一种将复合橡胶衬套压装至板簧销支座耳孔中的方法
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及橡胶衬套压装技术领域,具体涉及一种将复合橡胶衬套压装至板簧销支座耳孔中的方法。
背景技术
目前汽车整车厂家为解决悬架系统连接销轴的硬摩擦产生异响(噪音)等问题,需要在板簧销支座耳孔内装配橡胶复合衬套、起到二次减震和降噪作用,同时提高汽车操纵的稳定性。
发明人在实现本发明的过程中发现:
橡胶复合衬套在装配过程中如操作或方法不当,会产生过度挤压及超极限变形,易产生应力集中,引起结构和弹性的变化,并产生微小龟裂,导致整车在使用过程中加速失效,所以橡胶衬套的装配工艺好坏直接关系到整车的舒适性能和安全性能。
发明内容
为了解决橡胶衬套与板簧销支座耳孔的装配,减少橡胶元件的装配损伤以及橡胶元件存在的潜在缺陷(易产生弹性变形)部位进行扩大的可能,本发明提出了一种将复合橡胶衬套压装至板簧销支座耳孔中的方法。
为此本发明的技术方案为,一种将复合橡胶衬套压装至板簧销支座耳孔中的方法,其特征在于:
(1)为了将复合橡胶衬套压装至板簧销支座耳孔中,采用一种专用夹具,专用夹具的结构为:包括上模板和下模板,上模板、下模板分别设有上模、下模,上模板的上面设有压机安装部,所述上模和下模的配合面上设有与橡胶衬套两端相适应的窝座,其中:
上模的外周面上固定有向下延伸设置的销轴,销轴上连接有上、下两组卡箍,两组卡箍间设有避让间隙,卡箍其中一端绕销轴转动的卡箍,卡箍从两侧将橡胶衬套卡紧、并通过拧紧设在卡箍开口端的螺栓实现橡胶衬套外径缩小,卡紧后的橡胶衬套的轴心线与上模、下模的窝头中心连线重合;
下模的顶面构成板簧销支座的放置部,压装时,板簧销支座的耳孔正对下模顶面的窝座、其中心线重合。
(2)采用(1)中所述的专用夹具,实现将复合橡胶衬套压装至板簧销支座耳孔中的方法为:
① 压机选用油压机,油压机为点动冲压方式,调整好相应的上模和下模;
② 将板簧销支座的销孔与下模的窝座对齐放置在下模上,然后将橡胶衬套通过上方的卡箍一和下方的卡箍二夹紧固定在上模的下端面、使橡胶衬套的上端面紧贴上模的座窝内,这时通过卡箍一、卡箍二夹紧后的橡胶衬套由于压缩外径变小,再通过板簧销支座耳孔沿口的倒角进行导引,开启油压机通过点动冲压、即可实现橡胶衬套的第一级压装;
③ 在第一级压装后,卡箍二的下端面已接近板簧销支座上方(压装时通过目测、工件与卡箍留有间距),需要松开下卡箍的夹紧螺栓,并将卡箍二绕销轴旋转至合适角度、避开板簧销支座,此时的橡胶衬套一端通过卡箍一夹紧、另一端在耳孔内,处于两端夹紧状态,再进行第二级压装;
④ 在第二级压装后,卡箍一的下端面接近板簧销支座上方,松开卡箍一的夹紧螺栓,并将卡箍一绕销轴旋转至合适角度、避开板簧销支座,此时橡胶衬套大部分已压配至板簧销支座的耳孔内,耳孔的夹紧状态会使橡胶衬套的外径缩小,再下行压机进行第三级压装,当橡胶衬套的下端面顶压至下模的窝座内,即可完成一个橡胶衬套的压装作业。
有益效果:本发明本的装配方法极大改善了橡胶衬套压装质量、提高了合格率,提升了压装的速度和装配效率。
将两组卡箍布置在上模,采取两级夹紧、三级步进冲压的方式,提高效率,同时保证了橡胶衬套均在夹紧状态下完成压装;
利用油压机点动冲压方式,通过多次步进压装到位,使操作更方便、快捷。
附图说明
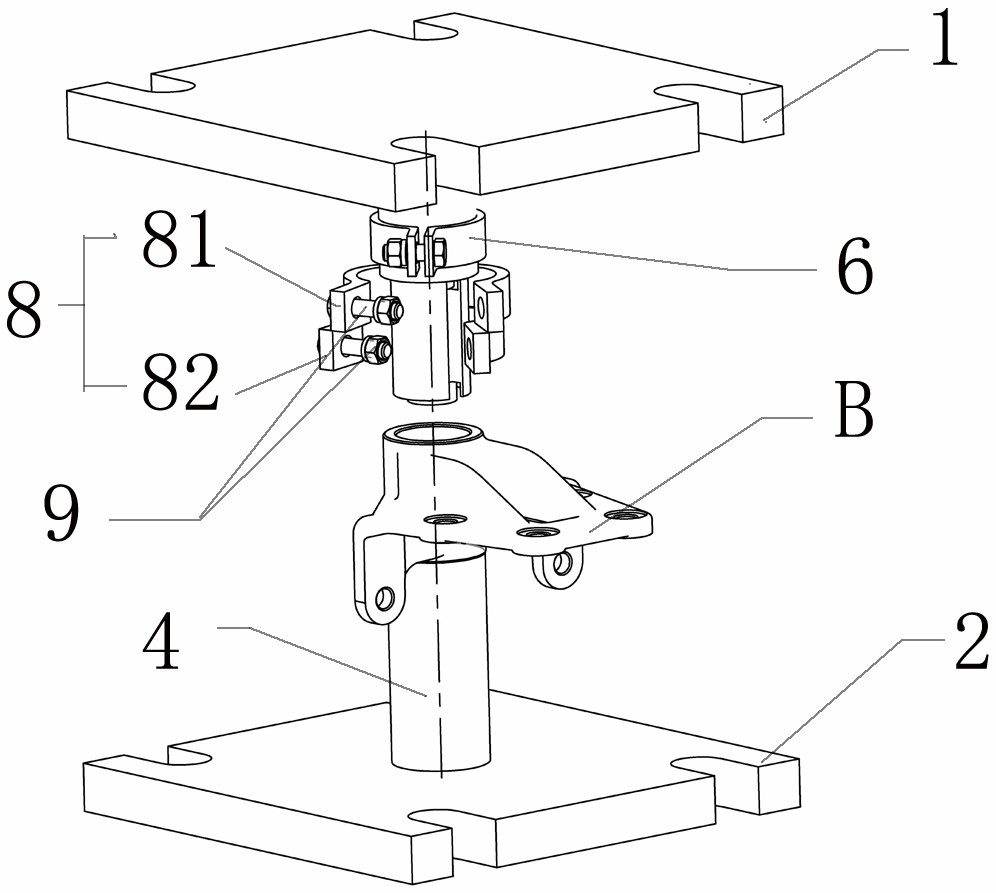
图1是本发明的使用状态下的结构示意图。
图2是图1的主视图。
图3是本发明的上模的窝座示意图。
图4是本发明的下模的窝座示意图。
图5是图4的仰视图。
图中所示:1、上模板;2、下模板;3、上模;4、下模;5、窝座;6、抱箍;7、销轴;8、卡箍;9、螺栓;A、橡胶衬套;B、板簧销支座。
具体实施方式
下面将结合附图对本发明的技术方案进行清楚、完整地描述,但该实施例不应理解为对本发明的限制。
一种将复合橡胶衬套压装至板簧销支座耳孔中的方法,
(1)为了将复合橡胶衬套压装至板簧销支座耳孔中,采用一种专用夹具,专用夹具的结构为:包括上模板1和下模板2,上模板、下模板分别设有上模3、下模4,上模板的上面设有压机安装部,所述上模和下模的配合面上设有与橡胶衬套两端相适应的窝座5,其中:
上模3的外周面上固定有抱箍6,抱箍上固定有向下延伸设置的销轴7,采用抱箍固定方便安装和拆卸,销轴7上连接有上、下两组卡箍8,两组卡箍间设有避让间隙,卡箍8为两个半圆形的分体件,开口处一端径向向外延伸设有与销轴相对应的销轴安装孔、另一端径向向外延伸设有螺栓安装孔,两个分体件分别从两侧将橡胶衬套A卡住、并通过拧紧安装在螺栓安装孔中的螺栓9使两个半圆形的分体件压紧橡胶衬套、使橡胶衬套的外径缩小,卡紧后的橡胶衬套的轴心线与上模、下模的窝头中心连线重合;
下模4的顶面构成板簧销支座B的放置部,压装时,板簧销支座的耳孔正对下模顶面的窝座5、其中心线重合;
(2)采用(1)中所述的专用夹具,实现将复合橡胶衬套压装至板簧销支座耳孔中的方法为:
① 压机选用油压机,油压机为点动冲压方式,调整好相应的上模和下模;
② 将板簧销支座B的销孔与下模4的窝座对齐放置在下模上,然后将橡胶衬套A通过上方的卡箍一81和下方的卡箍二82夹紧固定在上模3的下端面、使橡胶衬套的上端面紧贴上模的座窝内,这时通过卡箍一、卡箍二夹紧后的橡胶衬套A由于压缩外径变小,再通过板簧销支座耳孔沿口的倒角进行导引,开启油压机通过点动冲压、即可实现橡胶衬套的第一级压装;
③ 在第一级压装后,卡箍二82的下端面已接近板簧销支座B上方(压装时通过目测、工件与卡箍留有间距),需要松开卡箍二的夹紧螺栓,并将卡箍二绕销轴旋转至合适角度、避开板簧销支座,此时的橡胶衬套一端通过卡箍一夹紧、另一端在耳孔内,处于两端夹紧状态,再进行第二级压装;
④ 在第二级压装后,卡箍一81的下端面接近板簧销支座B上方,松开卡箍一的夹紧螺栓,并将卡箍一绕销轴旋转至合适角度、避开板簧销支座,此时橡胶衬套大部分已压配至板簧销支座的耳孔内,耳孔的夹紧状态会使橡胶衬套的外径缩小,再下行压机进行第三级压装,当橡胶衬套的下端面顶压至下模的窝座5内,即可完成一个橡胶衬套的压装作业。
本说明书中未作详细说明之处,为本领域公知的技术。
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种将复合橡胶衬套压装至板簧销支座耳孔中的方法
- 一种将复合橡胶衬套压装至板簧销支座耳孔中的装置