带焊接坡口的管材激光切割方法、装置、设备及存储介质
文献发布时间:2023-06-19 18:27:32
技术领域
本发明一个或多个实施例涉及激光切割加工技术领域,尤其涉及一种带焊 接坡口的管材激光切割方法、装置、设备及存储介质。
背景技术
在金属切割领域,某些下料的目标效果是两个工件的表面对拼在一起时 完全贴合,这样组装的位置、角度、长度等参数会很精确、组装也会很牢固, 然后再做焊接等组装工序。
而在将两工件进行焊接的时候,通常需要其中一个工件的端面紧贴待焊 接的另一个工件的管面,以此保持接触稳定;且两者接触的外表面部分需预 留一坡度缝隙,作为焊接缝隙,以使得在焊接时利用焊锡填补该焊接缝隙, 从而保持焊接的牢固。当焊接缝隙均匀时,焊接效果不仅牢固而且美观,而 焊接缝隙不均匀时,会给焊接造成相应的麻烦且会影响焊接质量。
因而,如何有效地在管件拼接时对焊接缝隙进行均匀化处理,已成为目 前亟需解决的技术问题。
发明内容
有鉴于此,本发明一个或多个实施例提供一种带焊接坡口的管材激光切割 方法、装置、设备及存储介质。
为实现上述目的,本发明提供如下技术方案:
根据本发明一个或多个实施例的第一方面,提出一种带焊接坡口的管材激 光切割方法,用于在目标管材上切割出用于焊接的坡口,以将所述目标管材焊 接至一目标工件上,所述方法包括:
获取目标管材的除料形状的初始内轮廓以及初始外轮廓;其中所述除料形 状为根据所要焊接的目标工件的焊接面绘制于所述目标管材上,且所述初始内 轮廓与所述初始外轮廓中至少所述初始内轮廓与所述焊接面贴合;
对所述除料形状的初始内轮廓进行采点,得到若干第一内轮廓散点;
以每个第一内轮廓散点为基准,获得该第一内轮廓散点对应的第一外轮廓 散点;其中,每个第一外轮廓散点与对应的第一内轮廓散点的连线指向所述目 标管材的轴心;
以每个第一内轮廓散点与对应的第一外轮廓散点的连线作为每个第一内轮 廓散点的初始的切割方向;其中,切割方向表征为所述每个第一内轮廓散点与 对应的第一外轮廓散点的连线与所述目标管材的垂线之间的夹角,所述垂线垂 直于所述目标管材的轴线;
获取预设的坡口缝隙,将所述预设的坡口缝隙叠加至每个第一内轮廓散点 的初始的切割方向上,得到每个第一内轮廓散点的理想的切割方向;其中,所 述预设的坡口缝隙表征为使所述初始的切割方向沿远离目标工件的焊接面偏离 的预设角度;
依据每个第一内轮廓散点以及沿理想的切割方向得到对应的第二外轮廓散 点;
将所有的第二外轮廓散点进行拟合,得到优化外轮廓;
以所述优化外轮廓作为切割轨迹,以第一切割方向作为最终的切割方向, 执行激光切割程序,对所述目标管材进行激光切割,以在所述目标管材上切割 出用于焊接的坡口;其中,所述第一切割方向为所述理想的切割方向或机械最 大摆角,所述机械最大摆角为激光切割设备的切割头与所述目标管材的垂线之 间的最大夹角。
可选地,在以所述优化外轮廓作为切割轨迹,以第一切割方向作为最终的 切割方向,执行激光切割程序,对所述目标管材进行激光切割之前,还包括:
获取机械最大摆角;
依据所述理想的切割方向的绝对值与所述机械最大摆角的关系,确定所述 第一切割方向,其中,所述第一切割方向的绝对值不大于所述机械最大摆角。
可选地,所述依据所述理想的切割方向的绝对值与所述机械最大摆角的关 系,确定所述第一切割方向,包括:
若所述理想的切割方向的绝对值大于所述机械最大摆角,则以所述机械最 大摆角作为所述第一切割方向;
若所述理想的切割方向的绝对值小于或等于所述机械最大摆角,则以所述 理想的切割方向作为所述第一切割方向。
可选地,获取预设的坡口缝隙,将所述预设的坡口缝隙叠加至每个第一内 轮廓散点的初始的切割方向,得到每个第一内轮廓散点的理想的切割方向,具 体包括:
获取预设的坡口缝隙,将所述预设的坡口缝隙叠加至每个第一内轮廓散点 的初始的切割方向,得到第二切割方向;
获取机械最大摆角;
依据所述第二切割方向的绝对值与所述机械最大摆角的关系,确定理想的 切割方向,其中,所述理想的切割方向的绝对值不大于所述机械最大摆角。
可选地,所述依据所述第二切割方向的绝对值与所述机械最大摆角的关系, 确定理想的切割方向,包括:
若所述第二切割方向的绝对值大于所述机械最大摆角,则以所述机械最大 摆角作为所述理想的切割方向;
若所述第二切割方向的绝对值小于或等于所述机械最大摆角,则以所述第 二切割方向作为所述理想的切割方向。
可选地,所述依据每个第一内轮廓散点以及理想的切割方向得到对应的第 二外轮廓散点,具体为:将每个第一内轮廓散点沿理想的切割方向延伸至所述 目标管材的外表面,得到对应的第二外轮廓散点。
可选地,所述依据所述第二切割方向的绝对值与所述机械最大摆角的关系, 确定理想的切割方向,还包括:
若所述第二切割方向的绝对值大于所述机械最大摆角,且所述初始的切割 方向的绝对值大于所述机械最大摆角;则以所述机械最大摆角作为所述理想的 切割方向;
且在此情况下,所述依据每个第一内轮廓散点以及理想的切割方向得到对 应的第二外轮廓散点,具体为:以第一内轮廓散点对应的第一外轮廓散点作为 对应的第二外轮廓散点。
可选地,所述焊接面为平面或曲面。
可选地,当所述焊接面为曲面时,所述以每个第一内轮廓散点为基准,获 得该第一内轮廓散点对应的第一外轮廓散点,具体包括:
获取所述目标管材的除料形状的初始切割面;
对所述除料形状的初始外轮廓进行采点,得到若干第三外轮廓散点;其中 每个第一内轮廓散点均分别通过一曲线与每个第三外轮廓散点对应,所有的曲 线构成所述初始切割面;
以所述每个第一内轮廓散点为基准,获得该第一内轮廓散点沿对应的曲线 的切线,并将该切线延伸至目标管材的外表面,得到对应的所述第一外轮廓散 点。
可选地,所述预设的坡口缝隙的大小为10度-35度,所述机械最大摆角为 45度。
根据本发明一个或多个实施例的第二方面,提出一种带焊接坡口的管材激 光切割装置,包括获取单元、采点单元、第一外轮廓散点确定单元、切割方向 确定单元、第二外轮廓散点确定单元、拟合单元以及切割单元;其中:
所述获取单元,用于获取目标管材的除料形状的初始内轮廓以及初始外轮 廓;其中,所述除料形状为根据所要焊接的目标工件的焊接面绘制于所述目标 管材上,且所述初始内轮廓与所述初始外轮廓中的至少之一与所述焊接面贴合;
所述采点单元,用于对所述除料形状的初始内轮廓进行采点,分别得到若 干第一内轮廓散点;
所述第一外轮廓散点确定单元,用于以所述每个第一内轮廓散点为基准, 获得该第一内轮廓散点对应的第一外轮廓散点;其中,每个第一外轮廓散点与 对应的第一内轮廓散点的连线指向所述目标管材的轴心;且每个第一内轮廓散 点与对应的第一外轮廓散点的连线作为每个第一内轮廓散点的初始的切割方向; 其中,切割方向表征为所述每个第一内轮廓散点与对应的第一外轮廓散点的连 线与所述目标管材的垂线之间的夹角,所述垂线垂直于所述目标管材的轴线;
所述切割方向确定单元,用于获取预设的坡口缝隙,并将所述预设的坡口 缝隙叠加至每个第一内轮廓散点的初始的切割方向上,得到每个第一内轮廓散 点的理想的切割方向;其中,所述预设的坡口缝隙表征为使所述初始的切割方 向沿远离目标工件的焊接面偏离的预设角度;
所述第二外轮廓散点确定单元,用于依据每个第一内轮廓散点以及沿理想 的切割方向得到对应的第二外轮廓散点;
所述拟合单元,用于将所有的第二外轮廓散点进行拟合,得到优化外轮廓;
所述切割单元,用于以所述优化外轮廓作为切割轨迹,以第一切割方向作 为最终的切割方向,执行激光切割程序,对所述目标管材进行激光切割,以在 所述目标管材上切割出用于焊接的坡口;其中,所述第一切割方向为所述理想 的切割方向或机械最大摆角,所述机械最大摆角为激光切割设备的切割头与所 述目标管材的拉伸方向的最大夹角。
根据本发明一个或多个实施例的第三方面,提出一种电子设备,包括:
处理器;
以及,用于存储处理器可执行指令的存储器;
其中,所述处理器通过运行所述可执行指令实现本发明第一方面及可选方 案中任一项所述方法中的步骤。
根据本发明一个或多个实施例的第四方面,提出一种计算机可读存储介质, 其上存储有计算机程序,所述计算机程序被处理器执行时实现本发明第一方面 及可选方案中任一项所述方法中的步骤。
由以上描述可以看出,本发明中,对目标管材上的除料形状的初始内轮廓 进行采点,得到若干第一内轮廓散点,并获得每个第一内轮廓散点对应的第一 外轮廓散点,以每个第一内轮廓散点与对应的第一外轮廓散点的连线作为每个 第一内轮廓散点的初始的切割方向;通过将预设的坡口缝隙叠加至每个第一内 轮廓散点的初始的切割方向上,得到每个第一内轮廓散点的理想的切割方;依 据每个第一内轮廓散点以及理想的切割方向得到对应的第二外轮廓散点;通过 将所有的第二外轮廓散点进行拟合,得到优化外轮廓,以优化外轮廓作为切割 轨迹,以第一切割方向作为最终的切割方向,执行激光切割程序,对目标管材 进行激光切割。从而在尊重激光切割的客观属性的情况下,使得激光切割后得 到的切割面能够尽可能与所要焊接的目标工件的焊接面保持一均匀的焊接坡口, 以利于后续焊接。
在进一步优选实施方式中,在以所述优化外轮廓作为切割轨迹,以第一切 割方向作为最终的切割方向,执行激光切割程序,对所述目标管材进行激光切 割之前,还包括:获取机械最大摆角;以及依据所述理想的切割方向的绝对值 与所述机械最大摆角的关系,确定所述第一切割方向,其中,所述第一切割方 向的绝对值不大于所述机械最大摆角。从而,使得本发明的方案考虑到实际设 备的限制,使得一切割方向的绝对值不大于机械最大摆角,为最终的激光切割 提供了方便。
附图说明
图1是管材倾斜的T形拼接的示意图;
图2是现有的切割方式所造成的目标管材带不均匀的焊缝的示意图;
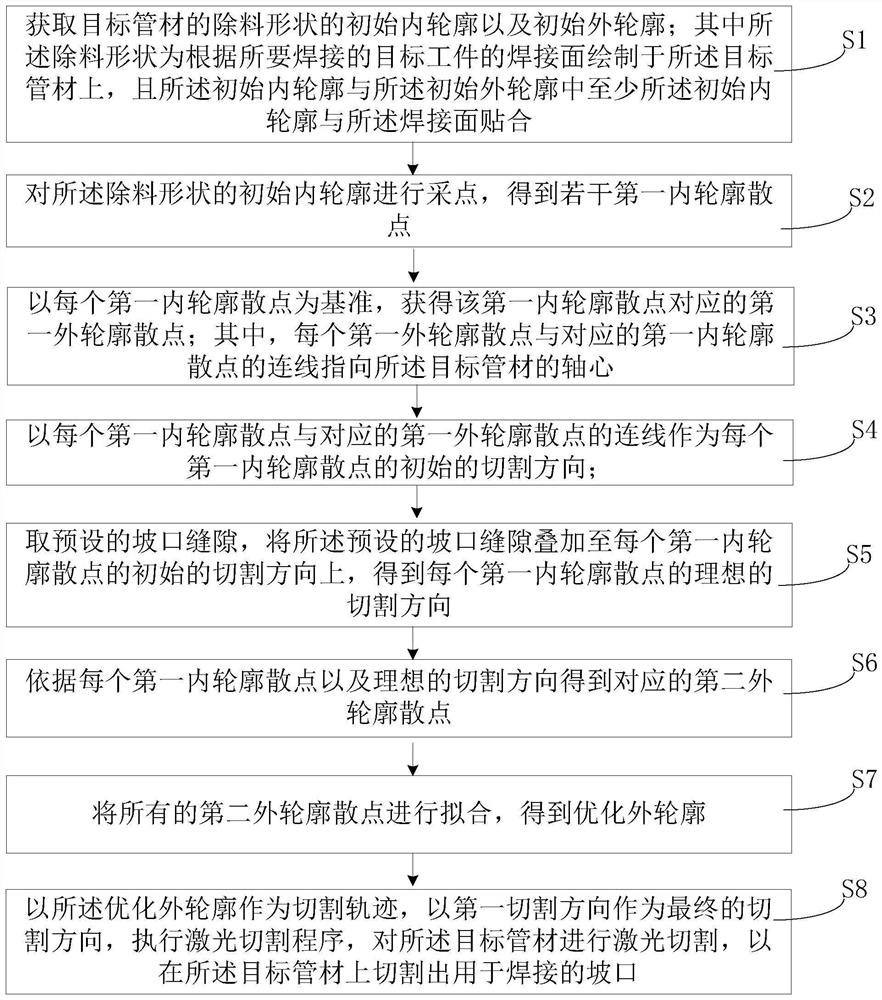
图3是本发明一示例性实施例提供的带焊接坡口的管材激光切割方法的流 程图;
图4是本发明一实施例提供的需要进行T型拼接的目标管材与目标工件的 示意图;
图5为图4中的目标管材的除料形状的示意图;
图6为根据图5中的除料形状的初始的切割方向的示意图;
图7为根据图6中的初始切割方向叠加预设的坡口缝隙得到理想的切割方 向的示意图;
图8为获得优化外轮廓的示意图;
图9-图10为依据图8所获得的优化外轮廓作为切割轨迹、以理想的切割方 向作为最终的切割方向进行切割得到的效果示意图;
图11为另一实施例中叠加预设的坡口缝隙后的理想的切割方向大于机械最 大摆角的处理方式示意图;
图12为图11所对应的优化外轮廓作为切割轨迹、以最大机械摆角作为最 终的切割方向进行切割得到的效果示意图;
图13为又一实施例中初始的切割方向大于机械最大摆角的处理方式示意图;
图14为图13所对应的优化外轮廓作为切割轨迹、以最大机械摆角作为最 终的切割方向进行切割得到的效果示意图;
图15是一示例性实施例提供的带焊接坡口的管材激光切割装置所在电子 设备的结构示意图。
图16是一示例性实施例提供的带焊接坡口的管材激光切割装置的框图。
具体实施方式
这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描 述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。 以下示例性实施例中所描述的实施方式并不代表与本发明一个或多个实施例相 一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本发 明一个或多个实施例的一些方面相一致的装置和方法的例子。
需要说明的是:在其他实施例中并不一定按照本发明示出和描述的顺序来 执行相应方法的步骤。在一些其他实施例中,其方法所包括的步骤可以比本发 明所描述的更多或更少。此外,本发明中所描述的单个步骤,在其他实施例中 可能被分解为多个步骤进行描述;而本发明中所描述的多个步骤,在其他实施 例中也可能被合并为单个步骤进行描述。
申请人在提出本发明之前,对于目标管材的激光切割进行了充分的研究, 发现了目标管材激光切割存在的相应问题,基于相应问题进行研究和探索,最 终得到了本申请方案。具体如下:
金属切割领域,某些情况下需要进行T型拼接,其中T型拼接指的是两个 管材零件的轴线在同一个平面上,且第一零件的端面和第二零件的管面接触。T 型拼接包括垂直的T型拼接与倾斜的T型拼接;其中,垂直的T型拼接指的是 两个管材的轴线在同一个平面上,并且轴线是垂直关系;倾斜的T型拼接指的 是两个管材零件的轴线在同一个平面上,并且轴线不是垂直关系。
图1示出了倾斜的T型拼接的示意图,其中目标管材20与目标工件10为 倾斜的T型拼接,目标管材20的端面与目标工件10的端面接触,且焊接固定。 而实际操作中,为了使得目标管材20与目标工件10进行拼接,需要在目标管 材20上切出马鞍口形状,以与目标工件10的端面接触。
对于目标管材20上的马鞍口形状,其目标管材外表面边缘为外轮廓、内表 面边缘为内轮廓。可以认为轮廓是由无数的点组成的,并且构成内轮廓的内点 和构成外轮廓的外点存在对应的规则。通常情况下,内外点之间的连线是指向 目标管材轴心的。
按照常规的激光切割方式,激光会以外轮廓为切割轨迹、以内外点的连线 为切割方向进行切割,这种方式会导致目标管材的端面与目标工件的管面之间 的焊接缝隙不均匀,从而不利于后续的焊接。具体如图2所示,其中a1为目标 管材20的轴线,a2为垂直于轴线的垂线(垂线与切割方向的夹角即为摆角), a3为目标工件10的一切割方向。由图2可以看出:该方式得到的缝隙不均匀, 比如:b处的缝隙特别大,而其它处的缝隙又比较小。并且进一步的,夹角c达 到了55度,因而意味着该处即使不留缝隙,坡口角度也达到了55度,而当前 的机械最大摆角通常为45度,从而超过了最大摆角范围,为切割带来了困难。
有鉴于此,本发明提供一种带焊接坡口的管材激光切割方法,应用于各类 电子设备;举例来说,所述方法可以直接应用于执行工件切割的设备,也可以 应用于一般计算机然后输出相关刀路以供执行工件切割的设备参考,本发明对 此不做具体限制。
请参考图3,图3所示为本发明一示例性实施例提供的带焊接坡口的管材激 光切割方法的流程图。
所述带焊接坡口的管材激光切割方法,用于在目标管材上切割出用于焊接 的坡口,以将所述目标管材焊接至一目标工件上,该方法可以包括如下具体步 骤S1-S8:
步骤S1,获取目标管材的除料形状的初始内轮廓以及初始外轮廓;其中所 述除料形状为根据所要焊接的目标工件的焊接面绘制于所述目标管材上,且所 述初始内轮廓与所述初始外轮廓中至少所述初始内轮廓与所述焊接面贴合。
以图4所示的目标管材20与目标工件10为例,为了使得目标管材20的切 割面与目标工件10的焊接面之间形成用于焊接的坡口,本实施例中,首先依据 所要焊接的焊接面,将除料形状绘制于目标管材20上,其中该除料形状例如为 马鞍口形状,如图5所示。当然,根据所要焊接的焊接面不同,除料形状也存 在差异。本发明并不限制具体的除料形状,只要除料形状的切割面能够使得目 标管材较好地焊接到目标工件上,则均在本发明的保护范围之内。具体地,绘 制除料形状可通过软件进行,例如CAD绘图软件等。
基于所述除料形状,获取目标管材的除料形状的初始内轮廓、初始外轮廓。 其中,初始内轮廓指的是除料形状对应的目标管材的内表面边缘,初始外轮廓 指的是除料形状对应的目标管材的外表面边缘。其中,初始内轮廓与初始外轮 廓中至少初始内轮廓与焊接面贴合,以使得后续焊接可顺利进行。
步骤S2,对所述除料形状的初始内轮廓进行采点,得到若干第一内轮廓散 点。
具体地,如图6所示,对初始内轮廓22进行采点,其中C1为第一内轮廓 散点。
步骤S3:以每个第一内轮廓散点为基准,获得该第一内轮廓散点沿对应的 第一外轮廓散点;其中,每个第一外轮廓散点与对应的第一内轮廓散点的连线 指向所述目标管材的轴心。
具体地,如图6所示,以第一内轮廓散点C1为基准,获得该第一内轮廓散 点C1与目标管材20的轴心的连线,并将该连线延伸至目标管材的外表面,得 到对应的第一外轮廓散点B1。其中,所有的第一外轮廓散点拟合成第一外轮廓 21。
步骤S4:以每个第一内轮廓散点与对应的第一外轮廓散点的连线作为每个 第一内轮廓散点的初始的切割方向;其中,切割方向表征为所述每个第一内轮 廓散点与对应的第一外轮廓散点的连线与所述目标管材的垂线之间的夹角,所 述垂线垂直于所述目标管材的轴线;
步骤S5:获取预设的坡口缝隙,将所述预设的坡口缝隙叠加至每个第一内 轮廓散点的初始的切割方向上,得到每个第一内轮廓散点的理想的切割方向; 其中,所述预设的坡口缝隙表征为使所述初始的切割方向沿远离目标工件的焊 接面偏离的预设角度。
具体地,如图7所示,其中,C1与C5为两个第一内轮廓散点,a2为目标 管材20的垂线,假设该两个内轮廓散点的初始的切割方向为25度与-25度,即: e11为C1与对应的第一外轮廓散点的连线,e11与垂线a2之间的夹角为C1初 始的切割方向,该初始的切割方向的取值为25度;f11为C5与对应的第一外轮 廓散点的连线,f11与垂线a2之间的夹角为C5初始的切割方向,该初始的切割 方向的取值为-25度;其中,在本实施例中,角度的正负定义为:以垂线为基准, 若切割方向为由垂线向目标管材内偏,则相应的夹角为正值;若切割方向为由 垂线向目标管材外偏,则相应的夹角为负值。
假设预设的坡口缝隙为20度,则对于C1,将预设的坡口缝隙叠加至其初始 的切割方向上,即为在e11的基础上沿远离目标工件的焊接面偏离20度,得到 C1的理想的切割方向e12,e12的取值为45度。对于C5,将预设的坡口缝隙叠 加至其初始的切割方向上,即为在f11的基础上沿远离目标工件的焊接面偏离 20度,得到C5的理想的切割方向f12,f12的取值为-5度。
如图7所示,C1的理想的切割方向e12与C5的理想的切割方向f12与目 标工件的切割面之间的缝隙均为20度。
步骤S6:依据每个第一内轮廓散点以及理想的切割方向得到对应的第二外 轮廓散点。
在本实施例中,步骤S6具体为:将每个第一内轮廓散点沿理想的切割方向 延伸至所述目标管材的外表面,得到对应的第二外轮廓散点。如图7所示,将 C1、C5分别沿理想的切割方向e12、f12延伸至所述目标管材的外表面,得到对 应的第二外轮廓散点D1、D5。
其它第一内轮廓散点对应的第二外轮廓散点按照上述方式进行类似处理, 从而得到所有第一内轮廓散点对应的第二外轮廓散点。具体的,图6、图8示意 了8个第一内轮廓散点,对应的得到8个第二外轮廓散点。
步骤S7:将所有的第二外轮廓散点进行拟合,得到优化外轮廓。
如图8所示,将所有的第二外轮廓散点D1-D5(D6-D8未示出)进行拟合, 得到优化外轮廓23。
当然,第一内轮廓散点的个数还可以为其他值,本发明对此不做具体限制, 并且第一内轮廓散点的个数越多,精确度可以越高。
步骤S8:以优化外轮廓作为切割轨迹,以第一切割方向作为最终的切割方 向,执行激光切割程序,对目标管材进行激光切割,以在目标管材上切割出用 于焊接的坡口;其中,第一切割方向为理想的切割方向或机械最大摆角,机械 最大摆角为激光切割设备的切割头与目标管材的垂线之间的最大夹角。
具体的,在本实施例中,如图7所示,对于第一内轮廓散点C1、C5而言, 由于理想的切割方向分别为45度和-5度,并未超过机械最大摆角(通常为45 度),因而本实施例中的第一切割方向为理想的切割方向。
对于激光切割而言,只需得到切割轨迹和切割方向,即可执行激光切割程 序,对目标管材进行激光切割。
采用本发明实施例提供的方法,其切割后的目标管材20与目标工件10之 间的拼接的效果如图9及图10所示,可以看到,目标管材20与目标工件10之 间形成有切割坡口,且切割坡口的缝隙均匀,从而为后续焊接提供了便利,使 得后续焊接的牢固度和美观度均得以提升。
作为一种优选实施方式,本发明考虑了机械最大摆角的限制。受限于实 际的设备,该机械最大摆角通常都有限制。若超出该最大摆角,则实际执行 中无法实现。基于此,本发明优选实施例中,在前述实施例的基础上,在步 骤S8之前,还包括:
步骤S80:获取机械最大摆角;
步骤S81:依据所述理想的切割方向的绝对值与所述机械最大摆角的关系, 确定所述第一切割方向,其中,所述第一切割方向的绝对值不大于所述机械最 大摆角。
进一步地,步骤S81依据所述理想的切割方向的绝对值与所述机械最大摆 角的关系,确定所述第一切割方向,具体包括:
若所述理想的切割方向的绝对值大于所述机械最大摆角,则以所述机械最 大摆角作为所述第一切割方向;
若所述理想的切割方向的绝对值小于或等于所述机械最大摆角,则以所述 理想的切割方向作为所述第一切割方向。
一种举例中,以图11为例,假设第一内轮廓散点C6、C7的初始的切割方 向分别为-25度与25度,预设的坡口缝隙为40度;即e211为C6与对应的第一 外轮廓散点的连线,e21与垂线a2之间的夹角为C6初始的切割方向,该初始的 切割方向的取值为-25度;f21为C7与对应的第一外轮廓散点的连线,f21与垂 线a2之间的夹角为C7初始的切割方向,该初始的切割方向的取值为25度。
对于C6,将预设的坡口缝隙叠加至其初始的切割方向上,即为在e21的基 础上沿远离目标工件的焊接面偏离40度,得到C6的理想的切割方向e22,e22 的取值为15度。
对于C7,将预设的坡口缝隙叠加至其初始的切割方向上,即为在f21的基 础上沿远离目标工件的焊接面偏离40度,得到C7的理想的切割方向f22,f22 的取值为65度。
在确定第一切割方向时,由于C6的理想的切割方向e22小于机械最大摆角, 因而则以所述理想的切割方向e22作为C6的第一切割方向;由于C7的理想的 切割方向f22的取值大于机械最大摆角。因而,则以机械最大摆角(45度)作 为C7的第一切割方向,即C7的第一切割方向为f23(其与垂线之间的夹角为机 械最大摆角45度)。
其中,按图11所示意的方式进行切割后的效果图如图12所示,目标管材 20与目标工件之间形成有切割坡口,虽然缝隙并没有保持绝对均匀,但是得到 了相对均匀的缝隙,并且由于考虑了机械最大摆角的限制,确保了切割的工艺 可行性,降低了切割的难度。
图11对应的例子为初始的切割方向并未大于机械最大摆角,而叠加预设的 坡口缝隙后的理想的切割方向存在大于机械最大摆角的情况,因而在确定第一 切割方向的过程中考虑了机械最大摆角的限制。
作为一种优选实施方式,本发明在获得每个第一内轮廓散点的理想的切割 方向的过程中也考虑了机械最大摆角的限制。具体的,步骤S5中获取预设的 坡口缝隙,将所述预设的坡口缝隙叠加至每个第一内轮廓散点的初始的切割方 向,得到每个第一内轮廓散点的理想的切割方向,具体包括:
S51:获取预设的坡口缝隙,将所述预设的坡口缝隙叠加至每个第一内轮廓 散点的初始的切割方向,得到第二切割方向;
S52:获取机械最大摆角;
S53:依据所述第二切割方向的绝对值与所述机械最大摆角的关系,确定理 想的切割方向,其中,所述理想的切割方向的绝对值不大于所述机械最大摆角。
进一步地,上述步骤S53中依据所述第二切割方向的绝对值与所述机械最 大摆角的关系,确定理想的切割方向,具体包括:
若所述第二切割方向的绝对值大于所述机械最大摆角,则以所述机械最大 摆角作为所述理想的切割方向;
若所述第二切割方向的绝对值小于或等于所述机械最大摆角,则以所述第 二切割方向作为所述理想的切割方向。
上述两种情况中,确定第二外轮廓的方式为:将每个第一内轮廓散点沿理 想的切割方向延伸至所述目标管材的外表面,得到对应的第二外轮廓散点。
进一步地,上述步骤S53中依据所述第二切割方向的绝对值与所述机械最 大摆角的关系,确定理想的切割方向,还包括:
若所述第二切割方向的绝对值大于所述机械最大摆角,且所述初始的切割 方向的绝对值大于所述机械最大摆角;则以所述机械最大摆角作为所述理想的 切割方向;
且在此情况下,所述依据每个第一内轮廓散点以及理想的切割方向得到对 应的第二外轮廓散点,具体为:以第一内轮廓散点对应的第一外轮廓散点作为 对应的第二外轮廓散点。
一种举例中,以图13为例,假设第一内轮廓散点C9、C10的初始的切割方 向分别为-55度与55度,预设的坡口缝隙为20度;即e31为C9与对应的第一 外轮廓散点的连线,e31与垂线a2之间的夹角为C9初始的切割方向,该初始的 切割方向的取值为-55度;f31为C10与对应的第一外轮廓散点的连线,f31与 垂线a2之间的夹角为C10初始的切割方向,该初始的切割方向的取值为55度。
对于C9,将预设的坡口缝隙叠加至其初始的切割方向上,即为在e31的基 础上沿远离目标工件的焊接面偏离20度,得到C9的第二切割方向e32,e32的 取值为-35度。由于第二切割方向小于机械最大摆角,因而C9的理想的切割方 向即为e32。且确定第二外轮廓的方式为:将每个第一内轮廓散点沿理想的切割 方向延伸至所述目标管材的外表面,得到对应的第二外轮廓散点。
对于C10,将预设的坡口缝隙叠加至其初始的切割方向上,即为在f31的基 础上沿远离目标工件的焊接面偏离20度,得到C10的理想的切割方向f32,f32 的取值为75度;C10的理想的切割方向f32的取值大于机械最大摆角。因而, 则以机械最大摆角(45度)作为C10的理想的切割方向。此种情况下,由于第 二切割方向的绝对值大于所述机械最大摆角,因而以所述机械最大摆角作为所 述理想的切割方向;且所述初始的切割方向的绝对值大于所述机械最大摆角; 在此情况下,确定第二外轮廓散点的方式为:以第一内轮廓散点对应的第一外 轮廓散点作为对应的第二外轮廓散点。
其中,按图13所示意的方式进行切割后的效果图如图14所示,目标管材 20的端面一部分内轮廓与目标工件10的外表面完全贴合、外轮廓与目标工件 10的外表面之间留有不均匀的缝隙(这缝隙其中一部分满足用户设置的角度, 另一部分受到最大摆角的约束,焊接缝隙逐渐变小),目标管材20的端面另一 部分是外轮廓与目标工件10的外表面完全贴合,内轮廓与目标工件10的外表 面有缝隙,其中,内轮廓留缝隙是受最大摆角限制的无奈之举,但外轮廓贴合 保证了拼接稳定,能焊接,只是没有焊接缝隙,焊接有些麻烦。
该方案在考虑了机械最大摆角的限制下,最大程度确保了焊接的缝隙,提 高焊接的质量。
其中,一种举例中,所述焊接面为平面或曲面。
作为优选实施方式,当所述焊接面为曲面时,所述以每个第一内轮廓散点 为基准,获得该第一内轮廓散点对应的第一外轮廓散点,具体包括:
获取所述目标管材的除料形状的初始切割面;
对所述除料形状的初始外轮廓进行采点,得到若干第三外轮廓散点;其中 每个第一内轮廓散点均分别通过一曲线与每个第三外轮廓散点对应,所有的曲 线构成所述初始切割面;
以所述每个第一内轮廓散点为基准,获得该第一内轮廓散点沿对应的曲线 的切线,并将该切线延伸至目标管材的外表面,得到对应的所述第一外轮廓散 点。
上述方式获得的第一外轮廓散点拟合后得到的第一外轮廓可以与焊接面进 行曲面贴合,从而进一步提高拼接的质量。
一种举例中,所述预设的坡口缝隙的大小为10度-35度,所述机械最大摆 角为45度。然而应该意识到,本发明并不以此为限,本发明的坡口缝隙的大小 是在考虑到机械最大摆角后的经验值,不排除坡口缝隙的大小可以取其他值, 此外,机械最大摆角随着设备的更新换代,也可以取其他值。具体的取值不作 为本发明保护范围的限制。
图15是本发明一示例性实施例提供的一种带焊接坡口的管材激光切割装置 所在电子设备的结构示意图。请参考图15,在硬件层面,该设备包括处理器602、 内部总线604、网络接口606、内存608以及非易失性存储器610,当然还可能 包括其他业务所需要的硬件。本发明一个或多个实施例可以基于软件方式来实 现,比如由处理器602从非易失性存储器610中读取对应的计算机程序到内存 608中然后运行。当然,除了软件实现方式之外,本发明一个或多个实施例并不 排除其他实现方式,比如逻辑器件抑或软硬件结合的方式等等,也就是说以下 处理流程的执行主体并不限定于各个逻辑单元,也可以是硬件或逻辑器件。
请参考图16,图16所示为本发明一示例性实施例提供的一种贴合曲面 的目标管材激光切割装置带焊接坡口的管材激光切割装置坡口切割的刀路优 化装置的框图,所述贴合曲面的目标管材激光切割装置带焊接坡口的管材激 光切割装置坡口切割的刀路优化装置可以应用在图15所示的电子设备中,以 实现本发明的技术方案。其中,所述贴合曲面的目标管材激光切割装置带焊 接坡口的管材激光切割装置,包括获取单元101、采点单元102、第一外轮廓 散点确定单元103、切割方向确定单元104、第一外轮廓散点确定单元105、拟 合单元1064、连线单元105以及切割单元106107;其中:
所述获取单元101,用于获取目标管材的除料形状的初始内轮廓以及初始外 轮廓;其中,所述除料形状为根据所要焊接的目标工件的焊接面绘制于所述目 标管材上,且所述初始内轮廓与所述初始外轮廓中的至少之一与所述焊接面贴 合;
所述采点单元102,用于对所述除料形状的初始内轮廓进行采点,分别得到 若干第一内轮廓散点;
所述第一外轮廓散点确定单元103,用于以所述每个第一内轮廓散点为基准, 获得该第一内轮廓散点对应的第一外轮廓散点;其中,每个第一外轮廓散点与 对应的第一内轮廓散点的连线指向所述目标管材的轴心;且每个第一内轮廓散 点与对应的第一外轮廓散点的连线作为每个第一内轮廓散点的初始的切割方向; 其中,切割方向表征为所述每个第一内轮廓散点与对应的第一外轮廓散点的连 线与所述目标管材的垂线之间的夹角,所述垂线垂直于所述目标管材的轴线;
所述切割方向确定单元104,用于获取预设的坡口缝隙,并将所述预设的坡 口缝隙叠加至每个第一内轮廓散点的初始的切割方向上,得到每个第一内轮廓 散点的理想的切割方向;其中,所述预设的坡口缝隙表征为使所述初始的切割 方向沿远离目标工件的焊接面偏离的预设角度;
所述第二外轮廓散点确定单元105,用于依据每个第一内轮廓散点以及理想 的切割方向得到对应的第二外轮廓散点;
所述拟合单元106,用于将所有的第二外轮廓散点进行拟合,得到优化外轮 廓;
所述切割单元107,用于以所述优化外轮廓作为切割轨迹,以第一切割方向 作为最终的切割方向,执行激光切割程序,对所述目标管材进行激光切割,以 在所述目标管材上切割出用于焊接的坡口;其中,所述第一切割方向为所述理 想的切割方向或机械最大摆角,所述机械最大摆角为激光切割设备的切割头与 所述目标管材的拉伸方向的最大夹角。
本发明还提供了一种计算机可读存储介质,其上存储有计算机程序,所述 计算机程序被处理器执行时实现上述方法中的步骤。
上述实施例阐明的系统、装置、模块或单元,具体可以由计算机芯片或实 体实现,或者由具有某种功能的产品来实现。一种典型的实现设备为计算机, 计算机的具体形式可以是个人计算机、膝上型计算机、蜂窝电话、相机电话、 智能电话、个人数字助理、媒体播放器、导航设备、电子邮件收发设备、游戏 控制台、平板计算机、可穿戴设备或者这些设备中的任意几种设备的组合。
在一个典型的配置中,计算机包括一个或多个处理器(CPU)、输入/输出接 口、网络接口和内存。
内存可能包括计算机可读介质中的非永久性存储器,随机存取存储器(RAM) 和/或非易失性内存等形式,如只读存储器(ROM)或闪存(flash RAM)。内存是 计算机可读介质的示例。
计算机可读介质包括永久性和非永久性、可移动和非可移动媒体可以由任 何方法或技术来实现信息存储。信息可以是计算机可读指令、数据结构、程序 的模块或其他数据。计算机的存储介质的例子包括,但不限于相变内存(PRAM)、 静态随机存取存储器(SRAM)、动态随机存取存储器(DRAM)、其他类型的随机存 取存储器(RAM)、只读存储器(ROM)、电可擦除可编程只读存储器(EEPROM)、 快闪记忆体或其他内存技术、只读光盘只读存储器(CD-ROM)、数字多功能光盘 (DVD)或其他光学存储、磁盒式磁带、磁盘存储、量子存储器、基于石墨烯的 存储介质或其他磁性存储设备或任何其他非传输介质,可用于存储可以被计算 设备访问的信息。按照本文中的界定,计算机可读介质不包括暂存电脑可读媒体(transitory media),如调制的数据信号和载波。
还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非 排他性的包含,从而使得包括一系列要素的过程、方法、商品或者设备不仅包 括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、 方法、商品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括 一个……”限定的要素,并不排除在包括所述要素的过程、方法、商品或者设 备中还存在另外的相同要素。
上述对本发明特定实施例进行了描述。其它实施例在所附权利要求书的范 围内。在一些情况下,在权利要求书中记载的动作或步骤可以按照不同于实施 例中的顺序来执行并且仍然可以实现期望的结果。另外,在附图中描绘的过程 不一定要求示出的特定顺序或者连续顺序才能实现期望的结果。在某些实施方 式中,多任务处理和并行处理也是可以的或者可能是有利的。
在本发明一个或多个实施例使用的术语是仅仅出于描述特定实施例的目的, 而非旨在限制本发明一个或多个实施例。在本发明一个或多个实施例和所附权 利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形 式,除非上下文清楚地表示其他含义。还应当理解,本文中使用的术语“和/或” 是指并包含一个或多个相关联的列出项目的任何或所有可能组合。
应当理解,尽管在本发明一个或多个实施例可能采用术语第一、第二、第 三等来描述各种信息,但这些信息不应限于这些术语。这些术语仅用来将同一 类型的信息彼此区分开。例如,在不脱离本发明一个或多个实施例范围的情况 下,第一信息也可以被称为第二信息,类似地,第二信息也可以被称为第一信 息。取决于语境,如在此所使用的词语“如果”可以被解释成为“在……时” 或“当……时”或“响应于确定”。
以上所述仅为本发明一个或多个实施例的较佳实施例而已,并不用以限制 本发明一个或多个实施例,凡在本发明一个或多个实施例的精神和原则之内, 所做的任何修改、等同替换、改进等,均应包含在本发明一个或多个实施例保 护的范围之内。
- 激光扫描设备标定的方法、装置、设备及存储介质
- 字符切割方法、装置、计算机设备及存储介质
- 激光打标控制方法、装置、计算机设备和存储介质
- 一种激光雷达定位效果评估方法、装置、设备及存储介质
- 带焊接坡口的管材激光切割方法、装置、设备及存储介质
- 坡口切割控制方法及装置、存储介质及激光切割设备