一种弯箍机收料装置
文献发布时间:2023-06-19 13:30:50
技术领域
本发明属于钢筋加工设备技术领域,具体是涉及到一种弯箍机收料装置。
背景技术
在钢筋深加工中通常会使用弯箍机把钢筋弯曲成各种各样的形状,现有的数控弯箍机一般在水平方向上进行弯箍,再由人工从弯箍机取下堆垛好,最后后移动到打包机上捆扎打包好后再统一堆放在一起,等待搬运工具的搬运。
这种作业方式自动化程度不高,人力消耗大,特别是在堆垛和打包前后的过程中,由于大量箍筋打包在一起时比较重,人工搬运不仅危险系数高,劳动强度大,且生产效率低,另外人工搬运易发生失误、忘记收料,造成弯箍机出口处堵塞。
发明内容
本发明要解决的技术问题是提供一种集收集、堆垛、移动和为一体,自动化程度高,能减少安全隐患,提升生产效率的弯箍机收料装置。
为了达到上述目的,本发明的技术方案如下,一种弯箍机收料装置,包括用于承接箍筋的集料斗,所述集料斗下方设有收料车,所述收料车包括小车本体,所述小车本体上设有步进机构、收料机构和控制器,所述收料机构包括多个可沿竖直方向伸缩的接料气囊,所述接料气囊通过分流阀与气泵连接,所述接料气囊与分流阀连接的软管上设有电磁阀,所述气泵、电磁阀、步进机构均与控制器电信连接,所述接料气囊由步进机构驱动,依次移动至集料斗下方承接箍筋。
更具体的,所述步进机构包括步进电机,所述步进电机的输出端通过传动带连接有转轴,所述转轴通过轴承与小车本体的底板连接,转轴上设有转盘,多个所述接料气囊呈放射形均匀分布转盘上,接料气囊由步进电机驱动沿转轴步进式转动。
更具体的,所述小车本体的底板上设有滑槽,所述滑槽呈封闭的四边形,滑槽内设有多个滑块,每个所述滑块均设有接料气囊,所述步进机构包括四个分别沿滑槽边框设置的第一气缸,所述滑块由第一气缸驱动沿滑槽步进式移动。
更具体的,所述集料斗内设有多个导料板,多个所述导料板呈参差交叉状设置。
更具体的,所述集料斗的出料口设有计数器,所述计数器与控制器电性连接。
更具体的,所述集料斗上设有振动电机。
更具体的,所述小车本体上设有升降机构,所述升降机构通过把手控制底板升降。
更具体的,所述接料气囊顶端设有保护罩。
更具体的,所述集料斗安装于收料车上,所述弯箍机收料装置包括与收料车适配的导轨和可沿导轨延伸方向伸缩的第二气缸,所述收料车由第二气缸驱动沿导轨方向移动。
更具体的,所述控制器上设有报警装置。
本发明的有益效果是,使用时,弯箍机将钢筋完成弯箍后并截断后,箍筋落入集料斗,箍筋经集料斗导向后落入收料车,并套在接料气囊上,当接料气囊上堆垛的箍筋达到一定数量后,控制器发出指令控制步进机构运动,空的接料气囊步进至出料口下方继续收集堆垛,自动化程度高,在完成箍筋切割后即可自动分堆收集、堆垛,能大幅提升生产效率,避免直接丢放在地面而引起的杂乱,造成弯箍机出口处堵塞,能减少人工干预,降低人工劳动强度,节约人力成本,避免人工搬运发生失误、忘记收料的情况出现,从而减少安全隐患;当收料车完成箍筋收集、堆垛后,工人将收料车拖走,打包时,将进行打包的堆垛对应的接料气囊放气,即可完成堆垛打包和转移,放气后的接料气囊收缩在收料车的底板上,能减少收料机构的占用空间。
附图说明
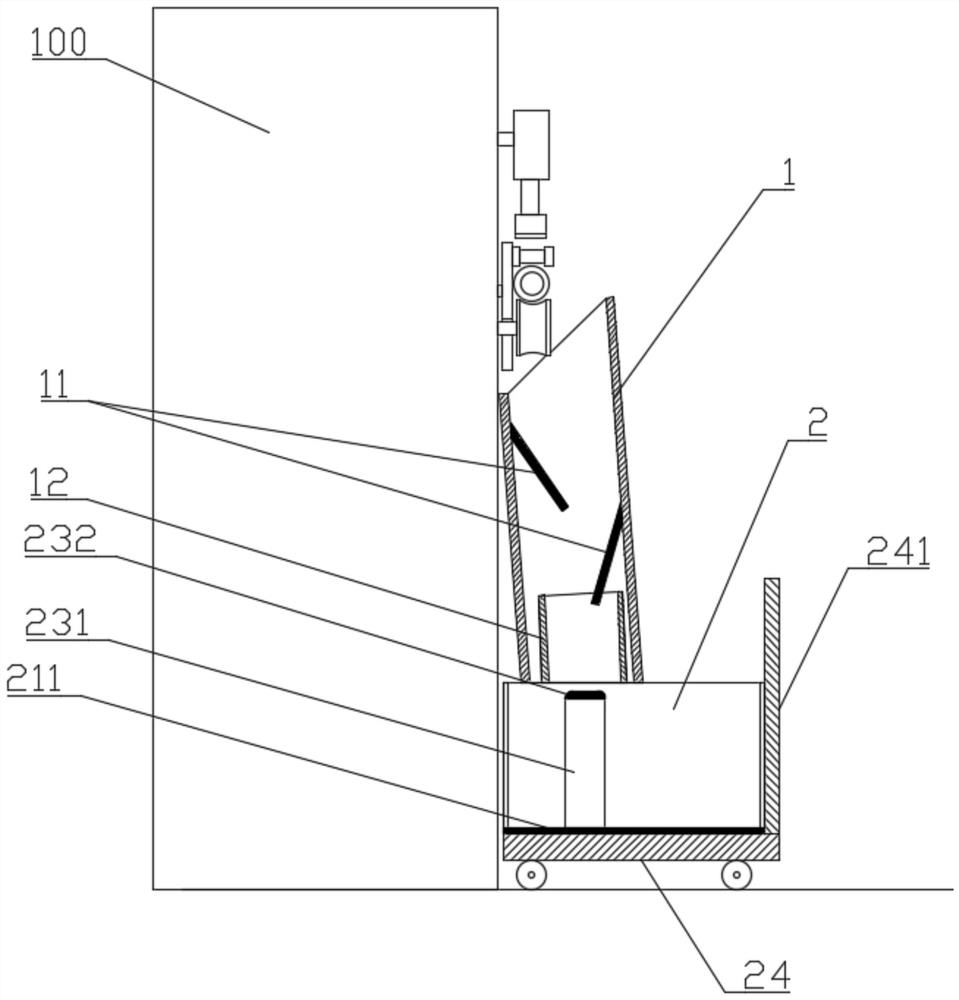
图1为本发明其中一实施例的结构示意图;
图2为图1所示的收料车的结构示意图;
图3为图2所示的小车本体的结构示意图;
图4为图2所示的接料气囊的结构示意图;
图5为图4所示的转盘的结构示意图;
图6为第二气缸的结构示意图;
图7为第一气缸的结构示意图。
在图中,100、弯箍机;1、集料斗;11、导料板;12、计数器;2、收料车;21、小车本体;211、底板;212、滑槽;213、滑块;22、步进机构;221、步进电机;222、传动带;223、转轴;224、转盘;225、第一气缸;23、收料机构;231、接料气囊;232、保护罩;24、升降机构;241、把手;3、导轨;4、第二气缸。
具体实施方式
下面结合附图和具体实施例,对本发明的技术方案作进一步具体的说明:
实施例一
请一并参阅图1-6,本实施例提供的弯箍机收料装置,包括用于承接箍筋的集料斗1,所述集料斗1下方设有收料车2,所述收料车2包括小车本体21,所述小车本体21上设有步进机构22、收料机构23和控制器,所述收料机构23包括多个可沿竖直方向伸缩的接料气囊231,所述接料气囊231通过分流阀与气泵连接,所述接料气囊231与分流阀连接的软管上设有电磁阀,所述气泵、电磁阀、步进机构22均与控制器电信连接,所述接料气囊231由步进机构22驱动,依次移动至集料斗1下方承接箍筋。
使用时,弯箍机100将钢筋完成弯箍后并截断后,箍筋落入集料斗1,箍筋经集料斗1导向后落入收料车2,并套在接料气囊231上,当接料气囊231上堆垛的箍筋达到一定数量后,控制器发出指令控制步进机构22运动,空的接料气囊231步进至出料口下方继续收集堆垛,自动化程度高,在完成箍筋切割后即可自动分堆收集、堆垛,能大幅提升生产效率,避免直接丢放在地面而引起的杂乱,造成弯箍机出口处堵塞,能减少人工干预,降低人工劳动强度,节约人力成本,避免人工搬运发生失误、忘记收料的情况出现,从而减少安全隐患;当收料车2完成箍筋收集、堆垛后,工人将收料车2拖走,打包时,将进行打包的堆垛对应的接料气囊231放气,即可完成堆垛打包和转移,放气后的接料气囊231收缩在收料车2的底板211上,能减少收料机构23的占用空间。
更具体的,所述步进机构22包括步进电机221,所述步进电机221的输出端通过传动带222连接有转轴223,所述转轴223通过轴承与小车本体21的底板211连接,转轴223上设有转盘224,多个所述接料气囊231呈放射形均匀分布转盘224上,接料气囊231由步进电机221驱动沿转轴223步进式转动;在本实施例中,接料气囊231为四个,步进电机221通过转轴223驱动转盘224步进式转动,其中一个接料气囊231位于集料斗1的下方,当接料气囊231上堆垛的箍筋达到一定数量后,控制器发出指令控制步进电机221转动,空的接料气囊231步进至集料斗1的出料口下方继续接料堆垛;接料气囊231还可以为三个、五个、六个或者更多。
更具体的,所述集料斗1内设有多个导料板11,多个所述导料板11呈参差交叉状设置;在本实施例中,导料板11为两个,箍筋落入集料斗1后,通过两个导料板11导向,顺利套在接料气囊231上;导料板11还可以为三个、四个或者更多。
更具体的,所述集料斗1的出料口设有计数器12,所述计数器12与控制器电性连接,计数器12自动进行堆垛计数,当单个接料气囊231上堆垛的箍筋达到预设值后,计数器12发出信号给控制器,控制器发出指令控制步进电机221转动,空的接料气囊231步进至出料口下方继续接料堆垛。
更具体的,所述集料斗1上设有振动电机,所述振动电机与控制器电信连接,振动电机保持振动或者间歇振动,能有效避免箍筋卡在集料斗1内,保证收料装置正常工作。
更具体的,所述小车本体21上设有升降机构24,所述升降机构24通过把手241控制底板211升降,升降机构24原理与液压升降叉车原理相同,在此不做赘述,升降机构24提升底板211的离地高度,使得收料车在转运箍筋时能避开障碍,能适用于各种不同的生产场地。
更具体的,所述接料气囊231顶端设有保护罩232,保护罩232用于保护接料气囊231,箍筋从集料斗1的出料口中向下掉落时,能有效避免箍筋的尖锐段划伤、刺破气囊顶部。
更具体的,所述集料斗1安装于收料车2上,所述弯箍机收料装置包括与收料车2适配的导轨3和可沿导轨3延伸方向伸缩的第二气缸4,所述收料车2由第二气缸4驱动沿导轨3方向移动;导轨3包括长导轨和短导轨,长导轨和短导轨之间形成接料通道,短导轨靠近第二气缸4的一端连接有向外扩的导向杆,在本实施例中,接料通道上可以并排放置三辆收料车2,中间的收料车2所处的位置为接料位置,当收料车2完成收集、堆垛后,第二气缸4伸出抵住空的收料车2,并通过空的收料车2将完成堆垛的收料车2推出接料位置,此时空的收料车2刚好移动至接料位置,第二气缸4收缩,将完成堆垛的收料车2转移,完成打包后空的收料车2再移动至接料通道上靠近第二气缸4的一端;这样循环可以实现弯箍机100不停机生产,箍筋在堆垛的过程中,不需要工人守着,工人可以做其他事情,待收料车2完成堆垛后,将完成堆垛的收料车2转移即可,能节约人力成本,提升生产效率。
更具体的,所述控制器上设有报警装置,当收料车2内的所有的接料气囊231均完成堆垛,报警装置能够及时的提醒用户,转移收料车2。
实施例二
请参阅图7,本实施例提供的技术方案与实施例一基本相同,不同之处在于:所述小车本体21的底板211上设有滑槽212,所述滑槽212呈封闭的四边形,滑槽212内设有多个滑块213,每个所述滑块213均设有接料气囊231,每个接料气囊231均通过回转分流器与气泵连接,接料气囊231与回转分流器的软管上设有电磁阀,所述步进机构22包括四个分别沿滑槽212边框设置的第一气缸225,所述滑块213由第一气缸225驱动沿滑槽212步进式移动。
一种用于弯箍机的箍筋自动堆垛方法,包括以下步骤:
步骤一:将集料斗1安装与弯箍机100的箍筋出料处,集料斗1内设有计数器12,集料斗1的正下方设置步进机构22,步进机构22上设有多个呈放射形均匀分布的接料气囊231,接料气囊231可沿竖直方向伸缩,且通过分流阀与气泵连接,接料气囊231与分流阀连接的软管上设有电磁阀,计数器12、气泵、电磁阀、步进机构22均与控制器电信连接;
步骤二:控制器控制气泵为集料斗1正下方的接料气囊231充气,
步骤三:开启弯箍机100,
步骤四:弯箍机100将钢筋完成弯箍后并截断后,箍筋落入集料斗1,箍筋经集料斗1导向后落入收料车2,并套在已充气的接料气囊231上;
步骤五:计数器12感应到接料气囊231上堆垛的箍筋达到预设值后,控制器发出指令控制步进机构22运动;
步骤六:完成堆垛的接料气囊231从集料斗1的正下方离开,未充气的接料气囊231步进至集料斗1的正下方;
步骤七:重复步骤四-步骤六,继续收集堆垛。
以上实施例仅用于说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
- 一种弯箍机收料装置
- 钢筋自动弯箍机上挡料架内的托料装置