一种可控气体辅助的轻合金钣金冷模热成形方法
文献发布时间:2023-06-19 13:51:08
技术领域
本发明涉及冷模热成形技术领域,特别是涉及一种可控气体辅助的轻合金钣金冷模热成形方法。
背景技术
高性能轻合金(高强铝合金、钛合金)是航空航天、汽车、高铁的重要主体材料。复杂轻合金钣金类整体零件是运载装备实现轻量化与高可靠性的理想结构。然而,轻合金室温塑性差、塑性低,成形后回弹严重,难以成形复杂形状。若采用分块成形再焊接的方式,存在长焊缝,十字交叉焊缝,严重制约零件的可靠性,同时焊接应力带来的形状畸变,无法保证零件的整体精度;多道次成形再焊接,工序复杂,制造成本高。
热成形可以提高轻合金塑性,是成形复杂形状的有效方法。然而传统等温热成形技术(等温模压、超塑性、等温热气胀)难以保证零件的微观组织与力学性能;需要模具与板坯同时加热,设备能耗大,成本极高,且零件尺寸受限。近年来,冷模热成形是同时满足材料塑性、零件精度与性能的控形控性先进钣金类零件成形技术。该技术首先将板坯进行加热热处理,获得最优的微观组织,然后将板料快速转移至成形模具并以较高速度(>250mm/s)进行热成形,成形模具无需加热,成形零件后续通过热处理的方式调控微观组织,提高力学性能。冷模热成形的主要优势在于:热成形:1)提高材料塑性,有利于实现复杂零件的整体成形,大幅减少焊缝与生产道次,显著提高可靠性与降低成本;2)高温条件下,材料回弹小,形状精度高;冷模淬火1)保证热处理板坯获得的优良微观组织得以保留,后续通过时效等热处理方式提高强度;2)冷模淬火生产效率高,模具无需加热成本低,可持续批量生产,同时保证零件的形状精度。
目前,采用现有技术的轻合金钣金冷模热成形时,存在以下不足:
1)高温条件下,材料与模具界面摩擦大,压边法兰区材料难以向凹模圆角处流动,易造成凹模圆角处开裂;
2)凸模圆角处材料为胀形类变形,材料温度高,流动应力低,易发生局部减薄;
3)材料发生减薄变形后,凸凹模之间存在间隙,导致淬火效果不理想,难以调控冷却速率,保证模具淬火的微观组织。
因此,发明人提供了一种可控气体辅助的轻合金钣金冷模热成形方法。
发明内容
针对冷模热成形模具与板坯之间存在换热、温度场非均匀的特点,利用可控气体辅助的方式,本发明实施例提供了一种可控气体辅助的轻合金钣金冷模热成形方法,通过在成形模具构建出冷却气路,调控板坯温度场以及调控变形零件局部的冷却速度,保证零件的组织与力学性能,解决了热成形轻合金存在的开裂、性能与壁厚分布不均的技术难题。
本发明的实施例提出了一种可控气体辅助的轻合金钣金冷模热成形方法,采用的成形模具包括凹模、凸模和压边法兰,其特征在于,所述成形方法包括:
进一步地,所述成形模具的设计与制造的步骤中,基于轻合金钣金零件的几何尺寸,确定所述成形模具上的气路个数以及截面尺寸。
进一步地,所述轻合金冷模热成形步骤中,通过机械手将轻合金钣金坯料转移至成形模具,转移时间8-13S,合模压边时,所述压边法兰处冷却气路开启的气压为0.5-3Mpa,所述凹模顶部圆角处冷却气路开启的气压为0.1-3Mpa,所述凸模底部气路开启的气压为0.1-0.5Mpa。
进一步地,所述轻合金零件合模淬火的步骤中,所述凸模底部气路、凹模的侧壁气路和凹模圆角气路开启的气压为0.2-0.7Mpa,压力机保压压力100-800T,保压时间10-30S。
本发明的进步点有:
1)凹模圆角处坯料冷却至较低温度,材料具有更好的流动应力与硬化性能,压边法兰区材料与凹模圆角处材料强度接近,不易发生局部变形;同时凹模圆角处坯料变形后因硬化能力提升,变形抗力增大,不易发生过度减薄;
2)凸模圆角处材料受双向拉应力,若温度高,材料强度低,容易在此发生集中变形至开裂,采用气体辅助方法,材料温度降低,变形抗力增加,实现均匀变形。
3)零件变形后,零件发生变薄,凸凹之间存在间隙无法保证模具与零件的充分接触,利用高压气体快速冷却,在间隙处利用高压气体迅速冷却零件,保证淬火效果。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例中所需要使用的附图作简单地介绍,显而易见地,下面所描述的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1是不同空冷条件下降温曲线示意图。
图2是气体冷却降温曲线示意图。
图3是冷却速度与硬度关系示意图。
图4是无气体冷却微观组织图。
图5是气体冷却微观组织。
图6是本发明实施例的冷模热成形前合模压边示意图。
图7是本发明实施例的冷模热成形过程示意图。
图8是本发明实施例的冷模热成形模具淬火示意图。
具体实施方式
下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例的详细描述和附图用于示例性地说明本发明的原理,但不能用来限制本发明的范围,即本发明不限于所描述的实施例,在不脱离本发明的精神的前提下覆盖了零件和工艺的任何修改、替换和改进。
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。下面将参照附图并结合实施例来详细说明本申请。
本发明的目的是针对冷模热成形模具与板坯之间存在换热、温度场非均匀的特点,利用可控气体辅助的方式,1)在成形过程中,调控板坯温度场,实现流动应力(变形抗力)的合理分布,进而控制材料的流动;2)模具淬火过程中,调控变形零件局部的冷却速度,实现可控可调的梯度冷却,进而保证零件的组织与力学性能。为轻合金复杂整体零件热成形提供一种先进的模具制造方法,利用可控气体辅助的轻合金钣金冷模热成形模具新方法解决热成形轻合金面临的开裂、性能与壁厚分布不均的难题。
由于铝合金与空气对流换热系数h=0.031(W/m
图3为不同冷却速度得到的材料硬度曲线,可以发现随着冷却速度的提高材料硬度逐渐升高,材料性能提高。图4-5为有无气体冷却条件下得到的微观组织,可以发现,冷却速度慢会产生粗大的沉淀相,占据有用元素,影响后续人工时效效果,导致强度降低。
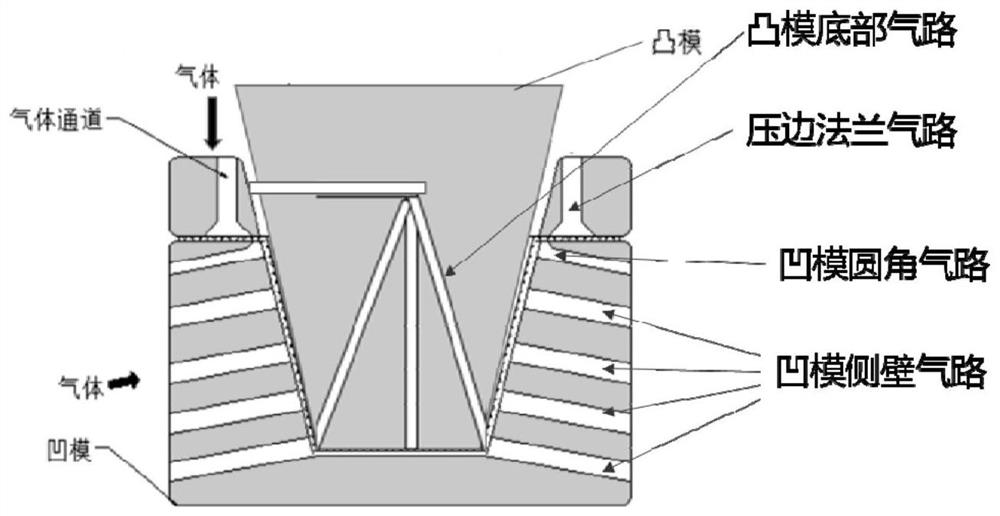
参见图6-图8为本发明的可控气体辅助的轻合金钣金冷模热成形方法场景示意图,本发明的方法包括模具设计与制造、轻合金固溶处理、轻合金冷模热成形、轻合金零件合模淬火四个步骤。
1、成形模具的设计与制造:基于轻合金钣金零件的几何尺寸,确定出所述凹模、凸模的圆角与减薄位置,通过计算确定气路个数以及截面尺寸,利用高熔点不锈钢钢管构建凹模、凸模和压边法兰的冷却气路,通过浇铸模具材料获得成形模具,加工模具表面;连接冷却气路。
2、铝合金固溶处理:在480-530℃的温度下,对轻合金钣金坯料加热保温一定时间(30min);
3、铝合金冷模热成形:通过机械手将固溶处理后的轻合金钣金坯料转移至所述凹模与所述压边法兰之间,转移时间8-13S,合模压边,压边法兰处冷却气路开启,气压为0.5-3Mpa,流速冷却板坯,降低材料温度,减小压边区摩擦,促进材料流动;凹模顶部圆角处冷却气路开启气压为0.1-3Mpa,凹模侧壁的气路关闭,流速冷却板坯,降低材料温度,增加材料变形抗力,提高成形性;凸模底部气路开启,气压0.1-0.5Mpa,流速冷却板坯,提高材料变形抗力,降低破裂风险;冲头下行,凸模作用在轻合金钣金坯料上使其拉伸成形,成形过程中气路全部保持开启。
4、轻合金零件合模淬火:轻合金钣金成形后,凸模底部气路、凹模的侧壁气路和凹模圆角气路开启,气压0.2-0.7Mpa,压力机保压压力100-800T,保压时间10-30S。通过冷却气路调控零件的冷却速率,保证微观组织。
选用2219铝合金作为原始材料,尺寸为600*400mm,厚度3mm,作为具体实施例说明,采用本发明的具体工艺过程如下:
1、成形模具的设计与制造:基于零件几何形状,确定出所述凹模、凸模的圆角与减薄位置,利用高熔点不锈钢钢管构建出所述凹模、凸模和压边法兰的不同冷却气路,其中压边法兰气路直径8mm,凹模圆角气路直径6mm,凹模侧壁气路直径8mm。
2、铝合金固溶处理:前述铝合金板坯加热至530℃,保温30min;
3、铝合金冷模热成形:将固溶处理后的铝合金板坯利用机械手在10s之内转移至成形模具,合模压边,压边法兰处与凹模圆角处冷却气路开启,气压0.6Mpa,凸模底部气路开启,气压0.3Mpa;成形速度250mm/s;
4、铝合金零件合模淬火:成形后,凸模底部气路、凹模的侧壁气路和凹模圆角的冷却气路全部开启,气压0.7Mpa,保压压力100T,保压时间12S。成形完成取出零件。
经过试验验证,无气体冷却条件下的铝合金零件成形,由于温度不均会开裂,而采用本发明方法的气体冷却解决了铝合金零件成形开裂问题。
以上所述仅为本申请的实施例而已,并不限制于本申请。在不脱离本发明的范围的情况下对于本领域技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本申请的权利要求范围内。
- 一种可控气体辅助的轻合金钣金冷模热成形方法
- 铝锂合金钣金零件热成形加工方法