基板的激光移除防焊层制程方法
文献发布时间:2023-06-19 18:32:25
技术领域
本发明涉及一种基板制作方法,尤其是指一种通过激光来对基板的全部进行加工制程作业的防焊层激光制作方法。
背景技术
一般电路基板的防焊制程,通常于印刷线路完成设置后,再以感光型防焊剂涂布于电路基板表面形成防焊层,预烤至半固化,续利用光罩进行曝光显影技术,使防焊层正对于线路中焊垫以外的部分固化,再将防焊层未固化的部分去除,使焊垫露出防焊层。由于曝光能量和显影产生的必须误差,使精度受限,和焊垫距离(pitch)无法缩小;另有直接成像技术引进,虽减免光罩成本,但是设备成本极高,技术上亦是面临同样问题。
然而,电路基板及光罩会被曝光装置的曝光部内的温度、湿度等环境条件影响,让电路基板及光罩上的定位标记的位置精度及曝光图案的位置精度等产生变化,会有无法形成高精度图案的问题,使焊垫无法正确的露出防焊层的问题产生。再者,不同焊垫位置的电路基板,皆须先制作出符合该电路基板的光罩,使电路基板的制作成本提高。此外,一般电路基板的防焊制程常须要使用不同的油墨,使得油墨成本高昂。且,半固化的防焊硬度不足或有黏性,容易在作业中造成报废。
是以,如何解决上述现有技术的问题与缺失,即为相关业者所亟欲研发的课题所在。
发明内容
为解决上述问题,本发明的目的在于提供一种基板的激光移除防焊层制程方法。
本发明提供一种基板的激光移除防焊层制程方法,是以通过可控制能量的激光来对一基板进行加工作业,该基板的激光移除防焊层制程方法包括:提供一基板,该基板表面设置有一焊垫;于该基板与该焊垫表面覆盖一防焊层,其中该防焊层正对于该基板表面处为一遮蔽部,且该防焊层正对于该焊垫处为一清除部;通过至少一摄影取像模块读取该基板上的一板件生产料号的快速响应矩阵图;自动导入一电路布局图的数据至一激光设备,其中该电路布局图对应于该板件生产料号;通过至少一激光光束且根据该电路布局图来依序对该清除部进行剥除作业;使该防焊层形成至少一镂空部;通过该摄影取像模块对该基板进行摄影且取出一基板加工图片;比对且判断该基板加工图片与该电路布局图是否相同;以及如果相同,则完成基板加工作业。
在本发明的一实施例中,在比对且判断该基板加工图片与该电路布局图是否相同的步骤中,如果不相同,则该激光光束针对不相同之处再对该清除部进行剥除作业。
在本发明的一实施例中,按照一预设定规则,产生每个单元的生产流程编码快速响应矩阵图,于开始施工时同时于每个单位元的指定位置烧入。
在本发明的一实施例中,该电路布局图导入该防焊层的数据,将该防焊层的数据做成正片影像、负片影像或图形转档处理,以取得施工图形。
在本发明的一实施例中,根据激光光点大小与能量来计算激光光点的重叠面积大小后,转译出一激光点阵图。
在本发明的一实施例中,通过该电路布局图将该基板区分为多个待加工区域,再由该激光光束依照一预设定规则对该每一该待加工区域的该清除部进行剥除作业。
在本发明的一实施例中,激光光束所发射出的激光为毫秒级以上的高频激光光束(毫秒、微秒、纳秒或皮秒)。
在本发明的一实施例中,激光光束种类可视材质的特性采用CO
在本发明的一实施例中,该激光光束为多组激光光源发出,其分别根据该电路布局图来依序对该清除部进行剥除作业,其中每一激光光源所负责的区域为不同。
综上所述,本发明所提供的基板的激光移除防焊层制程方法能够达到以下功效:
1.大幅缩短加工制程的步骤;
2.提升制程良率;
3.具有可控制能量的激光光束;
4.提高加工制程的图案精度;
5.不同焊垫位置的电路基板,皆不再须要先制作出符合电路基板的光罩;
6.不会有温度、湿度等环境条件的影响;
7.不用显影以大幅减少废水污染,同时节省能源;
8.不限油墨,油墨成本降低;
9.采用CO
10.解决现有技术中关于半固化的防焊硬度不足或有黏性,容易在作业中造成报废的问题;以及
11.减少环境伤害,合乎ESG标准,有助于永续发展。
以下通过具体实施例详加说明,当更容易了解本发明的目的、技术内容、特点及其所达成的功效。
附图说明
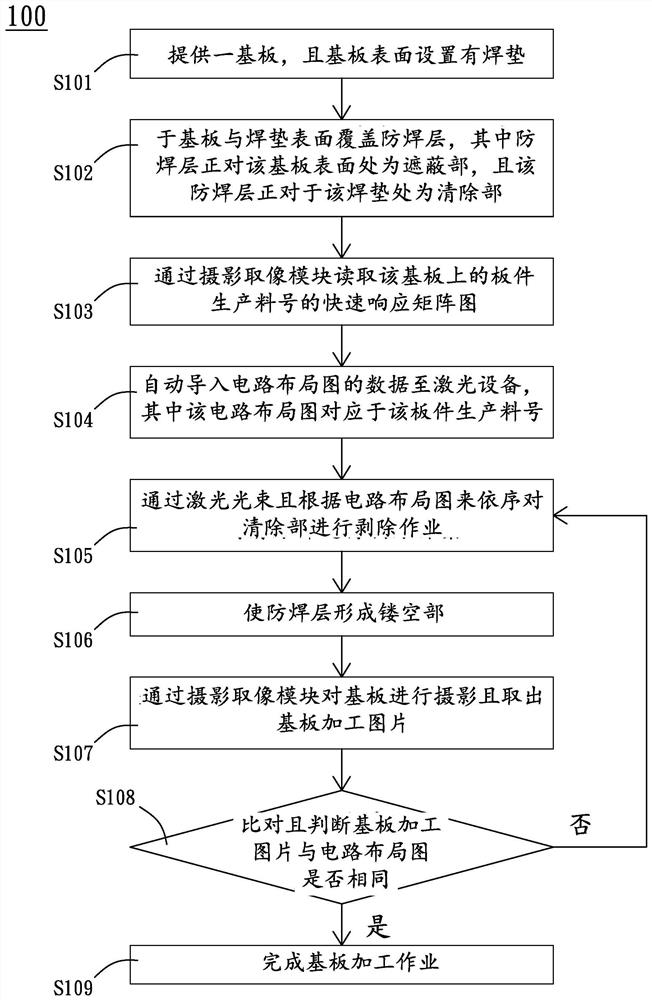
图1为本发明的基板的激光移除防焊层制程方法的流程图。
图2为本发明的基板的侧视图。
图3为本发明的基板覆盖防焊层的侧视图。
图4为本发明的激光对基板进行加工的立体示意图。
图5为本发明的激光对基板进行加工的侧视图。
图6为本发明的比对图形与基板加工图片的示意图。
图7为本发明的转译出激光点阵图的示意图。
图8为本发明的多光源激光对基板进行加工的示意图。
附图标记说明:100-基板的激光移除防焊层制程方法;S101、S102、S103、S104、S105、S106、S107、S108、S109-步骤;200-基板;210-焊垫;220-防焊层;222-遮蔽部;224-清除部;226-镂空部;MT-激光加工机台;HT-主机;SC-屏幕;LE1、LE2、LE3、LE4-激光设备;L1、L2、L3、L4-激光光束;PA-摄影取像模块;TA-电路布局图;DC-基板加工图片。
具体实施方式
为能解决现有电路基板的防焊制程的诸多问题,发明人经过多年的研究及开发,据以改善现有产品的诟病,后续将详细介绍本发明如何以一种基板的激光移除防焊层制程方法来达到最有效率的功能要求。
请参阅图1,图1为本发明的防焊层激光制作方法的流程图。如图1所示,基板的激光移除防焊层制程方法是以通过可控制能量的激光来对一基板的全部或部分进行加工制程作业,而非只是通过人工使用激光来进行电路基板局部或单点的优化,本发明实施例中主要通过基板的激光移除防焊层制程方法来取代现有技术下繁杂流程与减少环境污染,符合ESG标准,ESG分别是环境保护(E,Environmental)、社会责任(S,Social)以及公司治理(G,governance)的缩写。基板的激光移除防焊层制程方法100包括以下步骤:提供一基板,基板表面设置有一焊垫(步骤S101)。于基板与焊垫表面覆盖一防焊层,其中防焊层正对该基板表面处为一遮蔽部,且该防焊层正对于该焊垫处为一清除部(步骤S102)。通过至少一摄影取像模块读取该基板上的一板件生产料号的快速响应矩阵图(步骤S103)。自动导入一电路布局图的数据至一激光设备,其中该电路布局图对应于该板件生产料号(步骤S104)。通过一激光光束且根据该电路布局图来依序对该清除部进行剥除作业(步骤S105)。使该防焊层形成至少一镂空部(步骤S106)。通过该摄影取像模块对该基板进行摄影且取出一基板加工图片(步骤S107)。比对且判断该基板加工图片与该电路布局图是否相同(步骤S108)。如果判断该基板加工图片与该电路布局图的结果为相同,则完成基板加工作业(步骤S109)。如果判断该基板加工图片与该电路布局图的结果为不相同,则该激光光束针对不相同之处再对该清除部进行剥除作业,亦即回到步骤S105。
以下将进一步详细说明基板的激光移除防焊层制程方法,请同时参考图1至图7,图2为本发明的基板的侧视图。图3为本发明的基板覆盖防焊层的侧视图。图4为本发明的激光对基板进行加工的立体示意图。图5为本发明的激光对基板进行加工的侧视图。图6为本发明的比对图形与基板加工图片的示意图。图7为本发明的转译出激光点阵图的示意图。如图所示,在进行基板的激光移除防焊层制程方法100的加工流程时,在步骤S101中,会提供一基板200,其表面设置有焊垫210(如图2所示),并且在步骤S102中,会在基板200与焊垫210的表面覆盖防焊层220,其中防焊层220正对基板200的表面处为一遮蔽部222,且防焊层220正对于焊垫210处为一清除部224,如图3所示。也就是说,此时的电路基板的表面覆盖着绿漆,接下来要对部分的绿漆进行烧蚀或剥除。之后,如图4所示,会将基板200固定在激光加工机台MT上面,且通过激光加工机台MT上的CCD来完成初始定位。接下来,在步骤S103中,会通过摄影取像模块来读取基板200上的板件生产料号的快速响应矩阵图(QR-Code),并且在步骤S104,会自动导入电路布局图TA的数据至一激光设备LE1,其中电路布局图TA对应于板件生产料号。同时,按照一预设定规则,产生每个单元的生产流程编码快速响应矩阵图,于开始施工时同时于每个单位元的指定位置烧入。上述的电路布局图TA是指通过计算机辅助设计(CAD,Computer-Aided Design)/计算机辅助制造系统(CAM,Computer-aidedManufacturing)来产出,这是一个可供自动设计、初稿、与展示的图形导向自动化系统。
值得注意的是,在本发明实施例中,在转译的过程中,电路布局图TA会导入防焊层220的数据,其是将防焊层220的数据做成正片影像、负片影像或图形转档处理,以取得施工图形,其中根据激光光点大小与能量来计算激光光点的重叠面积大小后,转译出一激光点阵图,如图7所示。在图7中,以三种图形的转译来示意,其激光点阵图的分辨率可由设计者或操作者来进行设定。
接下来,关于步骤S105与S106中激光加工机台MT上的激光设备LE1会连线至主机HT,且根据电路布局图TA来依序对基板200上的清除部224进行烧蚀或剥除作业,也就是说,通过X轴向与Y轴向的移动机构来使得激光设备LE1能根据电路布局图TA来对基板200发射可控制能量的激光光束L1以烧蚀或剥除清除部224,进而使防焊层220形成至少一镂空部226。须注意的是,主机HT与激光设备LE1会通过电路布局图TA将基板200区分为多个待加工区域,再由激光光束L1依照一预设定规则对每一个待加工区域的清除部224进行烧蚀或剥除作业,直到跑完整个流程才会进行到下一个步骤S170。激光光束L1所发射出的激光为毫秒级以上的高频激光光束(毫秒、微秒、纳秒或皮秒),激光光束种类可视材质的特性采用CO
最后,请参考图8,图8为本发明的多光源激光对基板进行加工的示意图。激光加工机台MT上具有多个激光设备LE2、LE3与LE4,其分别都连线至主机HT来进行多任务作业。此外,多个激光设备LE2、LE3与LE4分别根据电路布局图TA来分别发射出激光光束L2、L3与L4且依序对基板200上的清除部224进行烧蚀或剥除作业,其中每一激光设备的激光光源所负责的区域为不同,这有助于进一步提高加工制程的效率。本实施例中,以三个激光设备LE2、LE3与LE4作为举例说明,但实际应用上,并不以数量三个作为限制。激光光束L2、L3与L4可以是毫秒级以上的高频激光光束(毫秒、微秒、纳秒或皮秒)。
综上所述,本发明所提供的基板的激光移除防焊层制程方法能够达到以下功效:
1.大幅缩短加工制程的步骤;
2.提升制程良率;
3.具有可控制能量的激光光束;
4.提高加工制程的图案精度;
5.不同焊垫位置的电路基板,皆不再须要先制作出符合电路基板的光罩;
6.不会有温度、湿度等环境条件的影响;
7.不用显影以大幅减少废水污染,同时节省能源;
8.不限油墨,油墨成本降低;
9.采用CO
10.解决现有技术中关于半固化的防焊硬度不足或有黏性,容易在作业中造成报废的问题;以及
11.减少环境伤害,合乎ESG标准,有助于永续发展。
以上所述仅为本发明的较佳实施例而已,并非用来限定本发明实施的范围。故即凡依本发明权利要求书所述的特征及精神所为的均等变化或修饰,均应包括于本发明的保护范围内。
- 用于在基板上形成层的设备和在基板上形成层的方法
- 承载基板以及从承载基板移除黏着层的方法
- 承载基板以及从承载基板移除黏着层的方法