一种特变光伏变压器自动装配机
文献发布时间:2023-06-19 18:32:25
技术领域
本发明涉及一种特变光伏变压器自动装配机。
背景技术
市场上,特变光伏变压器由于结构复杂、装配工艺多且严格,同时对电感值的要求较高,因此一直都是采用人工装配,因此企业需要投入大量的劳动力,使得人力成本高昂,而且人工装配时受工人精力影响,长时间工作也容易导致装配精度下降,影响装配的稳定性。因此,研发一种能够替代人工装配的,能为企业节省巨大的人工成本的同时又能保证装配质量的稳定的特变光伏变压器自动装配机就很有必要。
发明内容
本发明所要解决的技术问题是克服现有技术的不足,提供了一种能够替代人工装配,能为企业节省巨大的人工成本的同时又能保证装配质量的稳定的特变光伏变压器自动装配机。
本发明所采用的技术方案是:本发明包括主基台,所述主基台上分别适配设置有磁圈柱载料仓、第一搬运机械手、主传送轨道、治具座上料轨道以及检测下料轨道,所述主传送轨道上适配设置有磁圈柱送料盘,所述第一搬运机械手的输出端分别适配活动置于所述磁圈柱载料仓的出料端以及所述磁圈柱送料盘的上方,所述磁圈柱载料仓以及所述第一搬运机械手均适配置于所述主传送轨道的一侧,所述治具座上料轨道以及所述检测下料轨道平行并列置于所述主传送轨道的末端,所述主传送轨道的侧边还依次适配设置有磁圈柱套管机构、磁圈柱位置校正机构、气隙垫片装配机、气隙垫片点胶机、点胶检测机、点胶不合格品出料机构、上磁芯装配机构,所述主基台上还设置有第二搬运机械手、座盖体输送机构、座盖螺丝拧紧机构、测试定位机构以及不良品出料机构,所述座盖体输送机构适配跨设在所述治具座上料轨道与所述检测下料轨道的上方,所述第二搬运机械手置于所述主传送轨道的末端的一侧并置于所述治具座上料轨道以及所述检测下料轨道的首端的一侧,所述测试定位机构活动置于所述检测下料轨道的下方并置于所述座盖体输送机构的下方,所述座盖螺丝拧紧机构置于所述检测下料轨道的上方并置于所述座盖体输送机构的后方,所述不良品出料机构置于所述检测下料轨道上并置于所述座盖螺丝拧紧机构的后方。
所述磁圈柱套管机构包括依次对应适配设置在所述主基台上的电机固定板、过线定位板以及顶升固位气缸,所述电机固定板的背面上固定设置有过线电机,所述过线电机的输出端贯穿所述电机固定板并置于所述电机固定板的正面,所述过线电机的输出端上适配设置有主动过线轮,所述电机固定板上还设置有从动过线轮,所述从动过线轮适配置于所述主动过线轮的上方,所述过线定位板适配竖直设置在所述电机固定板的前方,所述电机固定板的后端边缘上固定设置有过线块,所述过线块上设置有第一过线孔,所述过线定位板上设置有与所述第一过线孔适配对应的第二过线孔,所述过线定位板的顶部设置有下切气缸,所述下切气缸的底部输出端上固定连接设置有切刀,所述切刀竖直活动置于所述第二过线孔的上方,所述顶升固位气缸适配对应置于所述过线定位板的前方,所述顶升固位气缸的顶端输出端上固定连接设置有磁圈柱顶升固定板,所述第一搬运机械手的输出端适配活动置于所述磁圈柱顶升固定板的上方。
所述磁圈柱位置校正机构包括依次设置在所述主传送轨道一侧的磁圈柱水平推动校正装置以及磁圈柱压紧到位装置,所述水平推动校正装置包括固定设置在所述主基台上的水平校正支撑架,所述水平校正支撑架上适配活动设置有轨道气缸,所述轨道气缸上适配活动设置有移动块,所述移动块与所述轨道气缸的输出端相连接,所述移动块上适配设置有气动校正夹爪,所述气动校正夹爪适配活动置于所述磁圈柱送料盘的上方,所述磁圈柱压紧到位装置包括竖直设置在所述主基台上的压紧支柱,所述压紧支柱的顶端固定设置有下压轨道气缸,所述下压轨道气缸上适配活动设置有下压带动块,所述下压轨道气缸的底部输出端与所述下压带动块固定连接,所述下压带动块上适配设置有压料轨道以及顶部限位块,所述压料轨道上适配活动设置有压紧块,所述压紧块与所述顶部限位块之间连接设置有缓冲弹簧,所述压紧块适配活动置于所述磁圈柱送料盘的上方。
所述点胶不合格品出料机构包括点胶不合格品搬运支撑板,所述点胶不合格品搬运支撑板上设置有点胶不合格品搬运轨道以及第一搬运气缸组,所述点胶不合格品搬运轨道上适配活动设置有点胶不合格品搬运移动件,所述第一搬运气缸组的输出端与所述点胶不合格品搬运移动件固定连接,所述点胶不合格品搬运移动件上设置有点胶不合格品搬运升降气缸,所述点胶不合格品搬运升降气缸的底部输出端上固定设置有第一张合气缸,所述第一张合气缸的两端输出端上分别适配对应设置有搬运夹板,所述搬运夹板与所述磁圈柱送料盘相适配并活动置于所述磁圈柱送料盘的上方。
所述上磁芯装配机构包括上磁芯翻转装置以及磁圈柱定位装置,所述上磁芯翻转装置包括翻转支撑板,所述翻转支撑板的顶部设置有翻转升降气缸,所述翻转升降气缸的底部输出端上固定连接有翻转固定板,所述翻转固定板的背面固定设置有翻转电机,所述翻转电机的输出端水平穿过所述翻转固定板,所述翻转电机的输出端上适配设置有气动夹紧爪,所述气动夹紧爪适配置于所述翻转固定板的正面并适配活动置于所述磁圈柱送料盘的上方,所述第二搬运机械手的输出端适配活动置于所述气动夹紧爪以及所述磁圈柱送料盘的上方,所述磁圈柱定位装置包括对应适配置于所述主传送轨道的两侧的第一磁圈柱气动推紧件以及第一磁圈柱气动推紧件,所述第一磁圈柱气动推紧件以及所述第一磁圈柱气动推紧件对应活动置于所述磁圈柱送料盘的上方。
所述座盖体输送机构包括座盖体输送支撑架,所述座盖体输送支撑架上设置有座盖体输送导轨以及座盖体输送气缸,所述座盖体输送导轨上适配活动设置有座盖体输送移动块,所述座盖体输送移动块与所述座盖体输送气缸的输出端相连接,所述座盖体输送移动块的顶部设置有座盖体输送升降气缸,所述座盖体输送移动块上均匀设置有座盖体输送升降轨道,所述座盖体输送升降轨道上适配活动适配设置有座盖体输送升降移动块,所述座盖体输送升降移动块的底板的底面两端上分别对应适配设置有座盖体端部气动夹爪,所述座盖体输送升降移动块的底板的底面的两侧上分别对应适配设置有座盖体侧边气动夹爪,所述座盖体输送升降移动块适配活动置于所述治具座上料轨道以及所述检测下料轨道的上方。
所述座盖螺丝拧紧机构包括拧螺丝支撑架,所述拧螺丝支撑架上分别设置有拧螺丝移动导轨以及拧螺丝移送气缸,所述拧螺丝移动导轨上适配活动设置有与所述拧螺丝移送气缸的输出端连接的拧螺丝水平移动板,所述拧螺丝水平移动板上设置有拧螺丝升降导轨以及拧螺丝升降电机,所述拧螺丝升降导轨上适配活动设置有拧螺丝升降板,所述拧螺丝升降板与所述拧螺丝升降电机的输出端相连接,所述拧螺丝升降板的顶部固定设置有拧螺丝主动电机,所述拧螺丝升降板的底部适配设置有螺丝拧转套,所述螺丝拧转套通过缓冲变速传动转轴与所述拧螺丝主动电机的输出端相连接,所述螺丝拧转套适配活动置于所述检测下料轨道的上方。
所述测试定位机构包括固定底板、测试顶升气缸以及测试顶升板,所述固定底板固定设置在所述主基台上,所述测试顶升气缸固定竖直设置在所述固定底板的底部,所述测试顶升板通过滑动导轨适配滑动置于所述固定底板的上方并与所述测试顶升气缸的输出端固定连接,所述测试顶升板上均匀设置有测试平移轨道以及两端开合气缸,所述测试平移轨道上分别适配对应活动设置有线脚夹紧接触装置以及磁圈柱定位治具,所述线脚夹紧接触装置包括线脚夹紧接触移动板,所述线脚夹紧接触移动板适配活动设置在所述测试平移轨道上并与所述两端开合气缸的一个输出端相连接,所述磁圈柱定位治具与所述两端开合气缸的另一个输出端相连接,所述线脚夹紧接触移动板上设置有气动线脚夹紧爪,所述气动线脚夹紧爪与外部测试终端电连接。
所述不良品出料机构包括不良品移送装置以及不良品下料轨道,所述不良品下料轨道置于所述检测下料轨道的一侧,所述不良品移送装置包括不良品搬运支撑架,所述不良品搬运支撑架上适配活动设置有不良品搬运移动块,所述不良品搬运移动块的顶端设置有不良品搬运移动升降气缸,所述不良品搬运移动块上适配活动设置有与所述不良品搬运移动升降气缸的输出端相连接的不良品搬运升降板,所述不良品搬运升降板的底部固定设置有不良品搬运开合气缸,所述不良品搬运开合气缸的两个输出端上分别设置有不良品搬运夹片,所述不良品搬运升降板分别适配活动置于所述检测下料轨道以及所述不良品下料轨道的上方。
有益效果:在本发明中,依次通过磁圈柱套管机构、磁圈柱位置校正机构、气隙垫片装配机、气隙垫片点胶机、点胶检测机、点胶不合格品出料机构、上磁芯装配机构为特变光伏变压器完成磁圈柱的线脚套管、气隙片装配、点胶、点胶检测以及装配上磁芯工序,然后通过第二机械手与座盖体输送机构以及座盖螺丝拧紧机构为磁圈柱装上固定治具,再通过测试定位机构对变压器进行电性检测,最后分开合格品与不合格品的分开下料。整个装配过程免除人工转配,节省庞大的人工成本的同时,也能够有效保证产品的质量的稳定性。
附图说明
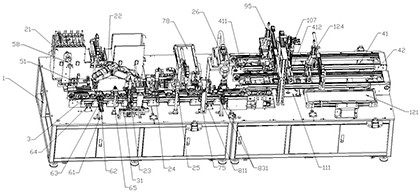
图1是本发明的整体立体示意图;
图2是本发明中磁圈柱套管机构的结构示意图;
图3是本发明中磁圈柱压紧到位装置的结构示意图;
图4是本发明中点胶不合格品出料机构的结构示意图;
图5是本发明中上磁芯装配机构的结构示意图;
图6是本发明中座盖体输送机构的结构示意图;
图7是本发明中座盖螺丝拧紧机构的结构示意图;
图8是本发明中测试定位机构的结构示意图;
图9是发明中不良品移送装置的结构示意图。
具体实施方式
如图1、图2、图3、图4、图5、图6、图7、图8、图9所示,本发明包括主基台1,主基台1上分别适配设置有磁圈柱载料仓21、第一搬运机械手22、主传送轨道3、治具座上料轨道41以及检测下料轨道42,主传送轨道3上适配设置有磁圈柱送料盘31,第一搬运机械手22的输出端分别适配活动置于磁圈柱载料仓21的出料端以及磁圈柱送料盘31的上方,磁圈柱载料仓21以及第一搬运机械手22均适配置于主传送轨道3的一侧,治具座上料轨道41以及检测下料轨道42平行并列置于主传送轨道3的末端,主传送轨道3的侧边还依次适配设置有磁圈柱套管机构、磁圈柱位置校正机构、气隙垫片装配机23、气隙垫片点胶机24、点胶检测机25、点胶不合格品出料机构、上磁芯装配机构,主基台1上还设置有第二搬运机械手26、座盖体输送机构、座盖螺丝拧紧机构、测试定位机构以及不良品出料机构,座盖体输送机构适配跨设在治具座上料轨道41与检测下料轨道42的上方,第二搬运机械手26置于主传送轨道3的末端的一侧并置于治具座上料轨道41以及检测下料轨道42的首端的一侧,测试定位机构活动置于检测下料轨道42的下方并置于座盖体输送机构的下方,座盖螺丝拧紧机构置于检测下料轨道42的上方并置于座盖体输送机构的后方,不良品出料机构置于检测下料轨道42上并置于座盖螺丝拧紧机构的后方。
磁圈柱套管机构包括依次对应适配设置在主基台1上的电机固定板51、过线定位板52以及顶升固位气缸53,电机固定板51的背面上固定设置有过线电机54,过线电机54的输出端贯穿电机固定板51并置于电机固定板51的正面,过线电机54的输出端上适配设置有主动过线轮55,电机固定板51上还设置有从动过线轮56,从动过线轮56适配置于主动过线轮55的上方,过线定位板52适配竖直设置在电机固定板51的前方,电机固定板51的后端边缘上固定设置有过线块57,过线块57上设置有第一过线孔571,过线定位板52上设置有与第一过线孔571适配对应的第二过线孔521,过线定位板52的顶部设置有下切气缸522,下切气缸522的底部输出端上固定连接设置有切刀523,切刀523竖直活动置于第二过线孔521的上方,顶升固位气缸53适配对应置于过线定位板52的前方,顶升固位气缸53的顶端输出端上固定连接设置有磁圈柱顶升固定板531,第一搬运机械手22的输出端适配活动置于磁圈柱顶升固定板531的上方。磁圈柱套管机构还包括固定设置在主基台1上的管套卷料转轴58,管套卷料转轴58置于电机固定板51的侧上方,管套卷料转轴58上适配卷设有管套料,管套料依次穿过第一过线孔571、主动过线轮55与从动过线轮56之间以及第二过线孔521并与顶升固位气缸53对应。
磁圈柱位置校正机构包括依次设置在主传送轨道3一侧的磁圈柱水平推动校正装置以及磁圈柱压紧到位装置,水平推动校正装置包括固定设置在主基台1上的水平校正支撑架61,水平校正支撑架61上适配活动设置有轨道气缸62,轨道气缸62上适配活动设置有移动块63,移动块63与轨道气缸62的输出端相连接,移动块63上适配设置有气动校正夹爪64,气动校正夹爪64适配活动置于磁圈柱送料盘31的上方,磁圈柱压紧到位装置包括竖直设置在主基台1上的压紧支柱65,压紧支柱65的顶端固定设置有下压轨道气缸66,下压轨道气缸66上适配活动设置有下压带动块67,下压轨道气缸66的底部输出端与下压带动块67固定连接,下压带动块67上适配设置有压料轨道671以及顶部限位块672,压料轨道671上适配活动设置有压紧块673,压紧块673与顶部限位块672之间连接设置有缓冲弹簧674,压紧块673适配活动置于磁圈柱送料盘31的上方。
点胶不合格品出料机构包括点胶不合格品搬运支撑板71,点胶不合格品搬运支撑板71上设置有点胶不合格品搬运轨道72以及第一搬运气缸组73,点胶不合格品搬运轨道72上适配活动设置有点胶不合格品搬运移动件74,第一搬运气缸组73的输出端与点胶不合格品搬运移动件74固定连接,点胶不合格品搬运移动件74上设置有点胶不合格品搬运升降气缸75,点胶不合格品搬运升降气缸75的底部输出端上固定设置有第一张合气缸76,第一张合气缸76的两端输出端上分别适配对应设置有搬运夹板77,搬运夹板77与磁圈柱送料盘31相适配并活动置于磁圈柱送料盘31的上方。
上磁芯装配机构包括上磁芯翻转装置以及磁圈柱定位装置,上磁芯翻转装置包括翻转支撑板811,翻转支撑板811的顶部设置有翻转升降气缸812,翻转升降气缸812的底部输出端上固定连接有翻转固定板813,翻转固定板813的背面固定设置有翻转电机814,翻转电机814的输出端水平穿过翻转固定板813,翻转电机814的输出端上适配设置有气动夹紧爪815,气动夹紧爪815适配置于翻转固定板813的正面并适配活动置于磁圈柱送料盘31的上方,第二搬运机械手26的输出端适配活动置于气动夹紧爪815以及磁圈柱送料盘31的上方,磁圈柱定位装置包括对应适配置于主传送轨道3的两侧的第一磁圈柱气动推紧件821以及第一磁圈柱气动推紧件822,第一磁圈柱气动推紧件821以及第一磁圈柱气动推紧件822对应活动置于磁圈柱送料盘31的上方。
座盖体输送机构包括座盖体输送支撑架91,座盖体输送支撑架91上设置有座盖体输送导轨92以及座盖体输送气缸93,座盖体输送导轨92上适配活动设置有座盖体输送移动块94,座盖体输送移动块94与座盖体输送气缸93的输出端相连接,座盖体输送移动块94的顶部设置有座盖体输送升降气缸95,座盖体输送移动块94上均匀设置有座盖体输送升降轨道,座盖体输送升降轨道上适配活动适配设置有座盖体输送升降移动块96,座盖体输送升降移动块96的底板的底面两端上分别对应适配设置有座盖体端部气动夹爪97,座盖体输送升降移动块96的底板的底面的两侧上分别对应适配设置有座盖体侧边气动夹爪98,座盖体输送升降移动块96适配活动置于治具座上料轨道41以及检测下料轨道42的上方。
座盖螺丝拧紧机构包括拧螺丝支撑架101,拧螺丝支撑架101上分别设置有拧螺丝移动导轨102以及拧螺丝移送气缸103,拧螺丝移动导轨102上适配活动设置有与拧螺丝移送气缸103的输出端连接的拧螺丝水平移动板102,拧螺丝水平移动板102上设置有拧螺丝升降导轨104以及拧螺丝升降电机105,拧螺丝升降导轨104上适配活动设置有拧螺丝升降板106,拧螺丝升降板106与拧螺丝升降电机105的输出端相连接,拧螺丝升降板106的顶部固定设置有拧螺丝主动电机107,拧螺丝升降板106的底部适配设置有螺丝拧转套108,螺丝拧转套108通过缓冲变速传动转轴109与拧螺丝主动电机107的输出端相连接,螺丝拧转套108适配活动置于检测下料轨道42的上方。
测试定位机构包括固定底板111、测试顶升气缸112以及测试顶升板113,固定底板111固定设置在主基台1上,测试顶升气缸112固定竖直设置在固定底板111的底部,测试顶升板113通过滑动导轨适配滑动置于固定底板111的上方并与测试顶升气缸112的输出端固定连接,测试顶升板113上均匀设置有测试平移轨道114以及两端开合气缸118,测试平移轨道114上分别适配对应活动设置有线脚夹紧接触装置以及磁圈柱定位治具117,线脚夹紧接触装置包括线脚夹紧接触移动板115,线脚夹紧接触移动板115适配活动设置在测试平移轨道114上并与两端开合气缸118的一个输出端相连接,磁圈柱定位治具117与两端开合气缸118的另一个输出端相连接,线脚夹紧接触移动板115上设置有气动线脚夹紧爪116,气动线脚夹紧爪116与外部测试终端电连接。
不良品出料机构包括不良品移送装置以及不良品下料轨道121,不良品下料轨道121置于检测下料轨道42的一侧,不良品移送装置包括不良品搬运支撑架122,不良品搬运支撑架122上适配活动设置有不良品搬运移动块123,不良品搬运移动块123的顶端设置有不良品搬运移动升降气缸124,不良品搬运移动块123上适配活动设置有与不良品搬运移动升降气缸124的输出端相连接的不良品搬运升降板125,不良品搬运升降板125的底部固定设置有不良品搬运开合气缸126,不良品搬运开合气缸126的两个输出端上分别设置有不良品搬运夹片127,不良品搬运升降板125分别适配活动置于检测下料轨道42以及不良品下料轨道121的上方。
本发明的工作原理:
第一搬运机械手22将磁圈柱211自磁圈柱载料仓21搬运并竖直放置在磁圈柱顶升固定板531上,过线电机54启动,主动过线轮55将管套料往前移送,直至插套在磁圈柱的线脚后过线电机54停止,切刀523在下切气缸522的带动下向下运动,把管套料在第二过线孔521处切断,至此完成磁圈柱的线脚套管。接着第一搬运机械手22将磁圈柱搬运至位于主传送轨道3的首端上的通过外部送料盘上料结构上料的磁圈柱送料盘31的右侧上的下磁芯上,磁圈柱送料盘31的左侧适配设置有上磁芯。磁圈柱送料盘31在主传送轨道3的带动下,先到达磁圈柱水平推动校正装置上,磁圈柱被进行竖直位置上的定位校准调整,然后磁圈柱送料盘31被传送至磁圈柱压紧到位装置处,压紧块673下降并向下缓冲抵压磁圈柱的顶部进而使得磁圈柱被固定安装在下磁芯上。磁圈柱送料盘31接着被传送至气隙垫片装配机23处对磁圈柱进行气隙垫片安装,再在气隙垫片点胶机24处对磁圈柱进行气隙垫片点胶,接着再在点胶检测机25出对磁圈柱进行气息垫片安装检测。检测不合格的磁圈柱所在的磁圈柱送料盘31会被点胶不合格品出料机构移送至点胶不合格下料轨道78处下料,检测合格的磁圈柱所在的磁圈柱送料盘31会被传送至上磁芯装配机构处进行上磁芯装配。进行上磁芯装配时,气动夹紧爪815下降并将置于磁圈柱送料盘31上的上磁芯831抓起,再在翻转电机814的带动下带动上磁芯831上下翻转一百八十度,此时上磁芯831的安装面朝下,接着第二搬运机械手26将上磁芯831自气动夹紧爪815处取下并移送安装至磁圈柱的顶部,完成上磁芯的安装,得到变压器产品。
同时,在治具座上料轨道41上通过外部治具座上料机构已上料有若干个治具座411,各个治具座411通过治具座上料轨道41的带动依次输送至座盖体输送机构的下方,此时治具座411的座盖体412被座盖体端部气动夹爪97下降被抓起,第二搬运机械手26将完成上磁芯安装的磁圈柱移送至治具座411内,接着第二搬运机械手26再将整个治具座411移送至检测下料轨道42的首端上,同时座盖体412被座盖体端部气动夹爪97移送至位于检测下料轨道42上的治具座411的上方并被下降适配放置在治具座411上,盖上座盖体412的治具座411在检测下料轨道42传送下被送至螺丝拧转套108的下方,同时也置于测试顶升板113的上方。螺丝拧转套108被带动下降套设在座盖体412顶部的连接螺丝413上,同时测试顶升板113被带动上升,直至气动线脚夹紧爪116对准磁圈柱的线脚,然后气动线脚夹紧爪116移动并夹紧磁圈柱的线脚,磁圈柱定位治具117同时移动并抵紧磁圈柱,螺丝拧转套108被带动转动,开始对连接螺丝413进行拧紧,使得座盖体412开始紧接治具座411,过程中,座盖体412对上磁芯对变压器整体起到下压作用,同时通过气动线脚夹紧爪116对变压器进行电性检测,数据通过外部测试终端计算显示。当测试的值达到预设值范围时,变压器产品为合格品,螺丝拧转套108停止转动并上升复位,气动线脚夹紧爪116以及磁圈柱定位治具117均复位,变压器产品在治具座411内被检测下料轨道42下料。当测试的值随着螺丝拧转套108的继续拧紧而一直达不到预设值范围时,则判断为不合格品,螺丝拧转套108停止转动并上升复位,气动线脚夹紧爪116以及磁圈柱定位治具117均复位,变压器产品在治具座411被不良品移送装置移送至不良品下料轨道121上下料。
本发明适用于特变光伏变压器生产装配领域。
- 一种光伏发电升压逆变一体机
- 一种光伏固态变压器、光伏逆变系统以及双向高压变流器
- 一种光伏发电用干式变压器及光伏逆变系统