预制构件生产线的驱动系统及包含该驱动系统的生产线
文献发布时间:2023-06-19 13:48:08
技术领域
本发明属于预制构件生产技术领域,具体涉及一种预制构件生产线的驱动系统及包含该驱动系统的生产线。
背景技术
预制构件又称PC构件,是指在工厂中通过标准化、机械化方式加工生产的混凝土制品。预制构件被广泛应用于装配式建筑、交通、水利等领域,预制构件的生产工艺主要包括混凝土搅拌、运输、入模、振动、养护、脱模等。
目前预制构件生产主要两种方式:固定台模生产方式和流水线生产方式。对于一些生产模具简单的预制构件,目前多采用直接在台模上进行流水线生产方式,可以减少人工、降低劳动强度,提高工人作业熟练程度,提高生产效率。现有技术中的流水线生产方式,是在台模底部设置驱动轮和从动轮,驱动轮转动时带动从动轮转动,通过摩擦力带动台模从一个工位移动到另一个工位。但是对于一些结构较为复杂的预制构件,还是多采用固定台模生产方式。比如预制楼梯的生产,主要靠单个模具在固定工位作业,作业人员交叉作业,生产效率低,楼梯养护不便,作业现场脏、乱、差。由于预制楼梯的生产模具复杂,不能直接在台模上进行生产,而且想要采用流水线生产方式,必须要解决预制楼梯的模具在不同工位进行流转移动的技术问题,预制楼梯模具结构复杂、笨重,现有技术中的驱动轮和从动轮无法实现有效的驱动。
因此,现在亟需研发一种预制构件生产线的驱动系统,用于驱动类似预制楼梯这种结构复杂的模具在流水线上各个工位之间自动流动;同时研发一种包含该驱动系统的生产线,对复杂预制构件实现流水线生产方式,提高生产效率,提高生产自动化和智能化。
发明内容:
本发明目的是提供了一种预制构件生产线的驱动系统,用于驱动类似预制楼梯这种结构复杂的模具在流水线上各个工位之间自动流动,解决现有技术中缺乏有效驱动系统的技术问题;同时研发一种包含该驱动系统的生产线,对复杂预制构件实现流水线生产方式,提高生产效率,提高生产自动化和智能化。
为实现以上目的,本发明采用如下技术方案:
一种预制构件生产线的驱动系统,包括设置在同一直线上的驱动机构和头部齿钩组件,所述驱动机构包括固定端和伸缩端,所述固定端与所述伸缩端连接且驱动所述伸缩端伸缩移动;所述头部齿钩组件用于钩住预制构件生产模具,所述头部齿钩组件与所述伸缩端的端部连接,所述伸缩端伸缩时带动所述头部齿钩组件钩住预制构件生产模具且带动所述预制构件生产模具移动。
在上述方案的基础上,在另一改进的方案中,所述头部齿钩组件包括本体、导向轮和齿钩件,至少两个所述导向轮对称设置在所述本体的两侧,所述齿钩件可转动地设置在所述本体上,所述齿钩件的顶端的高度超过所述拉杆本体的高度;所述齿钩件包括齿钩、限位销轴和复位弹簧,所述齿钩的底端与所述本体铰接,所述复位弹簧一端与所述本体固定连接、另一端与所述齿钩固定连接,所述限位销轴固定于所述本体上且与所述齿钩的底端卡接,所述限位销轴用于限制所述齿钩在一定的角度范围内移动。
在上述方案的基础上,在另一改进的方案中,还包括包括尾部齿钩组件、拉杆和拉杆导向槽,所述拉杆的一端与所述头部齿钩组件远离所述伸缩端的一端连接,另一端与所述尾部齿钩组件的首端连接,所述拉杆导向槽的宽度与所述头部齿钩组件的宽度相适配,所述头部齿钩组件、拉杆以及尾部齿钩组件可移动地设置于所述拉杆导向槽中,所述拉杆导向槽的长度大于所述伸缩端的行程长度、所述头部齿钩组件的长度与拉杆的长度之和。
在上述方案的基础上,在另一改进的方案中,所述尾部齿钩组件的首端与所述拉杆之间还设置有中间拉杆机构,所述中间拉杆机构包括中间拉杆和中间齿钩组件,所述中间拉杆的两端分别与所述尾部齿钩组件和所述拉杆连接,所述中间拉杆可移动地设置于所述拉杆导向槽中。
在上述方案的基础上,在另一改进的方案中,所述中间拉杆机构的数量为至少两个,相邻的两个所述中间拉杆机构的端部固定连接。
在上述方案的基础上,在另一改进的方案中,还包括推杆机构,所述推杆机构包括推杆架组件和推杆齿钩组件,所述推杆架组件包括两个间距设置且相互平行的推杆架,两个所述推杆架上对称设置有至少一组所述推杆齿钩组件;两个所述推杆架之间的间距大于所述头部齿钩组件的宽度,通过连接板将所述头部齿钩组件与两个所述推杆架固定连接,且所述拉杆延伸方向与所述推杆架延伸方向相反。
在上述方案的基础上,在另一改进的方案中,还包括推杆导向槽,所述推杆机构可移动地设置于所述推杆导向槽中,所述推杆导向槽的长度为所述推杆机构的长度的至少两倍。
在上述方案的基础上,在另一改进的方案中,所述拉杆导向槽的长度大于所述伸缩端的行程长度、所述头部齿钩组件的长度、所述拉杆的长度、所述尾部齿钩组件的长度以及所有所述中间拉杆机构的长度之和;所述推杆齿钩组件、尾部齿钩组件和中间齿钩组件的结构均与所述头部齿钩组件的结构相同且均用于钩住预制构件生产模具。
本发明还提供一种预制构件生产线,包括如上所述的驱动系统、生产工位、生产模具以及生产轨道,所述生产轨道连接多个所述生产工位形成流水线,所述生产模具包括模具本体和承载小车,所述模具本体可拆卸式连接在所述承载小车上,所述驱动系统设置于所述生产轨道的内侧,所述驱动系统用于驱动所述承载小车沿着所述生产轨道按照生产节拍在各个工位上依次流转。
在上述方案的基础上,在另一改进的方案中,所述头部齿钩组件的数量为一个,所述推杆齿钩组件的数量为两个,所述尾部齿钩组件的数量为一个,一条生产直线上需要一次性同步驱动的所述生产工位数量为N,N为正整数,则所述中间拉杆机构的数量为N-4。
在上述方案的基础上,在另一改进的方案中,所述承载小车的底部设置有横梁,所述驱动系统的头部齿钩组件、推杆齿钩组件、尾部齿钩组件和中间齿钩组件在驱动过程中钩挂住所述横梁。
本发明的技术方案至少具有以下有益效果:
1、本发明的预制构件生产线的驱动系统,头部拉杆机构设置有用于钩住预制构件生产模具的头部齿钩组件,通过驱动机构带动头部齿钩组件移动,由于头部齿钩组件钩住预制构件生产模具的底部的横梁,驱动机构的伸缩端移动时带动预制构件生产模具一起在生产轨道上移动。本发明的驱动系统可自行钩挂住预制构件生产模具的横梁,无需人工操作,可适用于复杂的预制构件生产模具,实现流水线生产方式。
2、本发明的预制构件生产线,通过驱动系统可同时驱动多个工位上的承载小车沿着生产轨道在各个工位上依次流转,保证了各个工位上的预制构件生产模具流转的统一性和同步性,避免了相邻工位上预制构件生产模具发生碰撞的可能性,提高了整个生产线的生产效率。
附图说明
图1为本发明实施例1的预制构件生产线的驱动系统的结构示意图;
图2为图1的侧视图;
图3为本发明实施例1中头部齿钩组件的侧视图;
图4为本发明实施例2中头部拉杆机构的侧视图;
图5为本发明实施例2中头部拉杆机构的立体示意图;
图6为本发明实施例2改进例中推杆机构的立体示意图;
图7为图6的侧视图;
图8为本发明实施例2改进例中预制构件生产线的驱动系统的结构俯视图;
图9为本发明实施例2改进例中的中间拉杆机构的侧视图;
图10为本发明实施例2改进例中的尾部齿钩组件的结构示意图;
图11为本发明实施例3中预制构件生产线的主视图(从尾部齿钩组件的末端望向头部拉杆机构方向);
图12为本发明实施例3中驱动系统与摆渡小车之间的工作衔接示意图(箭头示意承载小车移动方向,A、B和C代表承载小车的不同位置,S代表驱动系统拉动承载小车的位移距离)。
附图标记:
1-驱动机构 2-头部拉杆机构 3-拉杆导向槽
4-推杆机构 5-推杆导向槽 6-尾部齿钩组件
7-中间拉杆机构 8-本体 9-导向轮
10-齿钩件 11-齿钩 12-限位销轴
13-复位弹簧 14-覆盖件 15-耳板
16-生产轨道 17-承载小车 18-预制楼梯模具
19-摆渡小车
101-固定端 102-伸缩端 103-固定座
104-调平座 201-拉杆 202-头部齿钩组件
203-连接板 204-滚轮 205-连接座
401-推杆架 402-推杆齿钩组件 403-连接板固定处
701-中间拉杆 702-中间齿钩组件
具体实施方式
以下提供本发明的优选实施例,以助于进一步理解本发明。本领域技术人员应了解到,本发明实施例的说明仅是示例性的,并不是为了限制本发明的方案。
实施例1
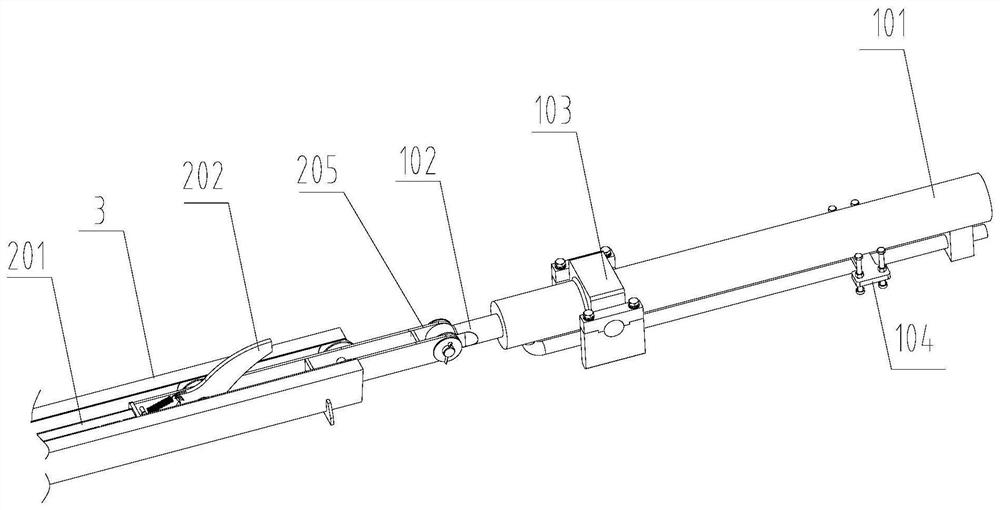
参见附图1至附图3的示意,本实施例中的预制构件生产线的驱动系统,包括设置在同一直线上的驱动机构1和头部齿钩组件202,驱动机构1包括固定端101和伸缩端102,固定端101与伸缩端102连接且驱动伸缩端102伸缩移动;头部齿钩组件202用于钩住预制构件生产模具,头部齿钩组件202与伸缩端102的端部连接,伸缩端102伸缩时带动头部齿钩组件202钩住预制构件生产模具且带动预制构件生产模具移动。
参见附图1和附图3的示意,本实施例中的头部齿钩组件202包括本体8、导向轮9和齿钩件10,至少两个导向轮9对称设置在本体8的两侧,齿钩件10可转动地设置在本体8上,齿钩11的顶端的高度超过拉杆201本体8的高度;齿钩件10包括齿钩11、限位销轴12和复位弹簧13,齿钩11的底端与本体8铰接,复位弹簧13一端与本体8固定连接、另一端与齿钩11固定连接,限位销轴12固定于本体8上且与齿钩11的底端卡接,限位销轴12用于限制齿钩11在一定的角度范围内移动。齿钩11与本体8铰接,受到外力时可以绕铰轴转动;通过限位销轴12,齿钩11的转动无法超过限定角度,通过设置复位弹簧13,当齿钩11没有受到外力时将会在弹簧拉力的作用下回复到初始状态。
参见附图1的示意,本实施的改进例中,预制构件生产线的驱动系统还包括拉杆导向槽3,其中驱动机构1、头部齿钩组件202和拉杆导向槽3均水平设置且三者的轴线均位于同一直线上,驱动机构1的固定端101通过固定座103半固定在地面,该固定座103包括设置有凹槽的固定底座和固定顶座,固定端101放置在固定底座的凹槽内,然后固定顶座扣合在固定端101的上方,再通过螺栓将固定顶座与固定底座连接。为了方便固定端101的调平,固定端101在固定座103中可在进行水平转动,固定座103为固定端101提供了承托和支撑,保证工作过程中的可靠性。固定端101的底部还设置有调平座104,包括调平支撑板和调平件,固定端101放置在调平支撑板的上表面,多个调平件穿过调平支撑板落在地面上,通过调平件调整调平支撑板的水平度,从而保证固定端101处于水平位置。本实施例中,采用油缸作为驱动机构1,固定端101为缸体,伸缩端102为活塞杆,缸体上设置有油路管道。由于油缸为现有技术,在此不进行赘述。
继续参见附图1的示意,本实施例1中,伸缩端102(油缸活塞杆)可移动地设置于固定端101的腔体中,伸缩端102的末端与头部齿钩组件202连接,头部齿钩组件202的首端设置有连接座205,伸缩端102的末端置于连接座205的内部,通过螺栓等固定件通过穿过伸缩端102和连接座205将二者固定在一起。头部齿钩组件202可移动地设置在拉杆导向槽3中。当驱动机构1开始工作时,伸缩端102在水平方向移动,带动头部齿钩组件202沿着拉杆导向槽3移动。为了方便头部齿钩组件202沿着拉杆导向槽3移动时动作稳定,还对称设置有至少一组滚轮204。拉杆导向槽3包括相对放置的两个C型槽壁,一组滚轮204的宽度和拉杆导向槽3的宽度相适配,以便滚轮204沿着C型槽壁移动。这样实现了对头部齿钩组件202的移动的牵引,头部齿钩组件202的最大移动距离为驱动机构1(油缸)的最大行程。
结合附图1和附图3的示意,简单介绍本实施例中的头部齿钩组件202的工作原理。驱动系统设置在预制构件两条生产轨道16之间,预制构件生产模具放置在承载小车17上,承载小车17行驶在生产轨道16上。当驱动机构1带动头部齿钩组件202移动时,齿钩11的顶端圆弧面与承载小车17底端的横梁接触后向下旋转,当齿钩11脱离横梁后,在复位弹簧13作用下自动复位;当驱动机构1到达极限位置后开始收缩,齿钩11运动到达横梁位置时,齿钩11的竖直面接触并钩挂到横梁,此时齿钩11移动时将带动承载小车17一起移动,从而实现带动预制构件生产模具移动一个工位的距离。为了保证驱动机构1的动作能够实现将预制构件生产模具从一个工位移至相邻工位,驱动机构1的最大行程应稍大于工位的长度与相邻工位间距之和。假设工位长度为3m,相邻工位之和为2m,则驱动机构1的最大行程应大于5m,在5.1m-5.5m之间均可。
实施例2
参见附图1、附图4、附图8和附图10的示意,与实施例1中不同之处在于,本实施例的预制构件生产线的驱动系统还包括尾部齿钩组件6、拉杆201和拉杆导向槽3。其中拉杆201设置在头部齿钩组件202的末端,固定连接的拉杆201和头部齿钩组件202组成头部拉杆机构2;拉杆201的一端与头部齿钩组件202远离伸缩端102的一端连接,另一端与尾部齿钩组件6的首端连接。头部拉杆机构2和尾部齿钩组件6可移动地设置于拉杆导向槽3中,由于本实施例中的驱动系统是用于拉动预制构件生产模具,为避免混凝土外漏造成驱动系统各部件的堵塞,在拉杆201上还设置有覆盖件14,覆盖件14需要给头部齿钩组件202的齿钩11转动预留出位移空间。可采用板体作为覆盖件14,覆盖件14的宽度稍宽于拉杆导向槽3,避免混凝土进入到拉杆导向槽3。
参见附图8和附图10的示意,在本实施例中,尾部齿钩组件6的首端与拉杆201的另一端连接,尾部齿钩组件6可移动地设置于拉杆导向槽3中。拉杆导向槽3的长度大于伸缩端102的行程长度、头部齿钩组件202的长度与拉杆201的长度之和。通过设置尾部齿钩组件6,可将预制构件生产模具拉入到驱动系统的轨道中。驱动系统适合驱动模具在同一个生产直线上流转,但是流水生产线通常为一个首尾相接的环形,涉及到不止一个生产直线,不同生产直线之间的模具流转时需要经由摆渡工位进行转运。通过设置尾部齿钩组件6将摆渡工位上的模具拉入到该驱动系统所在的生产直线,模具在该生产直线完成各工位的流转和移动后,再将模具送出至另一个摆渡工位。
参见附图8和附图9的示意,在本实施例的改进实施例中,尾部齿钩组件6的首端与拉杆201的另一端之间还设置有中间拉杆机构7,中间拉杆机构7包括中间拉杆701和中间齿钩组件702,中间拉杆701的两端分别与尾部齿钩组件6和拉杆201连接,中间拉杆701可移动地设置于拉杆导向槽3中。这样设置,可以根据需要同时流转的模具(也即该生产直线上对应的工位)数量,调整中间拉杆机构7的数量。比如,在一条生产直线上设置一个驱动系统,未设置中间拉杆机构7时,最多可以同时带动模具的数量为头部齿钩组件202和尾部齿钩组件6一起所能钩挂住的模具数量;若该生产直线上设置有三个工位,超过了头部齿钩组件202和尾部齿钩组件6一起所能钩挂住的模具数量,则需要对应设置一个中间拉杆机构7(每个中间拉杆机构7上设置有一个中间齿钩组件702,可以带动一个模具),通过设置对应数量的中间齿钩组件实现所有的模具同步移动。
在上述实施例的基础上,在另一改进的实施例中,中间拉杆机构7的数量为至少两个,相邻的两个中间拉杆机构7的端部通过耳板15固定连接。通过设置多个中间拉杆机构7,实现一条生产直线上所有的模具同步移动,提高生产效率。
参见附图8的示意,在上述实施例的基础上,在另一改进的实施例中,拉杆导向槽3的长度大于伸缩端102的行程长度、头部齿钩组件202的长度、拉杆201的长度、尾部齿钩组件6的长度以及所有中间拉杆机构7的长度之和。这样保证了驱动机构1、头部拉杆机构2、尾部齿钩组件6以及中间拉杆机构7均在拉杆导向槽3中移动。
参见附图5至附图8的示意,在上述实施例的基础上,在另一改进的实施例中的驱动系统,还设置有推杆机构4,推杆机构4包括推杆架401组件和推杆齿钩组件402,推杆架401组件包括两个间距设置且相互平行的推杆架401,两个推杆架401上对称设置有至少一组推杆齿钩组件402;两个推杆架401之间的间距大于头部齿钩组件202的宽度,通过连接板203将头部齿钩组件202与两个推杆架401固定连接,且拉杆201延伸方向与推杆架401延伸方向相反。
参见附图5和附图6的示意,头部齿钩组件202上设置有连接板203,连接板203的宽度稍大于两个推杆架401,两个推杆架401上设置有连接板固定处403。连接板203的中部固定在头部齿钩组件202的首端(靠近伸缩端102的一端),连接板203的两侧分别与推杆架401通过螺栓固定在一起。头部齿钩组件202和推杆机构4位于同一直线上,当驱动机构1推动头部齿钩组件202时,推杆机构4受到的是拉力;当驱动机构1拉动头部齿钩组件202时,推杆机构4受到的是推力。推杆机构4上设置有推杆齿钩组件402,这样推杆齿钩组件402在移动时,也可以钩挂住一个预制构件生产模具下方的承载小车17。通过设置推杆机构4,可以将预制构件生产模具往离开驱动系统的方向推出。
参见附图8的示意,在上述实施例中,驱动系统还设置有推杆导向槽5,推杆机构4可移动地设置于推杆导向槽5中,推杆导向槽5的长度为推杆机构4的长度的至少两倍。为了保证推杆架401组件的移动稳定,在两个推杆架401的外侧对称有至少一组定向轮,推杆导向槽5为定向轮的移动提供了轨道。
参见附图4的示意,在本实施例及改进例中,推杆齿钩组件402、尾部齿钩组件6和中间齿钩组件702的结构均与头部齿钩组件202的结构相同且均用于钩住预制构件生产模具。推杆齿钩组件402、尾部齿钩组件6和中间齿钩组件702均包括本体8、导向轮9和齿钩件10。至少两个导向轮9对称设置在本体8的两侧,齿钩件10可转动地设置在本体8上,齿钩11的顶端的高度超过拉杆201本体8的高度;齿钩件10包括齿钩11、限位销轴12和复位弹簧13,齿钩11的底端与本体8铰接,复位弹簧13一端与本体8固定连接、另一端与齿钩11固定连接,限位销轴12固定于本体8上且与齿钩11的底端卡接,限位销轴12用于限制齿钩11在一定的角度范围内移动。
实施例3
参见附图11和附图12的示意,本实施例中的预制构件生产线,包括实施例2改进例中的驱动系统、生产工位、生产模具以及生产轨道16,生产轨道16连接多个生产工位形成流水线,生产模具包括模具本体8和承载小车17,模具本体8可拆卸式连接在承载小车17上,驱动系统设置于生产轨道16的内侧,驱动系统用于驱动承载小车17沿着生产轨道16按照生产节拍在各个工位上依次流转。本实施例中模具本体8为预制楼梯模具18,预制楼梯模具18可拆卸的放置在承载小车17上,承载小车17在生产轨道16上移动,实现在不同工位上的流转。
参见附图12和附图8的示意,简单介绍预制楼梯模具18从摆渡工位上转运到其它生产工位上的过程。
首先,预制楼梯模具18和承载小车17停留在摆渡工位的摆渡小车19上,处于位置A。
然后,摆渡小车19移动至对接的生产轨道16(图中未画出)处,摆渡小车19上的模具推出机构(图中未标注)将预制楼梯模具18和承载小车17往生产轨道16所在方向推出一定距离,到达位置B。
接着,驱动机构1的伸缩端102伸出时带动尾部齿钩组件6朝向承载小车17方向底部伸出,驱动机构1的伸缩端102缩回时,尾部齿钩组件6勾住承载小车17底部的横梁,驱动机构1的伸缩端102继续缩回,尾部齿钩组件6拉住承载小车17往生产轨道16方向移动;当驱动机构1的伸缩端102缩回至初始位置,承载小车17移动到位置C。参见附图12中的箭头所示方向,驱动机构1带动承载小车17从位置B移动到位置C,一共移动的距离为S,也即驱动机构1的行程为S。在本实施例中,行程S为一个工位的长度加相邻工位之间的间隔。由于驱动系统上设置有多个齿钩11,可以同时勾住对应工位上的承载小车17,因此驱动机构1启动后,除了尾部齿钩组件6勾住摆渡工位上推出的承载小车17,驱动上的中间拉杆机构7和头部齿钩组件202将同时带动该生产直线的生产轨道16上的其它承载小车17(图中未画出)同步往右移动。同理可知,推杆机构4位于驱动系统的与尾部齿钩组件6相反的另一端,将该生产轨道16上的另一端的承载小车17推出至另一个摆渡工位附近,以便另一摆渡工位上的摆渡小车19将该承载小车17拉走并摆渡移动至另一条生产直线上。
在上述实施例的基础上,在另一改进的实施例中,头部齿钩组件的数量为一个,推杆齿钩组件的数量为两个,尾部齿钩组件的数量为一个,一条生产直线上需要一次性同步驱动的生产工位数量为N,N为正整数,则中间拉杆机构7的数量为N-4。
在上述实施例的基础上,在另一改进的实施例中,承载小车17的底部设置有横梁,横梁的高度高于头部齿钩组件202推杆齿钩组件402、尾部齿钩组件6和中间齿钩组件702在初始状态下的齿钩11的高度,驱动系统的头部齿钩组件202、推杆齿钩组件402、尾部齿钩组件6和中间齿钩组件702在驱动过程中钩挂在横梁上。
最后应当说明的是,以上实施例仅用于说明本申请的技术方案而非对其保护范围的限制,尽管参照上述实施例对本申请进行了详细的说明,所述领域的普通技术人员应当理解:本领域技术人员阅读本申请后依然可对申请的具体实施方式进行种种变更、修改或等同替换,但以上变更、修改或等同替换,均在本申请的待授权或待批准之权利要求保护范围之内。