基于智能制造的信息获取方法
文献发布时间:2023-06-19 13:49:36
技术领域
本发明涉及智能制造的信息获取方法的技术领域,具体而言,涉及一种基于智能制造的信息获取方法。
背景技术
如图1至图4所示,航天零件加工过程种类多、批量小,如车、铣、磨等,每一序均需检验员测量该序加工尺寸是否加工合格并给出结论。检验员需手动填写检测记录表,手动统计零件合格率,检测过程没有实现信息化管理。以某壳体为例,图纸如图1。
某数控铣加工的尺寸有150个,操作者完成首件加工后,检验员需要完成所有尺寸的测量,现有的检验方式如图2所示。
检验员手动熟悉图纸、工艺文件此过程大概需要1.5小时;根据加工方式和检验要求设计测量方案,包括量具仪器规格的选择、测量顺序等,此过程大概需要0.5小时;依据图纸和工艺文件摘录待检尺寸,手动将被测尺寸填写在首件检测记录表中,此过程大概需要4小时;准备探针、装夹零件等,此过程需要0.5小时;采用三坐标测量机、高度规、游标卡尺等量具测量工件,此过程大概需要3~4小时;测量完成后检验员需将测量结果手动记录在检测记录表上,此过程大概需要0.2小时。
发明内容
本发明提供了一种基于智能制造的信息获取方法,解决了现有技术中的检验员在测量零件的时候费时费力的问题。
根据本发明提供了一种基于智能制造的信息获取方法,包括:S10编制检验规划;S20自动采集测量数据,自动采集测量数据采用将测量仪器与终端电连接,通过测量仪器与终端自动获取测量要素,测量数据采集至数字化检测管理系统;S30自动生成检验单据;S40对测量数据进行统计分析。
进一步地,在S20步骤中,为实现测量数据的自动上传,且测量数据能够自动匹配到检验规划编制的测量要素列表中,测量要素名称前增加“数字+%”标记的方式,实现测量数据和检验规划要素的一一匹配。
进一步地,上传测量结果后,数字化检测管理信息系统自动查找测量要素前面的数字标记,同时查找检验规划中的测量要素序号,将数字标记和测量要素序号相同的尺寸进行自动匹配和上传。
进一步地,数字化检测管理系统包括批量机加检验数据的采集,通过扫描零件表面的条形码自动获取零件的产品和批次信息,并选择该产品对应的检验规划,系统自动获取该产品的被检要素列表,并将检测方法、检验量具规格、抽检比例、是否判读显示在尺寸列表右侧以方便检验员快速掌握。
进一步地,检测过程中,图纸标注尺寸和尺寸列表实现双向关联,点击尺寸列表某尺寸,图形视窗中的对应标注项自动移至窗口中间,放大、高亮显示,引导检验员快速找到测量点,检验员根据规程选择对应规格量具、按照相应检测方法进行测量,实现图形化引导测量。
进一步地,在S20中,还包括不合格复测产品的检测。
进一步地,对于螺纹、粗糙度、倒圆倒角、外观检查尺寸,上传多媒体记录和一键合格两种数字化采集方式,对于可保存照片检验记录的尺寸,通过上传产品照片完成此类尺寸的数字化采集,对于没有多媒体记录,可对产品特征进行文字描述以实现此类尺寸的数字化采集。
进一步地,在批量测量过程中,对于多个零件的多个被检尺寸,按照零件和按照尺寸的两种检测方式。按照零件的检测方式为检验员依次完成同一零件的所有被检尺寸按照零件的检测方式为检验员依次完成同一零件的所有被检尺寸再进行下一零件的检测,按照尺寸的检测方式为检验员完成所有零件同一尺寸的检测再进行下一尺寸所有零件的检测,两种方式适用于不同的应用场合,可以有效减少检验员工作量。
进一步地,在S40中,数字化检测管理信息系统自动获取检测过程采集的数据并按照零件合格率、尺寸合格率、操作者合格率、班组检验工作量、车间检验总量和外购外协产品合格率不同维度进行检测数据的统计,提高数据统计过程中信息化水平,为产品加工过程深度分析提供数据支持。
进一步地,在S10中,检验规划包括尺寸公差的标注值、标注类型、建立顺序以及位置坐标,形位公差的符号、标注值及位置坐标,粗糙度标注。
应用本发明的技术方案,通过测量仪器和终端电连接,测量仪器与待测量零部件的配合,来实现测量的自动获取测量要素,这样可以大大地节省测量时间,减少数据输入终端的时间。本发明的技术方案有效地解决了现有技术中的检验员在测量零件的时候费时费力的问题。
附图说明
通过参考附图阅读下文的详细描述,本公开示例性实施方式的上述以及其他目的、特征和优点将变得易于理解。在附图中,以示例性而非限制性的方式示出了本公开的若干实施方式,并且相同或对应的标号表示相同或对应的部分,其中:
图1示出了现有技术中的壳体的测量的部分尺寸;
图2示出了现有生产过程中的检验方式;
图3示出了现有技术中的结构图;
图4示出了本实施例的数字化检测管理信息系统主要流程结构示意图;
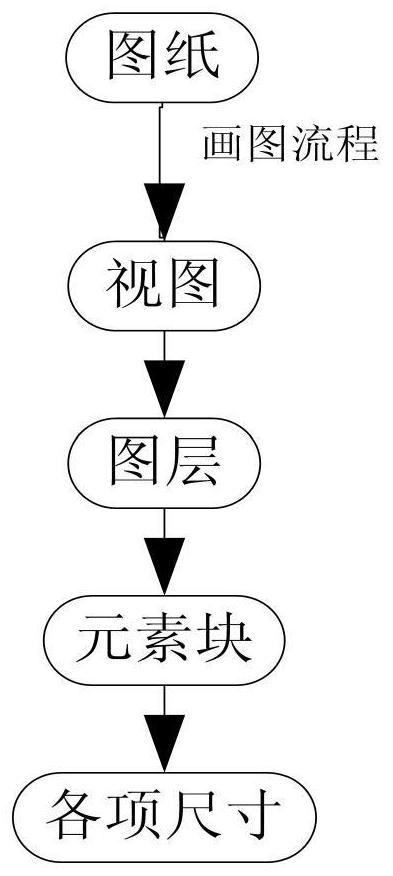
图5示出了本实施例的图纸尺寸解析流程示意图;
图6示出了本实施例的检验工艺规程卡片示意图;
图7示出了本实施例的量具仪器连接结构示意图;
图8示出了本实施例的测量数据采集模块主要功能设计图;
图9示出了本实施例的不合格复测模块主要功能设计图;
图10示出了本实施例的按照零件检测方式和按照尺寸的检测方式示意图;
图11示出了本实施例的批量机加检验信息化实现设计图;
图12示出了本实施例的不合格品审理单设计图;
图13示出了本实施例的不合格尺寸列表设计图;
图14示出了本实施例的图纸自动解析示意图;
图15示出了本实施例的专测仪器连接结构示意图;
图16示出了本实施例的专测仪器的连接示意图;
图17示出了本实施例的专测仪器测量报告尺寸标记设计图;
图18示出了本实施例的自动生成的关键工序记录表设计图;
图19示出了本实施例的一次交检合格率统计设计图。
具体实施方式
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
应该指出,以下详细说明都是例示性的,旨在对本申请提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本申请所属技术领域的普通技术人员通常理解的相同含义。
为了便于描述,在这里可以使用空间相对术语,如“在……之上”、“在……上方”、“在……上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在……上方”可以包括“在……上方”和“在……下方”两种方位。该器件也可以其他不同方式定位旋转90度或处于其他方位,并且对这里所使用的空间相对描述作出相应解释。
现在,将参照附图更详细地描述根据本公开的示例性实施方式。然而,这些示例性实施方式可以由多种不同的形式来实施,并且不应当被解释为只限于这里所阐述的实施方式。应当理解的是,提供这些实施方式是为了使得本申请的公开彻底且完整,并且将这些示例性实施方式的构思充分传达给本领域普通技术人员,在附图中,为了清楚起见,扩大了层和区域的厚度,并且使用相同的附图标记表示相同的器件,因而将省略对它们的描述。
如图5至图19所示,本实施例的数字化检测管理信息系统和MES系统能够实现互联互通,设计和工艺人员在MES系统中完成零件的设计和加工工艺编制,完成零件三维模型的编制和工艺简图的编制。并将上述信息自动传输至数字化检测管理信息系统。调度人员在MES系统中完成批次任务的下发,产品的批次信息零件编号信息也自动传输到数字化检测管理信息系统。数字化检测管理信息系统完成检验规划的编制(包含测量要素的自动获取)、测量数据的自动采集、检验单据的自动生成和测量数据的信息化管理。数字化检测管理信息系统将检验规划、检验单据、测量数据和机加质量数据统计结果传输至MES系统进行统一管理。工艺人员可在MES系统中进行工艺文件和检验文件的签署与流转。
1.1检验规划的编制
数字化检测管理信息系统能够1、自动解析由MES系统获取到的三维模型和二维CAD图纸中的标注尺寸,自动获取测量要素列表。数字化检测管理信息系统。
自动解析流程如图5.
在系统中导入电子图纸后,依据画图流程找到对应视图,由视图找到对应图层,在图层找到元素块,对元素块进行解析,得出每个尺寸的标称尺寸、上下公差、元素位置,实现图纸自动解析,解析过程中获取以下信息保证解析的全面性和准确性:
尺寸公差的标注值、标注类型、建立顺序以及位置坐标
形位公差的符号、标注值及位置坐标
粗糙度标注的符号、标注值及位置坐标
技术条件以及其它注释文本信息
标题和明细表信息
图纸区位和视图信息
图纸自动解析完成后形成尺寸列表,工艺人员可依据尺寸列表进行检验工艺规划的编制,包括自动匹配未注公差、选择被检尺寸的量具及规格、检测方法、判定方法、抽检比例等,检验工艺规程卡片如图6.
本实施例的数字化检测管理信息系统也可以自动解析由Excel编制的检验规划。
1.2测量数据的自动采集
检验规划编制、审核、批准发布以后,检验员调用规划开始产品的检测。2、产品的批次信息、零件信息由MES系统自动获取。检验员采用的量具仪器分为通用量具和专测仪器,专测仪器主要有三坐标测量机、光学影像测量仪、圆柱度仪、高精度形状测量仪等。针对上述两类量具仪器,本实施例了不同的数据采集方式,如表1.
表1量仪数据传输方案
对于三坐标测量机、光学影像仪圆柱度测量仪、复合式光学三坐标、高精度形状测量仪、粗糙度轮廓仪、万能工具显微镜,仪器与数字化检测管理信息系统的连接方式为网线或者RS232,此类仪器的测量数据可以自动保存为Excel文件或txt文件。量具仪器的连接结构如图7.
为实现测量数据的自动上传,且测量数据能够自动匹配到检验规划编制的测量要素列表中,本实施例了测量要素名称前增加“数字+%”标记的方式,实现测量数据和检验规划要素的一一匹配。检验员上传测量结果后,数字化检测管理信息系统自动查找测量要素前面的数字标记,同时查找检验规划中的测量要素序号,将数字标记和测量要素序号相同的尺寸进行自动匹配和上传。
针对测量数据的自动采集,结合航天产品机加检验的特点,本实施例了机加检验的测量数据采集模块,其主要功能如图8.
批量机加检验数据的采集属于数字化检测管理信息系统的一部分。检验员通过扫描零件表面的条形码自动获取零件的产品和批次信息,检验员选择产品对应的检验规划,系统自动获取该产品的被检要素列表,并将检测方法、检验量具规格、抽检比例、是否判读显示在尺寸列表右侧以方便检验员快速掌握。检测过程中,图纸标注尺寸和尺寸列表实现双向关联,点击尺寸列表某尺寸,图形视窗中的对应标注项自动移至窗口中间,放大、高亮显示,引导检验员快速找到测量点,检验员根据规程选择对应规格量具、按照相应检测方法进行测量,实现图形化引导测量。
针对少量不合格复测的产品,本实施例了不合格产品复测模块,如图9.以解决装配不合格返修和试验返修进行原因分析时的检测需求。针对长孔直径等测量范围较大的尺寸,本实施例的数据采集模块可将测量结果保存为一个范围而不是一个具体的值,以保证测量结果能很好的反应零件的实际状态。
对于螺纹、粗糙度、倒圆倒角、外观检查等尺寸,本实施例上传多媒体记录和一键合格两种数字化采集方式。对于交叉孔毛刺等可以保存照片等检验记录的尺寸,通过上传产品照片完成此类尺寸的数字化采集。对于产品外观划伤等,如没有多媒体记录,检验员可以对产品特征进行文字描述以实现此类尺寸的数字化采集。
在批量测量过程中,对于多个零件的多个被检尺寸,本实施例按照零件和按照尺寸的两种检测方式。按照零件的检测方式为检验员依次完成同一零件的所有被检尺寸。再进行下一零件的检测,按照尺寸的检测方式为检验员完成所有零件同一尺寸的检测再进行下一尺寸所有零件的检测,如图10。两种方式适用于不同的应用场合,可以有效减少检验员工作量。
1.3检验单据的自动生成
结合航天机加零件检验的特点,本实施例采用了配套表、关键工序记录表、不合格品审理单等检验单据的自动生成模块。在测量过程中检验员点击上方按钮即可一键生成测量结果记录表、不合格尺寸列表以供工艺人员、设计人员查看、签署和流转。
本实施例的不合格品审理单如图12.其中灰色内容由数字化检测管理信息系统自动生成,黄色内容由工艺人员在MES系统中填写,工艺人员签署完成后该单据再次传入数字化检测管理信息系统中供检验员确认。
本实施例的不合格尺寸列表如图13,产品批次信息和测量结果信息均由数字化检测管理信息系统自动生成,检验员可实现一键生成单据。
1.4机加质量数据的自动统计
本实施例了机加质量数据的自动统计功能。数字化检测管理信息系统自动获取检测过程采集的数据并按照零件合格率、尺寸合格率、操作者合格率、班组检验工作量、车间检验总量、外购外协产品合格率等不同维度进行检测数据的统计,提高数据统计过程中信息化水平,为产品加工过程深度分析提供数据支持。
2、有益效果
本实施例实现了机加零件检验过程中测量要素的自动获取、检验规划的信息化编制、测量数据的自动采集、检验单据的自动生成和测量数据的自动统计。其中尺寸摘录过程可由原来手动摘录4小时,减少到10分钟,且避免了人为误差,正确率能达到100%。在测量结果的数据采集方面,避免了检验员手动抄写检测数据,实现了测量数据的数字化采集,检验效率可提高50%,且能够避免检验员人为误差,字迹不清晰造成歧义等现象。在机加质量数据的统计方面,本实施例将原有手动统计改为自动统计,完成时间由原来的30min缩短到5s,效率提高99.7%,且正确率能达到100%。
具体地,本专利在WINDOWS SERVER环境下开发了数字化检测管理信息系统,其主要依赖软件为DevExpress和SQL SERVER。
2.1检验规划的编制
本实施例的检验规划模板,包含尺寸类型、抽检比例、基准值、上下公差、是否判断合格(部分配做尺寸只要配合间隙合格即可,不需给出合格结论)、定量判断(部分尺寸为定性判断)、测量仪器名称、规格、测量方法描述、是否委托测量、委托单位、是否为关键尺寸、是否为最终尺寸、是否配套和检测精度。
其中图纸的解析后的尺寸在零件图上以泡泡图形式表示,实现了被测尺寸标注参数导出、尺寸自动标序、尺寸合理调序等功能。壳体零件图纸检测尺寸数据自动解析示意图如图14所示。
通过对每一个被测尺寸标记序号,确定所有尺寸的唯一性。对未注公差根据公差等级自动匹配公差,避免检验员手动查询。
2.2测量数据的自动采集
本实施例通用量具的数据采集采用USB口即插即用的形式.本实施例采用此种方式实现数据采集的通用量具有游标卡尺、内径千分尺、外径千分尺、杠杆千分尺。
专测仪器的数据采集通过如下方式实现:
将测量仪器通过网线连接至服务器,如图15和图16.
检验员编制测量程序,在检测要素的名称前需要增加“数字+%”的标记,如图17。该数字需与检验规划中的测量要素编号保持一致。
将测量报告保存至仪器自带的本地电脑;
仪器自带的本地电脑作为数字化检测管理信息系统的一个用户终端,检验员在此终端上将测量报告上传至数字化检测管理信息系统。数字化检测管理信息系统自动将测量结果与检验规划匹配,完成零件的测量。
2.3检验单据的自动生成
本实施例采用了检验单据的一键生成功能,检验员在测量过程中,点击上方的检测按钮,即可一键生成不合格品审理单、测量结果记录表等检验单据。数字化检测管理信息系统会根据检验员当前的登录账号自动生成具有法律效益的检验印章,如图18。
2.4测量数据的统计分析
结合航天产品的检验特点,本实施例采用了一次交检合格率、两次交检合格率、报废率、操作者合格率、外购外协产品合格率、零件合格率、尺寸合格率等统计方式,如图19。操作者合格率可以统计不同机床、不同加工者的零件合格率,为机床的加工能力分析提供一定的数据支撑。外购外协产品合格率针对不同的外协厂家不同的时间段统计合格率为外协产品的质量控制提供一定的数据支撑。上述统计方式可以分别按照人员、班组、车间、时间段等不同维度进行统计,以便更好的提供数据支持。
需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本申请的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
需要说明的是,本申请的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本申请的实施方式例如能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 基于智能制造的信息获取方法
- 一种智能制造设备用流量测量设备及基于智能制造的流量测量方法