一种龙骨自动同步调节加工系统
文献发布时间:2023-06-19 19:16:40
技术领域
本发明涉及龙骨质量检测技术领域,具体涉及一种龙骨自动同步调节加工系统。
背景技术
自动化产线生产龙骨时,按照生产流程,龙骨在不同工段设备间传输加工。
在龙骨加工过程中,由于龙骨钢带较长,会出现龙骨跨度两个及以上工段设备的情况,例如钢带在冲床上裁切、打孔,在龙骨轧机上轧制成型,由于冲床和龙骨轧机进行不同的操作,加工时长存在差异,冲床和龙骨轧机容易速度不匹配,同一条钢带在速度不匹配的冲床和龙骨轧机上输送加工时,会对钢带产生拉拽应力,导致钢带变形,齿形、孔径大小不一,影响龙骨产品质量。
因此,为了不影响龙骨产品质量,亟需要解决冲床和龙骨轧机运行速度不匹配的问题。
发明内容
本发明的目的在于提供一种龙骨自动同步调节加工系统,以解决现有技术中龙骨加工过程中的冲床和龙骨轧机运行速度不匹配的技术问题。
为解决上述技术问题,本发明具体提供下述技术方案:
一种龙骨自动同步调节加工系统,包括:
冲床,用于对龙骨冲压裁切、打孔;
龙骨轧机,设置在所述冲床下游,用于加工龙骨造型;
检测机构,设置在所述冲床与所述龙骨轧机之间,用于检测龙骨的输送状态;
导引承托机构,设置在所述冲床和龙骨轧机之间,所述导引承托机构连接在所述检测机构尾部并用于承托输送龙骨;
控制装置,所述冲床、所述龙骨轧机、所述检测机构及所述导引承托机构分别与所述控制装置电性连接并受所述控制装置控制动作;
所述检测机构包括第一检测探头和第二检测探头,在所述第一检测探头和所述第二检测探头之间设置有预设输送区间;所述控制装置根据所述检测机构的检测结果判断龙骨是否超出预设输送区间,在龙骨超出预设输送区间时,所述控制装置调控所述冲床和所述龙骨轧机的运行速度匹配,并同时调控所述导引承托机构工作以承托龙骨从而避免龙骨接触地面。
作为本发明的一种优选方案,在龙骨超出预设输送区间时,所述控制装置根据龙骨偏移的方向,调节所述龙骨轧机的运行速度,以使龙骨回到预设输送空间中输送;
其中,龙骨超出预设输送区间且位于预设输送区间上方,所述控制装置控制所述龙骨轧机减速;龙骨超出预设输送区间且位于预设输送区间下方,所述控制装置控制所述龙骨轧机加速。
作为本发明的一种优选方案,设定龙骨水平拉直无张力时所处平面高度为基准面,预设输送区间的上限高度设置在基准面下方,预设输送区间的下限高度为基准面竖直高度的一半,龙骨整体在预设输送区间内输送时表明龙骨处于正常输送状态。
作为本发明的一种优选方案,所述第一检测探头和第二检测探头上下设置且检测端头正相对,所述控制装置根据所述第一检测探头和所述第二检测探头的检测结果及检测结果之间的和差关系判断所述检测机构是否故障。
作为本发明的一种优选方案,在所述第二检测探头底部设置有底框架,在所述第二检测探头上方设置有顶框架,所述顶框架和所述底框架平行设置且通过多根限位立柱连接,所述第一检测探头和所述第二检测探头对应安装在所述顶框架和所述底框架上;
所述预设输送区间设置在所述顶框架所述底框架及周侧的所述限位立柱围成的矩形空间内部,所述第一检测探头和所述第二检测探头正相对且分别设置在所述预设输送空间的竖直中心线上,根据所述第一检测探头和所述第二检测探头检测距离的差值关系从而判断龙骨是否超出预设输送区间。
作为本发明的一种优选方案,所述限位立柱、所述顶框架和所述底框架设置为绝缘体。
作为本发明的一种优选方案,所述控制装置包括信息处理单元、控制单元、一级警报器、二级警报器和计时器,所述控制单元、所述第一检测探头和所述第二检测探头分别与所述信息处理单元电性连接,所述冲床、所述龙骨轧机、所述一级警报器、所述二级警报器和所述计时器分别与所述控制单元电性连接;
所述控制单元根据所述信息处理单元的处理结果判断龙骨输送状态,在控制单元判定龙骨超出正常输送状态时,所述控制单元调控所述龙骨轧机与冲床的速度相匹配,且所述控制单元控制开启所述一级警报器报警并开启所述计时器统计所述一级警报器警报时间,在所述计时器统计的警报时间达到预设时长而龙骨仍没有恢复到预设输送区间内,则表明系统设备故障;
在所述控制单元调节下游加工设备速度与上游加工设备速度匹配过程中,所述检测机构检测到龙骨仍超出所述预设输送区间,则所述控制单元控制所述导引承托机构导引承托龙骨以避免龙骨落地。
作为本发明的一种优选方案,所述导引承托机构包括导引辊组和挤压辊组,所述导引辊组设置在所述挤压辊组的上游,且所述导引辊组和所述挤压辊组分别通过U形支架安装;
其中,所述导引辊组能够在竖直方向上移动,且当龙骨在预设输送区间内输送时,所述导引辊组对龙骨的导引角度为零,当龙骨超出预设输送区间时,所述导引辊组向上和/或向下移动以增大或减小对龙骨的导引角度,且所述导引辊组在竖直方向上对龙骨导引承托至少一次,所述挤压辊组对导引后的龙骨进行挤压拉出。
作为本发明的一种优选方案,所述导引辊组包括第一引导辊和第二引导辊,在所述第一引导辊和所述第二引导辊对应的所述U形支架两侧分别安装有自调滑动轨道,所述第一引导辊和所述第二引导辊的两端分别通过移动连接块安装在所述自调滑动轨道上,且在所述第一引导辊和所述第二引导辊端部分别安装有驱动电机;
所述第一引导辊和所述第二引导辊分别在所述驱动电机驱动下转动以导送龙骨,所述第一引导辊和所述第二引导辊分别在匹配连接的所述自调滑动轨道带动下移动,所述自调滑动轨道与所述控制装置连接并受所述控制装置调控动作。
作为本发明的一种优选方案,所述第一引导辊设置在龙骨底部,所述第二引导辊设置在所述龙骨顶部,正常状态下龙骨水平经过所述导引辊组,所述第二引导辊和所述第一引导辊分别与龙骨的上下表面相切且倒角为零;
所述控制装置调控上下游加工设备运行速度匹配过程中,所述第一引导辊向上移动导引龙骨,所述第二引导辊向下移动导引龙骨,所述第一引导辊和所述第二引导辊上下移动范围不受龙骨预设输送区间高度范围的约束。
本发明与现有技术相比较具有如下有益效果:
本发明通过设置检测机构对龙骨输送状态进行检测,根据检测机构对龙骨输送状态的检测结果,及时发现问题并在发现问题后自动调整前后工段上加工设备速度同步匹配,以使龙骨恢复正常输送状态,且通过导引承托机构,能够在调节速度匹配过程中,对龙骨进行承托,避免坠地,保证龙骨质量。
附图说明
为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
图1为本发明实施例提供的检测机构的整体结构示意图;
图2为本发明实施例提供的龙骨从检测机构的检测通道中穿过的示意图;
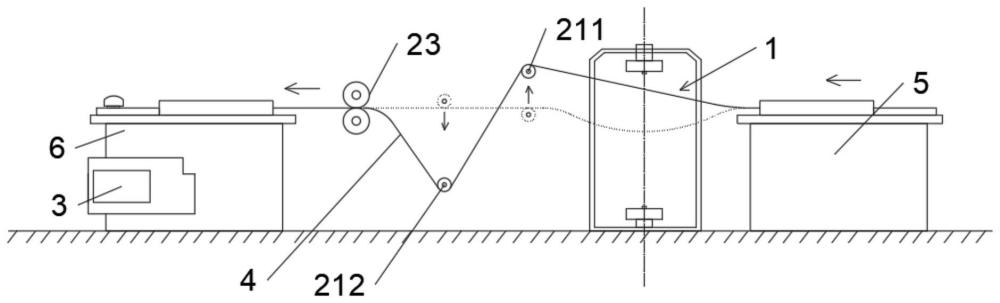
图3为本发明实施例提供的应用龙骨检测装置的龙骨生产系统的示意图;
图4为本发明实施例提供的导引调节龙骨钢带垂度的示意图;
图5为本发明实施例提供的钢带垂度预设输送区间的区间范围示意图;
图6为本发明实施例提供的控制装置调控加工系统工作的信号流程框图;
图7为本发明实施例提供的同步调节加工系统的调节方法流程图;
图中的标号分别表示如下:
1-检测机构;2-导引承托机构;3-控制装置;4-钢带;5-冲床;6-龙骨轧机;
11-第一检测探头;12-第二检测探头;13-顶框架;14-底框架;15-限位立柱;21-导引辊组;22-U形支架;23-挤压辊组;31-控制单元;32-信息处理单元;33-一级警报器;34-二级警报器;35-计时器;
211-第一引导辊;212-第二引导辊;213-自调滑动轨道;214-驱动电机;215-移动连接块。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
自动化产线生产产品时,产品在不同工段之间输送加工,不同输送工段的加工设备运行速度不匹配,影响产品质量。以下以产线化生产轻钢卡骨为例,进行表述。
龙骨钢带在设备间输送加工,经过裁切、打孔、折弯等步骤后,加工形成卡骨。通常一整条钢带在多个设备上同时输送加工,但是多个设备对同一条钢带加工速度与钢带输送速度不匹配时,容易导致质量问题。例如如遇到冲床和龙骨机速度不匹配的时候,会产生钢带拉拽现象,导致龙骨冲压的齿形大小不一,影响龙骨质量,因此需要检测龙骨输送状态,以及时调整前后段加工设备速度同步匹配。
如图3结合图4所示,本发明提供了一种龙骨自动同步调节加工系统,包括冲床5、龙骨轧机6、检测机构1、导引承托机构2和控制装置3,检测机构1和导引承托机构2设置在冲床5和龙骨轧机6之间,且导引承托机构2连接在检测机构1尾部,检测机构1用于检测龙骨的输送状态,导引承托机构2承托输送龙骨。
冲床5和龙骨轧机6、检测机构1及导引承托机构2分别与控制装置3电性连接并受控制装置3控制动作。
冲床5对钢带裁切打孔,以加工得到卡勾和安装孔,通过设置在冲床5下游龙骨轧机6,牵拉出裁切打孔后的钢带。冲床5与龙骨轧机6之间留有空间,正常输送时,钢带在龙骨轧机6与冲床5之间呈悬空状态输送。
龙骨轧机6与冲床5的运行速度关系到龙骨钢带的输送状态,也就是龙骨钢带悬空输送的垂度:钢带张紧绷直(垂度小)或垂落堆叠(垂度大);
龙骨轧机6对龙骨(钢带)的拉出速度较大,钢带张紧绷直,垂度较小,龙骨轧机6对钢带的拉出速度较小,钢带松弛垂下,而钢带理想的输送状态为,钢带无张力,有一定的垂度,悬空输送,但不会垂落到地面上堆叠。
在检测机构1内设置预设输送区间,钢带从预设预设输送区间穿过,以检测龙骨钢带的垂度。
控制装置3调控原则以保持冲床5加工速度稳定为准,也就是说,在出现速度不匹配问题时,能够调整下游龙骨轧机6的速度,则不改变冲床5的加工速度,以保证龙骨加工质量。
在龙骨超出预设输送区间时,控制装置3根据龙骨偏移的方向,调整龙骨轧机6的运行速度,以使得龙骨回到预设输送空间:在检测机构1检测到龙骨垂度低于预设输送区间的下限高度,控制装置3控制龙骨轧机6减速;在检测机构1检测到龙骨垂度大于预设状态,控制装置3控制龙骨轧机6加速。
具体地,检测机构1包括第一检测探头11和第二检测探头12,在第一检测探头11和第二检测探头12之间设置有预设输送区间,控制装置3根据检测机构1的检测结果判断龙骨是否超出预设输送区间,在龙骨超出预设输送区间时,控制装置3调控龙骨轧机6和冲床的运行速度,并同时调控导引承托机构2工作以承托龙骨从而避免龙骨接触地面。
控制装置3调节龙骨轧机6与冲床5速度匹配,不一定是保持龙骨轧机6与冲床5以相同的速度运行,能够保持龙骨钢带在预设输送区间内输送即可,动态调节龙骨轧机6的运行速度使得龙骨钢带保持一定的垂度状态,整体在预设输送区间内输送。
其中,第一检测探头11和第二检测探头12上下设置且检测端头正相对,控制装置3根据第一检测探头11和第二检测探头12的检测结果及检测结果之间的和差关系判断检测机构1是否故障。
第一检测探头11和第二检测探头12安装位置固定,第一检测探头11和第二检测探头12之间的距离为定值,则第一检测探头11和第二检测探头12检测距离之和为固定值,在第一检测探头11和第二检测探头12的检测距离之和发生改变,则表明第一检测探头11或第二检测探头12的检测存在问题,需要维护修理。
如图1中给出了检测机构1的三维结构示意图,在第二检测探头12底部设置有底框架14,在第二检测探头12上方设置有顶框架13,顶框架13和底框架14平行设置且通过多根限位立柱15连接,限位立柱15、顶框架13和底框架14设置为绝缘体,避免干扰第一检测探头11和第二检测探头12工作,第一检测探头11和第二检测探头12对应安装在顶框架13和底框架14上。
预设输送区间设置在顶框架13底框架14及周侧的限位立柱15围成的矩形空间内部,第一检测探头11和第二检测探头12正相对且分别设置在预设输送空间的竖直中心线上,根据第一检测探头11和第二检测探头12检测距离的差值关系从而判断龙骨是否超出预设输送区间,实现龙骨输送状态的自动化检测,相比于人工检测,能够应用兼顾整个产线,效率更高。
在将龙骨轧机6调整到与冲床5速度同步匹配之前,龙骨轧机6的速度处于动态变化的状态,冲床5保持加工状态,龙骨钢带可能会超出预设输送区间。本实施例通过设置导引辊组21在龙骨钢带垂度较大时将设备之间的一段龙骨钢带整体向上提拉,避免龙骨钢带接触地面接触地面。
导引承托机构2包括导引辊组21和挤压辊组23,导引辊组21设置在挤压辊组23的上游,且导引辊组21和挤压辊组23分别通过U形支架22安装。
其中,导引辊组21能够在竖直方向上移动,且当龙骨在预设输送区间内输送时,导引辊组21对龙骨的导引角度为零,当龙骨超出预设输送区间时,导引辊组21向上和/或向下移动以增大或减小对龙骨的导引角度,且导引辊组21在竖直方向上对龙骨导引承托至少一次,挤压辊组23对导引后的龙骨进行挤压拉出。
设置至少两个引导辊对龙骨钢带进行牵引承托,减小钢带垂度,避免落地。
本实施例以设置两个引导辊为例进行详细说明,具体如下:
如图2中所示,导引辊组21包括第一引导辊211和第二引导辊212,在第一引导辊211和第二引导辊212对应的U形支架22两侧分别安装有自调滑动轨道213,第一引导辊211和第二引导辊212的两端分别通过移动连接块215安装在自调滑动轨道213上,且在第一引导辊211和第二引导辊212端部分别安装有驱动电机214。
第一引导辊211和第二引导辊212分别在驱动电机214驱动下转动以导送龙骨,第一引导辊211和第二引导辊212分别在匹配连接的自调滑动轨道213带动下移动,自调滑动轨道213与控制装置3连接并受控制装置3调控动作。
自调滑动轨道213包括滑动轨道,螺杆,驱动电机,螺杆贯穿移动连接块215,驱动电机驱动螺杆转动,移动连接块215在螺杆带动下沿着螺杆移动,第一引导辊211(第二引导辊212)的两端分别固定安装在移动连接块215上,第一引导辊211和螺杆在移动连接块215上的安装位置无重叠,如图2中可以看出,螺杆贯穿移动连接块215中心安装,第一引导辊211或第二引导辊212与移动连接块215偏心连接,螺杆转动与第一引导辊211转动互不影响。
由于设置引导辊的目的是托起龙骨钢带,因此,第一引导辊211设置在龙骨底部,第二引导辊212设置在龙骨顶部。
在正常状态下龙骨水平经过导引辊组21,第二引导辊212和第一引导辊211分别与龙骨的上下表面相切且倒角为零,如图3中所示。
在上下游加工设备的速度未同步匹配导致钢带垂度较大时,第一引导辊211向上移动导引龙骨,第二引导辊212向下移动导引龙骨,且第一引导辊211和第二引导辊212上下移动范围不受龙骨预设输送区间高度范围的约束。
另,从检测机构1的预设输送区间引出到第一引导辊211的龙骨钢带段不接触检测机构1的顶框架13和限位立柱15,以避免龙骨钢带剐蹭到检测机构1的框架造成刮痕折痕。
根据上述陈述的龙骨自动同步调节加工系统,本申请进一步给出同步调节加工系统的调节方法过程,如图7中流程图所示,包括步骤:
系统开启,并进行故障自检。
系统开机自检包括但不限于控制装置各运行模块工作电压电流是否运行正常,检测机构1的两个检测探头互检,是否能够正常检测。
控制装置3根据检测机构1的检测结果以判断龙骨是否处于正常输送状态。
龙骨垂度位于预设输送区间表述龙骨处于正常输送状态,设定龙骨水平拉直无张力时所处平面高度为基准面,预设输送区间的上限高度设置在基准面下方,预设输送区间的下限高度为基准面竖直高度的一半。
在龙骨超出正常输送状态时,控制装置3调整冲床5和龙骨轧机6运行速度相匹配;在调节速度匹配工程中,控制装置3根据检测机构1的实时监测结果判定龙骨钢带超出预设输送区间的下限高度时,控制导引承托机构2工作,以避免在调整速度匹配过程中,龙骨接触底面;龙骨恢复正常输送状态后,控制装置调控导引承托机构复位。
举例来说,假设龙骨钢带张紧拉直状态下,与在冲床5上接受加工时的高度保持齐平,以此为水平基准线,第一检测探头11固定设置在水平基准线上方20厘米处,第二检测探头12固定设置在水平基准线下方80厘米处,如图5中所示。
设定第一检测探头11检测距离范围为30~60厘米,第二检测探头12检测距离范围为70~40厘米,第二检测探头12与第一检测探头11的差值在40~-20厘米之间变化,水平基准线以下的10厘米处为钢带输送过过程中垂度上限位,水平基准线以下40厘米处为钢带输送过程中垂度下限位,钢带保持垂落在垂度上限位与垂度下限位之间30厘米范围内。
钢带较薄,与上下100厘米的总长距离相比,钢带厚度所占距离很小,为了计算和表述方便,钢带厚度忽略不计,如此,第一检测探头11和第二检测探头12的检测距离之和为100厘米固定不变。
在控制装置3内设定龙骨输送状态处于第二检测探头12检测值与第一检测探头11的差值大于40厘米,控制装置3控制龙骨轧机6减速;在控制装置3内设定龙骨输送状态处于第二检测探头12与第一检测探头11的差值小于-20厘米,控制装置3控制龙骨轧机6加速。
控制装置3控制导引承托机构2承托龙骨钢带,以保持龙骨钢带在预设输送区间内为准,在达到预设输送区间后,控制装置3则不再调控第一引导辊211和第二引导辊212继续上下移动,避免调节过多,适得其反。
控制装置3包括信息处理单元32、控制单元31、一级警报器33、二级警报器34和计时器35,控制单元31、第一检测探头11和第二检测探头12分别与信息处理单元32电性连接,冲床5、龙骨轧机6、一级警报器33、二级警报器34和计时器35分别与控制单元31电性连接。
如图6中给出了控制装置3的控制信号流程框图,控制单元31根据信息处理单元32的处理结果判断龙骨输送状态,在控制单元31判定龙骨超出正常输送状态时,控制单元31调控龙骨轧机6与冲床5的速度相匹配,控制单元31控制开启一级警报器33报警,同时开启计时器35统计一级警报器33警报时间,在统计的警报时间达到预设时长但龙骨仍没有恢复到预设输送区间内,则表明系统设备故障,则控制装置3控制二级警报器34启动报警。
在控制单元31调节龙骨轧机6速度与冲床5速度匹配过程中,检测机构1检测到龙骨仍超出预设输送区间,则控制单元31控制导引承托机构2导引龙骨以避免龙骨落地。
以上实施例仅为本申请的示例性实施例,不用于限制本申请,本申请的保护范围由权利要求书限定。本领域技术人员可以在本申请的实质和保护范围内,对本申请做出各种修改或等同替换,这种修改或等同替换也应视为落在本申请的保护范围内。
- 一种自动调节钢筋笼加工直径装置和调节方法
- 一种变电站配电室的环境自动调节系统及调节方法
- 一种机械加工用可调节的自动焊接装置
- 一种用于永磁同步电机矢量控制的自抗扰控制器参数自动调节系统
- 一种石膏板全自动同步取样系统的升降调节组件