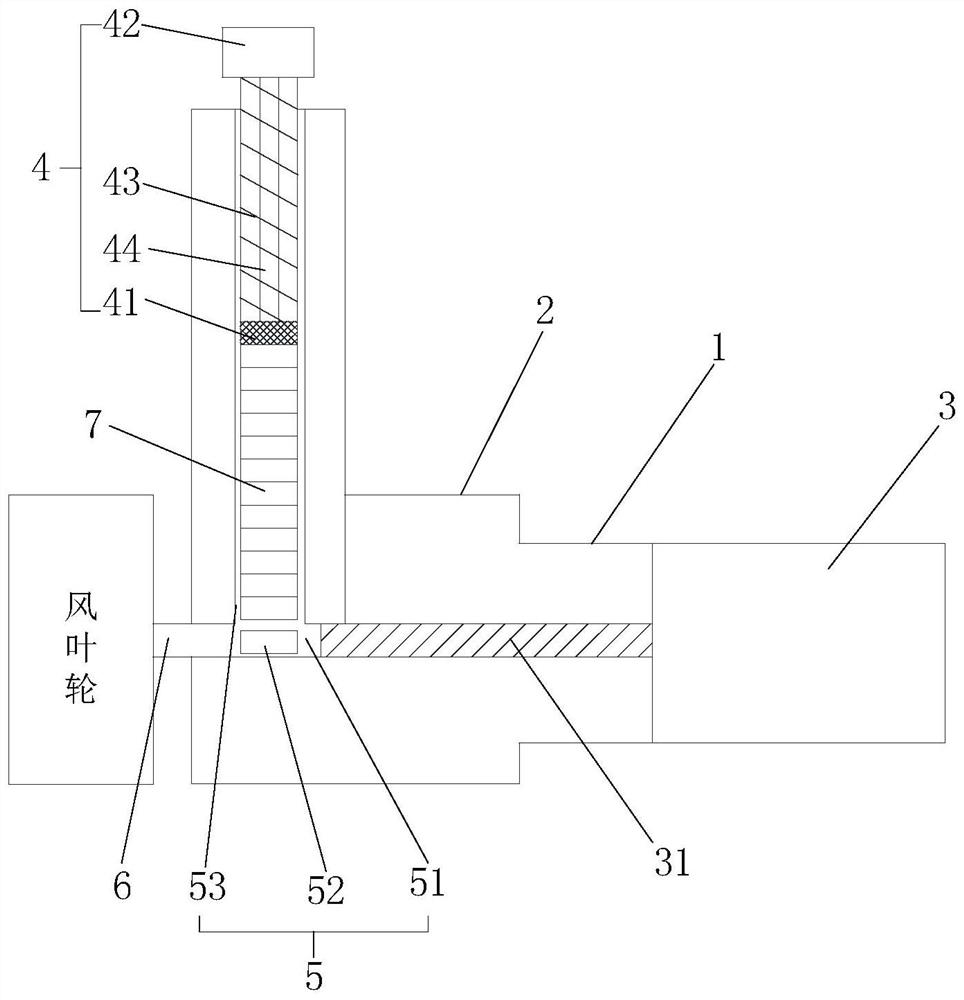
图1是本发明的实施例用于风叶轮的集成平衡片自动送料装置的结构示意图。
图2为图1中集成式平衡片结构示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
参见图1及图2,一种用于风叶轮的集成平衡片自动送料装置,包括机座1,所述机座1设有上料块2、X轴驱动机构3及Y轴驱动机构4,所述上料块2上设有T型槽5,所述T型槽5包括横向槽51、设于横向槽51上的工件位52及与工件位52连接的纵向槽53,所述Y轴驱动机构4上设有可穿过所述纵向槽 53的Y轴推杆41,所述Y轴推杆41用于推动放置于纵向槽53内的集成式平衡片7,所述X轴驱动机构3上设有可穿过所述横向槽51及工件位52的X轴推杆31,所述X轴推杆31远离所述X轴驱动机构3的端部设有弧形槽,所述弧形槽用于与平衡片端部相抵接,优选地,X轴驱动机构3为气缸驱动。
其中,纵向槽53远离所述Y轴驱动机构4一端部设有压片机构,所述压片机构具有压杆,所述压杆端部设有固定块,所述固定块用于将集成平衡片7压紧。
工件位52上方设有检测机构,所述检测机构包括检测支架及设于检测支架上的视觉检测系统,所述视觉检测系统用于检测所述工件位上的单个平衡片。
Y轴驱动机构4包括固定座42、压缩弹簧43及导杆44,所述导杆44一端与固定座42相连接,所述压缩弹簧43套设于导杆44上,所述压缩弹簧43一端连接固定座42,另一端连接Y轴推杆41,Y轴推杆41沿所述导杆44上滑动。
横向槽51的外侧设有导入槽6,所述导入槽6的前端设有插接端,所述插接端用于与风叶轮连接。
进一步说明:
本发明的集成平衡片自动送料装置工作原理:将集成式平衡片(集成式平衡片由多个平衡片排列组成,平衡片之间通过胶水粘接成排)放置于纵向槽中,集成平衡片一端与Y轴驱动机构中的Y轴推杆抵接,另一端与工件位侧壁相抵接,X轴推杆在气缸驱动下将所述工件位处的单个平衡片向前推动,使平衡片沿横向槽和导入槽后插接到风叶轮上的叶片中,平衡片插好后,X轴推杆复位。其间,压片机构中固定块将集成平衡片压紧,在X轴推杆推动单个平衡片向前时,集成式平衡片不会发生移动,待X轴推杆复位后,压片机构中固定块将集成式平衡片松开,集成式平衡片在Y轴推杆的推动下前部的单个平衡片送入到工件位,压片机构中固定块将集成式平衡片压紧,X轴推杆在气缸驱动下将工件位处的单个平衡片从集成平衡片上分离开来并推动向前移动,完成下一个平衡片的插入安装。
更进一步说明:集成式平衡片的成型工艺步骤为:
第一步:切料
1、由压扁机将所需规格铁线压扁成型;
2、将多条铁线并排粘接;
3、将粘接好的铁线切断。
第二步:初步成形
将切断的成排铁线由推刀a自动送入模具,进行初步成形;
动作分解:
1、将上一步切好的材料由推刀a自动送入模具成形口上方;
2、由上模的V形刀b将成排铁线组压入下模的V形槽c,形成一个V型的产品雏形。
第三步:再次整形
由推刀d将V形产品雏形送入再整形工序,完成产品成形加工工序;
动作分解:
1、由推刀d将V形产品雏形送入再整形工序的模具加工位;
2、模具内置的推刀e将定形滑块f推至产品雏形上,加工成所需形状规格的成品。
实施本发明的一种用于风叶轮的集成平衡片自动送料装置,具有以下有益的技术效果:
区别于现有技术中风叶轮的平衡片插入安装采用手工进行装配方式,生产效率不高、工作量大的缺点,本技术方案通过全自动将平衡片压入到风叶轮的叶片上,设备设计结构简单,操作方便,设备运行稳定性好,效率高,降低了生产成本。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种用于风叶轮的集成平衡片自动送料装置
- 一种用于风叶轮的集成平衡片自动送料装置