全自动压力表焊接机
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及压力表焊接机技术领域,具体为一种全自动压力表焊接机。
背景技术
压力表是指以弹性元件为敏感元件,测量并指示高于环境压力的仪表,应用极为普遍,它几乎遍及所有的工业流程和科研领域,在热力管网、油气传输、供水供气系统和车辆维修保养厂店等领域随处可见,尤其在工业过程控制与技术测量过程中,由于机械式压力表的弹性敏感元件具有很高的机械强度以及生产方便等特性,使得机械式压力表得到越来越广泛的应用。
在压力表制造行业传统的焊接工艺采用纯人工进行,生产效率极低,焊接品质无法得到保证,并且传统焊接工艺面临生产效率低下的同时对于员工操作也是严峻的考验,面临高温作业有灼伤和中暑的风险存在,传统工艺焊接需要人工操作技能较强,对于焊接工种一直是用人难的工种,其次焊接不良率增加使得后续校表工位存在的难度增加导致生产成本的增加,以及,不便对产生的烟气进行收集处理,故此,提出一种全自动压力表焊接机来解决上述的问题。
发明内容
(一)解决的技术问题
针对现有技术的不足,本发明提供了全自动压力表焊接机,具备焊接效率高等优点,解决了传统工艺焊接需要人工操作技能较强,对于焊接工种一直是用人难的工种,其次焊接不良率增加使得后续校表工位存在的难度增加导致生产成本的增加的问题。
(二)技术方案
为实现上述目的,本发明提供如下技术方案:全自动压力表焊接机,包括工作台,所述工作台的外部设置有机座及弹簧管进料轨道、第一输送机构、排烟净化器、出料台、第二输送机构、弹簧管进料轨道、铜座进料轨道、加热机构和焊接机构,所述工作台的外部固定安装有机柜;
所述第一输送机构包括第一输送气缸、第一输送夹具和第一安装板;
所述第二输送机构包括第二输送气缸、第二输送夹具和第二安装板。
进一步,所述第一安装板和第二安装板的内部均通过固定螺栓与工作台的外部活动安装。
进一步,所述机座及弹簧管进料轨道位于工作台前侧,所述第一输送机构位于机座及弹簧管进料轨道右侧的正面。
进一步,所述加热机构位于第一输送机构的背面,所述第二输送机构位于加热机构的右侧。
进一步,所述出料台为斜面,所述出料台的倾斜角度为锐角。
进一步,所述弹簧管进料轨道包括第一传感器、第一手指气缸、单臂机器人、滑台和水平气缸。
进一步,所述机座及弹簧管进料轨道包括第二传感器、第二手指气缸、直线气缸、弹夹和推送气缸。
(三)有益效果
与现有技术相比,本发明提供了全自动压力表焊接机,具备以下有益效果:
1、该全自动压力表焊接机,通过加热和焊接过程采用直线结构,具有速度快、焊接稳定和通用性强的特点,并且焊接质量更加稳定并且送锡量更加均匀,以及焊接角度一致,使得压力表中接头和铜管的焊接成品质量更高,相比于人工焊接,该装置采用机械焊接的方式,无人化的操作工艺以及机械人的精准放料,可使得焊接时间有效提高,有效的提高工件的焊接速率。
2、该全自动压力表焊接机,通过采用全自动焊接方式,操作简单并且相比于人工焊接,工作效率更高,可同时操作多台设备,大大节省了人工劳动成本,以及加热机构和焊接机构的设置,可对工件进行高频感应式加热后焊接,大大减少了废水的排放和物料的周转次数,更加环保,以及有效的降低了费用高昂的清理作业,节约企业成本。
附图说明
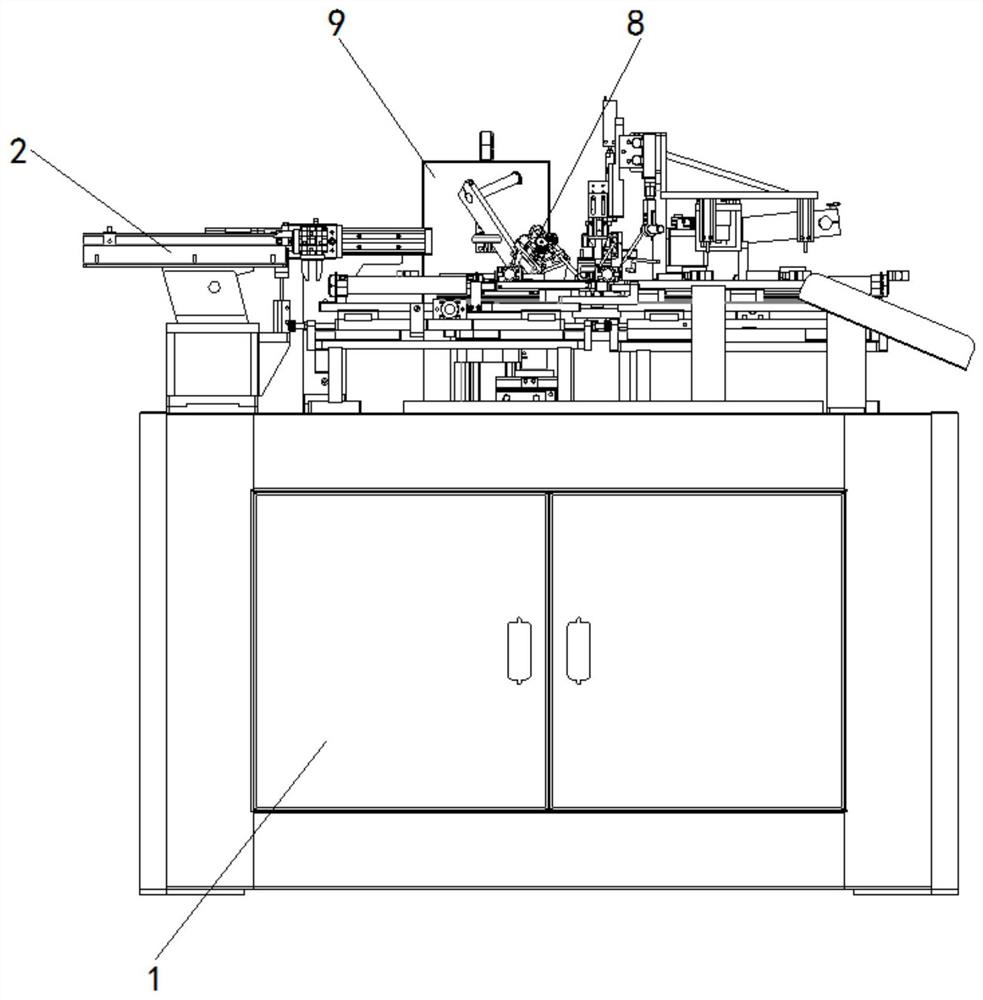
图1为本发明提出的全自动压力表焊接机结构示意图;
图2为本发明提出的全自动压力表焊接机结构俯视图;
图3为本发明提出的全自动压力表焊接机结构立体图;
图4为本发明提出的全自动压力表焊接机机柜结构正视图。
图中:1工作台、2机座及弹簧管进料轨道、3第一输送机构、4排烟净化器、5出料台、6第二输送机构、7弹簧管进料轨道、8铜座进料轨道、9加热机构、10焊接机构、11机柜。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-3,全自动压力表焊接机,包括工作台1,工作台1的外部设置有机座及弹簧管进料轨道2、第一输送机构3、排烟净化器4、出料台5、第二输送机构6、弹簧管进料轨道7、铜座进料轨道8、加热机构9和焊接机构10,工作台1的外部固定安装有机柜11。
其中,机座及弹簧管进料轨道2、第一输送机构3、排烟净化器4、出料台5、第二输送机构6、弹簧管进料轨道7、铜座进料轨道8、加热机构9和焊接机构10均位于机柜11内部。
需要说明的是,机座及弹簧管进料轨道2位于工作台1前侧,第一输送机构3位于机座及弹簧管进料轨道2右侧的正面,加热机构9位于第一输送机构3的背面,第二输送机构6位于加热机构9的右侧。
第一输送机构3包括第一输送气缸、第一输送夹具和第一安装板。
第二输送机构6包括第二输送气缸、第二输送夹具和第二安装板。
其中,第一安装板和第二安装板的内部均通过固定螺栓与工作台1的顶部活动安装。
需要说明的是,出料台5为斜面,出料台5的倾斜角度为锐角。
具体的,机座及弹簧管进料轨道2包括第二传感器、第二手指气缸、直线气缸、弹夹和推送气缸,机座及弹簧管进料机构2对待焊接的接头进行输送到合适的位置,弹簧管进料轨道7包括第一传感器、第一手指气缸、单臂机器人、滑台和水平气缸,并且弹簧管进料轨道7对待焊接的铜管进行输送到合适的位置,第一输送机构3和第二输送机构6可对工件进行输送,通过加热机构9可对接头进行高频加热,使其加热的合适的温度,并且通过铜座进料轨道8进行送锡,同时,焊接机构10对接头和铜管进行焊接,并且将焊接完成的工件输送到出料台5进行收集。
其中,铜座进料轨道8包括有送锡器,送锡器可根据产品规格大小进行任意调节,并且移动式送锡更加灵活方便,有效的提高了铜管和接头焊接的效率,同时,工作台1顶部设置有轨道零部件,用以配合第一输送机构3和第二输送机构6进行输送,轨道零部件采用特钢加工而成,洛氏硬度可达54°,并且结构精密,使用寿命更长,工作台1顶部还设置有抽尘排气系统,密闭式操作,用以对焊接过程的灰尘进行收集并且统一处理。
通过加热和焊接过程采用直线结构,具有速度快、焊接稳定和通用性强的特点,并且焊接质量更加稳定并且送锡量更加均匀,以及焊接角度一致,使得压力表中接头和铜管的焊接成品质量更高,相比于人工焊接,该装置采用机械焊接的方式,无人化的操作工艺以及机械人的精准放料,可使得焊接时间有效提高,有效的提高工件的焊接速率。
文中出现的电器元件均与控制器及电源电连接,本发明的控制方式是通过控制器来控制的,控制器的控制电路通过本领域的技术人员简单编程即可实现,电源的提供也属于本领域的公知常识,并且本发明主要用来保护机械装置,所以本发明不再详细解释控制方式和电路连接。
上述实施例的工作原理为:
工作人员通过利用机座及弹簧管进料机构2对待焊接的接头进行输送到合适的位置,并且弹簧管进料轨道7对待焊接的铜管进行输送到合适的位置,第一输送机构3和第二输送机构6可对工件进行输送,通过加热机构9可对接头进行高频加热,使其加热的合适的温度,并且通过铜座进料轨道8进行送锡,同时,焊接机构10对接头和铜管进行焊接,并且将焊接完成的工件输送到出料台5进行收集。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 全自动压力表焊接机
- 一种压力表全自动检定台及全自动检定方法