一种Q620E高强钢的焊接方法
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及一种Q620E高强钢的焊接方法。
背景技术
目前,申请号201510175205.8公布了一种Q420高强度钢的焊接方法。重点介绍了焊接方法和焊接试样形状。本发明适用于更高强度钢板的焊接,焊后钢板平整度好,力学性能符合设计要求。
申请号201510049346.5公布了高强度钢焊接工艺。重点介绍了一种高强度钢焊接工艺,针对厚度为6mm的Q420。本发明适用于更厚规格的620MPa级高强钢,厚度规格在12~40mm,最终焊接试样强度、韧性符合用户要求。
申请号201210526591.7公布了低碳高强度钢的焊接方法。本发明重点研究620MPa焊接工艺及焊后性能,更全面地反映了焊接工序及操作,对批量生产提供了指导。
发明内容
本发明的目的是提供一种Q620E高强钢的焊接方法,确保焊接件的平整度和良好的强度、韧性,本专利重点介绍了焊接工艺和焊后力学性能。
为解决上述技术问题,本发明采用如下技术方案:
本发明一种Q620E高强钢的焊接方法,针对母材Q620E,厚度规格为20mm,采用熔化极气体保护法进行焊接,包括以下工艺参数及步骤:
(1)焊前准备:焊件在组装前应彻底清除坡口表面及附近母材的各种脏污,直至金属露出金属光泽并保证清理范围内无裂纹缺陷;
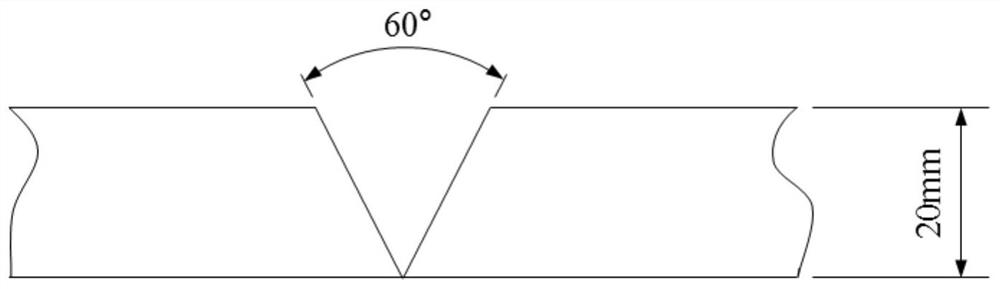
(2)焊接坡口:Q620E钢板采用60°V形破口;无钝边;
(3)预热:根据碳当量计算,钢板具有一定的淬硬性,需求预热,预热温度设定75℃~125℃;
(4)保护气体:90%Ar+8%CO2+2%O2,保护气体流量为18~20L/min;
(5)焊接方式及顺序:焊枪平行于坡口,沿板宽方向由左向右进行焊接;在钢板下面布置拉筋并将工件垫置牢固,以防因焊接受热而产生附加的应力和变形;焊接顺序为正面焊接8道,背面清根后焊接2道;
(6)焊接材料:按照等强匹配原则,选择合适的气保焊焊丝LA-100,焊丝直径1.1mm;
(7)焊接参数:焊接电流250~310A,电弧电压25~28V,焊接速度4.5~5.0mm/s。
与现有技术相比,本发明的有益技术效果:
提供屈服强度620MPa级别高强钢的焊接工艺,满足焊接试样力学性能,与母材的匹配度,减少应力集中,保证焊接试样的平整度。本发明方法主要应用于各类起重机、重型汽车、自卸车的车架及车厢的侧板、挡板使用的高强钢板,保证焊后构件性能满足设计要求。焊后试样抗拉强度达到740MPa,延伸率19.0%,-60℃平均冲击功热影响区位置220J,焊缝位置140J,焊后d=4a,180°侧弯合格
附图说明
下面结合附图说明对本发明作进一步说明。
图1为焊接接头形式;
图2为焊接顺序,其中a为正面,b为背面;
图3为焊接示意图;
图4为焊件金相组织,其中a为焊缝区,b为粗晶区,c为细晶区;
图5为180°,d=4a焊接试样侧弯。
具体实施方式
下面结合具体实施例和附图1-4对本发明作进一步详细的说明。
(1)焊前准备:焊件在组装前应彻底清除坡口表面及附近母材的各种脏污,如:氧化皮、铁锈、油污、水分等,直至金属露出金属光泽并保证清理范围内无裂纹等缺陷。
(2)焊接坡口:Q620E钢板采用60°V形破口,无钝边。
(3)预热:根据碳当量计算,钢板具有一定的淬硬性,需求预热,预热温度设定75℃~125℃。
(4)保护气体:90%Ar+8%CO
(5)焊接方式及顺序:焊枪平行于坡口,沿板宽方向由左向右进行焊接。在钢板下面布置拉筋并将工件垫置牢固,以防因焊接受热而产生附加的应力和变形。焊接顺序为正面焊接8道,背面清根后焊接2道。
(6)焊接材料:按照等强匹配原则,选择合适的气保焊焊丝LA-100,焊丝直径1.1mm。
(7)焊接参数:焊接电流250~310A,电弧电压25~28V,焊接速度4.5~5.0mm/s。
图5为180°,d=4a焊接试样侧弯效果展示,可见侧弯合格。
表1焊接试样力学性能
表2焊接试样低温韧性
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
- 一种Q620E高强钢的焊接方法
- 一种调质高强度Q620E特厚钢板的生产方法