部件压接装置以及部件压接方法
文献发布时间:2023-06-19 19:20:08
技术领域
本公开涉及将部件压接于基板的部件压接装置等。
背景技术
以往,提供了一种将电子部件(以下仅称为“部件”)压接于液晶面板等面板的部件压接装置。在专利文献1中,这样的部件压接装置作为液晶驱动安装机而公开。该部件压接装置使部件隔着作为各向异性导电构件的ACF(Anisotropic Conductive Film,各向异性导电膜)压接于液晶面板的端部。也就是说,在该液晶面板的端部,作为粘接构件而粘贴有ACF。部件压接装置将部件搭载于液晶面板的粘贴了该ACF的部分,并压接于液晶面板。
在先技术文献
专利文献
专利文献1:日本特开2005-317784号公报
然而,在上述专利文献1的部件压接装置中,存在如下问题,即,生产率有可能下降。
发明内容
发明要解决的问题
因此,在本公开中,提供一种能够谋求生产率的提高的部件压接装置等。
用于解决问题的技术方案
本公开的一个方式涉及的部件压接装置具备:基板供给部,供给基板;部件载置部,向所供给的所述基板载置部件;热压接部,将载置在所述基板的所述部件热压接于所述基板;壳体,容纳所述基板供给部、所述部件载置部以及所述热压接部;和气压调整机构,调整所述壳体内的气压,使得所述壳体内配置有所述部件载置部的第1空间的气压变得高于(i)所述壳体内配置有所述基板供给部的第2空间的气压以及(ii)所述壳体内配置有所述热压接部的第3空间的气压。
另外,这些包括性的或者具体的方式可以通过系统、方法、集成电路、计算机程序或者计算机可读取的CD-ROM等记录介质来实现,也可以通过系统、方法、集成电路、计算机程序以及记录介质的任意组合来实现。此外,记录介质也可以为非易失性的记录介质。
发明效果
本公开的部件压接装置能够谋求生产率的提高。
本公开的一个方式中的进一步的优点以及效果根据说明书以及附图可明确。关于相应的优点以及/或者效果,可通过几个实施方式和说明书以及附图记载的特征分别提供,但为了获得一个或者一个以上的同一特征,未必需要提供全部。
附图说明
图1是示出实施方式中的部件压接装置的概略结构的图。
图2是实施方式中的部件压接装置的俯视图。
图3是示出实施方式中的部件压接装置的外观的一例的立体图。
图4是示出实施方式中的吸气部以及排气部的具体的配置例的图。
图5是示出实施方式中的部件压接装置的功能结构的一例的框图。
图6是示出实施方式中的空气的供给以及排出和壳体内的气压分布的一例的图。
图7是示出实施方式中的部件压接装置的处理动作的一例的流程图。
图8是示出实施方式的变形例1中的壳体的一例的图。
图9是示出实施方式的变形例2中的吸气部以及排气部的装配例的图。
符号说明
1 部件压接装置;
3 基板;
4 电极部;
5 部件;
7 壳体;
7a 第1壳体;
7b 第2壳体;
8 管道;
10 控制部;
20 粘贴部(基板供给部);
21 基板移动机构;
22 粘贴机构;
23 工作台;
23a 吸附孔;
30 预压接部(部件载置部);
31 基板移动机构;
32 部件搭载机构;
34 压接工具;
35 部件移送机构;
36 背撑工作台;
37 工作台;
37a 吸附孔;
40 正式压接部(热压接部);
41 基板移动机构;
42 压接机构;
43 压接工具;
46 压接支承部;
49 工作台;
49a 吸附孔;
50 部件供给部;
50a 供给机构;
51 供给卷盘;
52 冲裁部;
53 可动工作台;
54 轨道;
61 移动基座;
62A 搬送机构;
62B 搬送机构;
62C 搬送机构;
63 基部;
64 臂单元;
70 气压调整机构;
71、71a、71b、71c、71d 吸气部;
72、72a、72b、72c、72d 排气部;
73、74 配管。
具体实施方式
(成为本公开的基础的见解)
本发明人关于“背景技术”一栏中记载的上述专利文献1的部件压接装置,发现了会产生以下的问题。
上述专利文献1的部件压接装置具备:ACF贴附装置,将ACF贴附于基板;预压接装置,使部件隔着ACF预压接于基板;和部件安装机,进行针对该被预压接的部件的正式压接。而且,部件压接装置通过基于这些ACF贴附装置、预压接装置以及部件安装机的作业,生产在基板压接了一个以上的部件的安装基板。在此,这些ACF贴附装置、预压接装置以及部件安装机被部件压接装置的壳体覆盖。
因此,即使漂浮在部件压接装置的周围的粉尘等颗粒欲钻入壳体的内部,也会被该壳体遮挡。其结果是,可抑制颗粒向壳体内的进入。由此,能够抑制颗粒附着于基板和部件的接合部位所引起的安装基板的成品率的下降。
然而,颗粒不仅存在于部件压接装置的壳体的外部,还存在于该壳体的内部。例如,有时由于ACF贴附装置、预压接装置以及部件安装机进行作业从而颗粒飞扬。这样的颗粒有可能附着于基板和部件的接合部位。其结果是,仅通过壳体难以充分地抑制颗粒所引起的安装基板的成品率的下降。也就是说,安装基板的生产率有可能下降。
为了解决这样的问题,本公开的一个方式涉及的部件压接装置具备:基板供给部,供给基板;部件载置部,向所供给的所述基板载置部件;热压接部,将载置在所述基板的所述部件热压接于所述基板;壳体,容纳所述基板供给部、所述部件载置部以及所述热压接部;和气压调整机构,调整所述壳体内的气压,使得所述壳体内配置有所述部件载置部的第1空间的气压变得高于(i)所述壳体内配置有所述基板供给部的第2空间的气压以及(ii)所述壳体内配置有所述热压接部的第3空间的气压。
由此,第1空间的气压高于第2空间以及第3空间的气压,因此产生从第1空间向第2空间以及第3空间流动的气流。其结果是,即使颗粒因基板供给部以及热压接部中的作业而在第2空间以及第3空间内飞扬,也能够抑制该颗粒漂浮而进入第1空间。也就是说,当配置在第1空间的部件载置部向基板载置部件时,能够抑制该颗粒钻入部件与基板之间的可能性。因而,能够抑制颗粒附着于基板和部件的接合部位所引起的安装基板的成品率的下降,能够提高安装基板的生产率。换言之,能够提高第1空间的清洁度,能够提高安装基板的质量。
此外,也可以是,还具备向所述部件载置部供给所述部件的部件供给部,所述壳体还容纳所述部件供给部,所述气压调整机构调整所述壳体内的气压,使得所述第1空间的气压变得高于所述壳体内配置有所述部件供给部的第4空间的气压。
由此,第1空间的气压高于第4空间的气压,因此产生从第1空间向第4空间流动的气流。其结果是,即使颗粒因部件供给部中的作业而在第4空间内飞扬,也能够抑制该颗粒漂浮而进入第1空间。也就是说,当配置在第1空间的部件载置部向基板载置部件时,能够抑制该颗粒钻入部件与基板之间的可能性。因而,能够进一步抑制颗粒附着于基板和部件的接合部位所引起的安装基板的成品率的下降,能够进一步提高安装基板的生产率。换言之,能够进一步提高第1空间的清洁度,能够进一步提高安装基板的质量。
此外,所述气压调整机构也可以具有将所述壳体的外部的空气净化并吸引到所述壳体的内部的一个以上的吸气部、和将所述壳体的内部的空气排出到所述壳体的外部的一个以上的排气部之中的至少一个。
由此,能够简单地调整壳体内的气压。
此外,所述一个以上的吸气部之中的至少一个吸气部也可以与所述第1空间相接地配置。
由此,能够通过该至少一个吸气部来简单地提高第1空间的气压。
此外,所述一个以上的吸气部也可以将所述壳体的外部的空气吸引到所述壳体的内部,使得向所述第1空间供给的空气的风量变得大于向所述第2空间以及所述第3空间分别供给的空气的风量。
由此,能够简单且高效地使第1空间的气压高于第2空间以及第3空间的气压。
此外,所述一个以上的排气部也可以将所述壳体的内部的空气排出到所述壳体的外部,使得从所述第1空间排出的空气的风量变得小于从所述第2空间以及所述第3空间分别排出的空气的风量。
由此,能够简单且高效地使第1空间的气压高于第2空间以及第3空间的气压。
此外,也可以是,所述基板沿着移动路径从所述基板供给部经由所述部件载置部向所述热压接部移动,所述一个以上的吸气部配置在所述壳体中的比所述移动路径靠上方的部位,所述一个以上的排气部配置在所述壳体中的比所述移动路径靠下方的部位。
由此,在壳体内产生从基板的上方向下方流动的下流的气流,因此能够抑制比基板靠下侧的颗粒向上方飞扬。其结果是,能够抑制颗粒附着于进行作业的基板的上表面,能够进一步提高安装基板的生产率。
以下,参照附图对实施方式进行具体地说明。
另外,以下说明的实施方式均示出包括性的或者具体的例子。以下的实施方式中示出的数值、形状、材料、结构要素、结构要素的配置位置以及连接方式、步骤以及步骤的顺序等为一例,其主旨不在于限定本公开。此外,对于以下的实施方式中的结构要素之中表示最上位概念的独立技术方案中未记载的结构要素,作为任意的结构要素来说明。此外,各图为示意图,未必被严格地图示。此外,在各图中,对于相同的结构构件标注相同的符号。此外,在以下的实施方式中,使用了大致平行等的表现。例如,大致平行不仅意味着完全平行,还意味着实质上平行,即,例如包含几%程度的误差。此外,大致平行是在能够发挥基于本公开的效果的范围内平行的意思。关于使用了其他“大致”的表现也是同样的。
(实施方式)
[部件压接装置的概略结构]
图1是示出本实施方式中的部件压接装置的概略结构的图。
本实施方式中的部件压接装置1是通过在液晶面板、有机EL(Electro-Luminescence,电致发光)面板等基板3安装部件5来生产显示器面板等安装基板作为产品的装置。另外,部件5例如为驱动电路等电子部件。具体地,部件5为IC(IntegratedCircuit,集成电路)芯片、TCP(Tape Carrier Package,带载封装)、COF(Chip on Film,覆晶薄膜)、FPC(Flexible Printed Circuit,柔性印刷电路)等。
如图1所示,这样的部件压接装置1具有粘贴部20、预压接部30、正式压接部40和部件供给部50。粘贴部20、预压接部30以及正式压接部40依次连结,部件供给部50与预压接部30连结。
粘贴部20接受从其他装置等搬入的例如矩形状的基板3,将ACF等粘接构件分别粘贴在处于该基板3的周缘的多个电极部4。然后,粘贴部20将粘贴了该粘接构件的基板3搬出到预压接部30。也就是说,本实施方式中的粘贴部20构成为将基板3供给至预压接部30的基板供给部。另外,多个电极部4各自例如包含多个电极。
部件供给部50对预压接部30供给部件5。
预压接部30接受从粘贴部20搬出的基板3,将从部件供给部50供给的部件5搭载并预压接于该基板3的粘贴了粘接构件的部位。也就是说,本实施方式中的预压接部30构成为向从作为基板供给部的粘贴部20供给的基板3载置部件5的部件载置部。然后,预压接部30将预压接了该部件5的基板3搬出到正式压接部40。
正式压接部40接受从预压接部30搬出的基板3,对预压接于该基板3的部件5进行正式压接。该正式压接也称为热压接。也就是说,本实施方式中的正式压接部40构成为将载置在基板3的部件5热压接于该基板3的热压接部。然后,正式压接部40将该进行了正式压接的基板3搬出到其他装置等。
这样,部件压接装置1执行在设置于所搬入的基板3的周缘的多个电极部4分别安装部件5的部件安装作业,将安装了部件5的基板3作为安装基板搬出。
[部件压接装置的详细结构]
图2是本实施方式中的部件压接装置1的俯视图。具体地,图2示出从上方观察部件压接装置1的结构。另外,在本实施方式中,将基板3的搬送方向即左右方向称为X轴方向,将铅垂方向即上下方向称为Z轴方向,将与X轴方向以及Z轴方向垂直的方向即纵深方向称为Y轴方向。此外,X轴方向的负侧以及正侧分别相当于基板3的搬送方向的上游侧以及下游侧,Z轴方向的负侧以及正侧分别相当于铅垂方向的下侧以及上侧,Y轴方向的负侧以及正侧分别相当于纵深方向的跟前侧以及里侧、或者前侧以及后侧。
粘贴部20具有进行在基板3的电极部4粘贴作为粘接构件的ACF的粘贴作业(换言之为粘贴工序)的功能。此外,粘贴部20具备分别配置在基台1a上的基板移动机构21、粘贴机构22和搬送机构62A。
基板移动机构21是使基板3移动的机构,具有对基板3进行保持的工作台23。在工作台23的上表面设置有多个吸附孔23a。基板移动机构21通过该多个吸附孔23a对载置在该工作台23上的基板3进行真空吸附并保持。然后,基板移动机构21使吸附保持基板3的工作台23在水平面内(具体为X轴方向以及Y轴方向)移动,使其在上下方向(即,Z轴方向)上升降并且使其绕着Z轴旋转。
粘贴机构22在基台1b的上方具备沿着X轴方向排列的例如两个粘贴头。各粘贴头分别具备供给ACF的供给部和用于将ACF粘贴于基板3的粘贴工具。两个粘贴头分别在基板3上的电极部4所对应的位置粘贴ACF。
搬送机构62A配置在移动基座61上,移动基座61在整个基台1a的范围内沿着X轴方向延伸。搬送机构62A具备基部63和两个臂单元64。基部63在移动基座61上沿着X轴方向自如地移动。两个臂单元64在基部63上沿着X轴方向排列设置。臂单元64从上方对基板3进行真空吸附。这样的搬送机构62A接受粘贴部20的工作台23上载置的基板3,并转交给预压接部30的工作台37。
部件供给部50设置在预压接部30的里侧(即,Y轴方向正侧)。例如,部件供给部50具备分别配置在基台1b上的供给卷盘51、冲裁部52、可动工作台53和轨道54。在供给卷盘51卷绕有TCP等带材。这样的部件供给部50从带材冲裁部件5,将该部件5载置于可动工作台53并依次供给至预压接部30。
预压接部30执行将部件5搭载并预压接于基板3的粘贴了ACF的区域(即,压接对象部位)的预压接工序。预压接部30具备分别配置在基台1a上的基板移动机构31、部件搭载机构32、部件移送机构35和搬送机构62B。
基板移动机构31具有与粘贴部20的基板移动机构21同样的构造。具体地,基板移动机构31具有对基板3进行保持的工作台37。在工作台37的上表面设置有多个吸附孔37a。基板移动机构31通过该多个吸附孔37a对载置在该工作台37上的基板3进行真空吸附并保持。此外,基板移动机构31具备使吸附保持基板3的工作台37在水平面内移动,使其在上下方向上升降并且使其绕着Z轴旋转的功能。基板移动机构31通过该工作台37的移动以及旋转,使被吸附保持的基板3的粘贴了ACF的区域位于部件搭载机构32的背撑工作台36的上方。
部件移送机构35使从部件供给部50供给的部件5移动到部件搭载机构32中包含的压接工具34侧。
部件搭载机构32设置在基台1b上,具备压接工具34和背撑工作台36。
背撑工作台36从下方对保持在工作台37的基板3的缘部进行支承。另外,在该缘部,包含有在基板3中粘贴ACF的压接对象部位。
压接工具34对部件5进行保持,并将部件5压接于通过背撑工作台36支承的基板3的上表面。也就是说,压接工具34将部件5压接于基板3的压接对象部位。具体地,压接工具34在Z轴方向上升降,从上方对通过部件移送机构35移动的部件5进行吸附(即,拾取)。然后,压接工具34将所吸附的部件5搭载在ACF上并连同基板3一起按压于背撑工作台36,由此将部件5预压接于基板3。
搬送机构62B具有与搬送机构62A同样的结构,配置在移动基座61上。这样的搬送机构62B接受预压接部30的工作台37上载置的基板3,并转交给正式压接部40的工作台49。
正式压接部40执行将通过预压接部30预压接于基板3的部件5正式压接(即,热压接)到基板3的正式压接工序(也称为热压接工序)。这样,形成于基板3的电极部4和部件5经由ACF电连接。这样的正式压接部40具备基板移动机构41和压接机构42。
基板移动机构41具有与粘贴部20的基板移动机构21同样的构造。具体地,基板移动机构41具有工作台49。在工作台49的上表面设置有多个吸附孔49a。基板移动机构41通过该多个吸附孔49a对载置在该工作台49上的基板3进行真空吸附并保持。此外,基板移动机构41具备使吸附保持基板3的工作台49在水平面内移动,使其在上下方向上升降并且使其绕着Z轴旋转的功能。基板移动机构41通过该工作台49的移动以及旋转,使被吸附保持的基板3的预压接了部件5的区域位于压接机构42的压接支承部46的上方。
压接机构42具备压接工具43以及压接支承部46,利用被加热到例如约200℃的压接工具43将基板3的部件5按压于压接支承部46侧。由此,部件5被正式压接,形成于基板3的电极部4和部件5经由ACF电连接。
搬送机构62C具有与搬送机构62A同样的结构,配置在移动基座61上。这样的搬送机构62C接受正式压接部40的工作台49上载置的基板3,并转交给处于部件压接装置1的外部的装置等。
图3是示出部件压接装置1的外观的一例的立体图。
部件压接装置1具备壳体7。壳体7容纳图2所示的粘贴部20、预压接部30、正式压接部40以及部件供给部50。此外,在这样的壳体7中,装配有多个吸气部71和多个排气部72。例如,多个吸气部71装配在壳体7的上部,多个排气部72装配在壳体7的侧部。具体地,吸气部71装配在壳体7中的粘贴部20、预压接部30、正式压接部40以及部件供给部50各自的上方的部位。此外,例如,两个排气部72装配在壳体7中的粘贴部20、预压接部30、正式压接部40以及部件供给部50各自的侧方的部位。
吸气部71具备电机、通过该电机而旋转的风扇、以及例如HEPA(High EfficiencyParticulate Air,高效微粒空气)过滤器等过滤器。通过电机而旋转的风扇将处于部件压接装置1的周围即壳体7的外部的空气供给到该壳体7的内部。此时,该外部的空气通过过滤器而送入壳体7的内部。其结果是,外部的空气中包含的粉尘等颗粒被该过滤器滤除。因此,该外部的空气被净化,作为清洁空气供给到壳体7的内部。
排气部72与吸气部71同样具备电机和通过该电机而旋转的风扇。通过电机而旋转的风扇将处于壳体7的内部的空气排出到该壳体7的外部。
图4是示出吸气部71以及排气部72的具体的配置例的图。另外,图4的(a)示出从Y轴方向的负侧观察部件压接装置1的状态,图4的(b)示出从Z轴方向的正侧观察部件压接装置1的状态,图4的(c)示出从X轴方向的正侧观察部件压接装置1的状态。
如图4的(a)以及(c)所示,多个吸气部71之中,装配在壳体7中的粘贴部20的上方的部位的吸气部71a,对壳体7内配置有粘贴部20的第2空间供给空气。另外,在该第2空间中进行如下作业,即,粘贴部20向基板3的电极部4贴附ACF。此外,多个吸气部71之中,装配在壳体7中的预压接部30的上方的部位的吸气部71b,对壳体7内配置有预压接部30的第1空间供给空气。另外,在该第1空间中进行如下作业,即,预压接部30的压接工具34使部件5隔着ACF预压接于基板3的电极部4。此外,多个吸气部71之中,装配在壳体7中的正式压接部40的上方的部位的吸气部71c,对壳体7内配置有正式压接部40的第3空间供给空气。另外,在该第3空间中进行如下作业,即,正式压接部40的压接工具43对基板3正式压接部件5。此外,多个吸气部71之中,装配在壳体7中的部件供给部50的上方的部位的吸气部71d,对壳体7内配置有部件供给部50的第4空间供给空气。另外,在该第4空间中进行如下作业,即,冲裁部52从卷绕于供给卷盘51的带材冲裁部件5,将该部件5载置于可动工作台53并供给到预压接部30。
另一方面,如图4的(b)所示,多个排气部72之中,装配在壳体7中的粘贴部20的侧方的部位的4个排气部72a,将上述的第2空间的空气排出到壳体7的外部。另外,这4个排气部72a之中的两个排气部72a装配在壳体7中的比粘贴部20靠跟前侧的部位,剩余两个排气部72a装配在壳体7中的比粘贴部20靠里侧的部位。多个排气部72之中,装配在壳体7中的预压接部30的侧方的部位的两个排气部72b,将上述的第1空间的空气排出到壳体7的外部。另外,这两个排气部72b装配在壳体7中的比预压接部30靠跟前侧的部位。多个排气部72之中,装配在壳体7中的正式压接部40的侧方的部位的4个排气部72c,将上述的第3空间的空气排出到壳体7的外部。另外,这4个排气部72c之中的两个排气部72c装配在壳体7中的比正式压接部40靠跟前侧的部位,剩余两个排气部72c装配在壳体7中的比正式压接部40靠里侧的部位。多个排气部72之中,装配在壳体7中的部件供给部50的侧方的部位的两个排气部72d,将上述的第4空间的空气排出到壳体7的外部。另外,这两个排气部72d装配在壳体7中的比部件供给部50靠里侧的部位。
在此,基板3沿着移动路径从粘贴部20经由预压接部30向正式压接部40移动。该移动例如通过搬送机构62A、62B以及62C等进行。此外,移动路径是沿着X轴方向的路径。而且,在本实施方式中,多个吸气部71配置在壳体7中的比该移动路径靠上方的部位,多个排气部72配置在壳体7中的比该移动路径靠下方的部位。
由此,在第1空间、第2空间、第3空间以及第4空间中,产生从基板3的上方朝向下方流动空气的下流的气流。
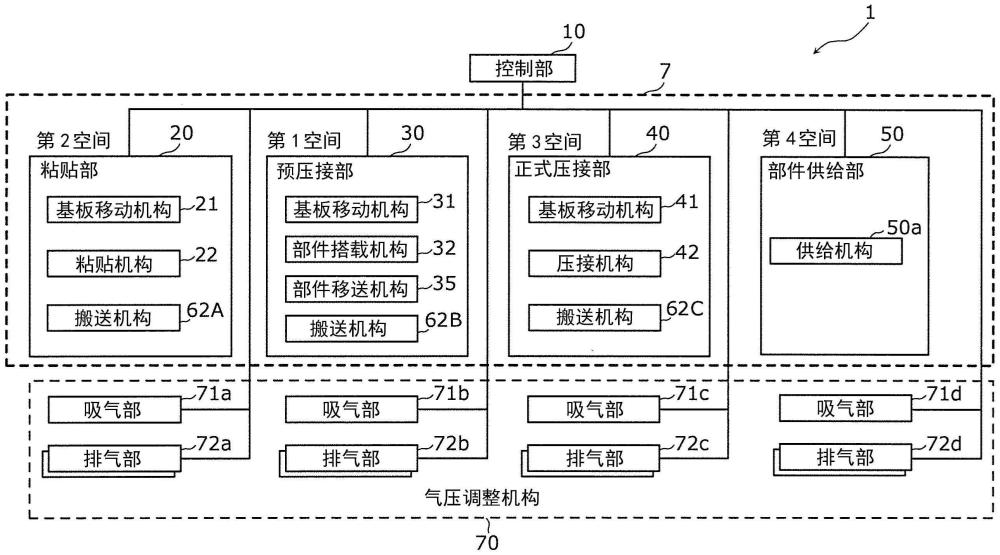
图5是示出部件压接装置1的功能结构的一例的框图。
如图5所示,部件压接装置1具备控制部10。该控制部10例如以能够通过例如控制线进行通信的方式与粘贴部20、预压接部30、正式压接部40以及部件供给部50等连接,对这些各部分进行控制。另外,部件供给部50具备包含上述的供给卷盘51、冲裁部52、可动工作台53以及轨道54等在内的供给机构50a,由控制部10控制。控制部10也可以为计算机。此外,控制部10也可以通过执行部件压接装置1中具备的存储部所保存的控制程序的CPU(Central Processing Unit,中央处理单元)等处理器来实现。另外,该存储部例如可以是ROM(Read Only Memory,只读存储器)或者RAM(Random Access Memory,随机存取存储器)等存储器,也可以是HDD(Hard Disk Drive,硬盘驱动器)等。
进而,控制部10控制针对粘贴部20而配置的吸气部71a以及4个排气部72a。同样地,控制部10控制针对预压接部30而配置的吸气部71b以及两个排气部72b。进而,控制部10控制针对正式压接部40而配置的吸气部71c以及4个排气部72c,并控制针对部件供给部50而配置的吸气部71d以及两个排气部72d。另外,控制部10既可以容纳于壳体7,也可以配置于壳体7的外部。
在本实施方式中,部件压接装置1中具备的多个吸气部71以及多个排气部72构成为对壳体7内的气压进行调整的气压调整机构70。
这样的气压调整机构70通过上述的空气的供给以及排出,调整壳体7内的气压,使得壳体7内配置有预压接部30的第1空间的气压变得高于(i)壳体7内配置有粘贴部20的第2空间的气压以及(ii)壳体7内配置有正式压接部40的第3空间的气压。进而,气压调整机构70通过上述的空气的供给以及排出,调整壳体7内的气压,使得上述的第1空间的气压变得高于壳体7内配置有部件供给部50的第4空间的气压。
[空气的供给以及排出和气压分布]
图6是示出空气的供给以及排出和壳体7内的气压分布的一例的图。另外,图6的(a)示出从Y轴方向的负侧观察部件压接装置1的情况下的空气的供给以及排出的一例,图6的(b)示出该情况下的壳体7内的气压分布的一例。图6的(c)示出从X轴方向的正侧观察部件压接装置1的情况下的空气的供给以及排出的一例,图6的(d)示出该情况下的壳体7内的气压分布的一例。
例如,如图6的(a)所示,吸气部71a向粘贴部20的第2空间供给空气,吸气部71b向预压接部30的第1空间供给空气,吸气部71c向正式压接部40的第3空间供给空气。此时,由吸气部71b供给的空气的风量大于由吸气部71a供给的空气的风量以及由吸气部71c供给的空气的风量。进而,4个排气部72a从粘贴部20的第2空间向外部排出空气,两个排气部72b从预压接部30的第1空间向外部排出空气,4个排气部72c从正式压接部40的第3空间向外部排出空气。此时,由排气部72b排出的空气的风量小于由排气部72a排出的空气的风量以及由排气部72c排出的空气的风量。
其结果是,如图6的(b)所示,在壳体7内形成第1空间的气压高于第2空间以及第3空间的气压的气压分布。另外,图6的(b)所示的曲线图的纵轴表示气压,横轴表示部件压接装置1中的X轴方向的位置。
也就是说,在本实施方式中,多个吸气部71将壳体7的外部的空气吸引到壳体7的内部,使得向第1空间供给的空气的风量变得大于向第2空间以及第3空间分别供给的空气的风量。
此外,在本实施方式中,多个排气部72将壳体7的内部的空气排出到壳体7的外部,使得从第1空间排出的空气的风量变得小于从第2空间以及第3空间分别排出的空气的风量。
由此,能够简单且高效地使第1空间的气压高于第2空间以及第3空间的气压。而且,由于第1空间的气压高于第2空间以及第3空间的气压,因此在壳体7内产生从第1空间向第2空间以及第3空间流动的气流。其结果是,即使颗粒因粘贴部20以及正式压接部40中的作业而在第2空间以及第3空间内飞扬,也能够抑制该颗粒漂浮而进入第1空间。也就是说,当配置在第1空间的预压接部30向基板3载置部件5时,能够抑制该颗粒钻入部件5与基板3之间的可能性。因而,能够抑制颗粒附着于基板3和部件5的接合部位所引起的安装基板的成品率的下降,能够提高安装基板的生产率。换言之,能够提高第1空间的清洁度,能够提高安装基板的质量。
此外,例如,如图6的(c)所示,吸气部71b向预压接部30的第1空间供给空气,吸气部71d向部件供给部50的第4空间供给空气。此时,由吸气部71b供给的空气的风量大于由吸气部71d供给的空气的风量。进而,两个排气部72b从预压接部30的第1空间向外部排出空气,两个排气部72d从部件供给部50的第4空间向外部排出空气。此时,由排气部72b排出的空气的风量小于由排气部72d排出的空气的风量。
其结果是,如图6的(d)所示,在壳体7内形成第1空间的气压高于第4空间的气压的气压分布。另外,图6的(d)所示的曲线图的纵轴表示气压,横轴表示部件压接装置1中的Y轴方向的位置。
也就是说,在本实施方式中,多个吸气部71将壳体7的外部的空气吸引到壳体7的内部,使得向第1空间供给的空气的风量变得大于向第4空间供给的空气的风量。此外,在本实施方式中,多个排气部72将壳体7的内部的空气排出到壳体7的外部,使得从第1空间排出的空气的风量变得小于从第4空间排出的空气的风量。
由此,能够简单且高效地使第1空间的气压高于第4空间的气压。而且,由于第1空间的气压高于第4空间的气压,因此在壳体7内产生从第1空间向第4空间流动的气流。其结果是,即使颗粒因部件供给部50中的作业而在第4空间内飞扬,也能够抑制该颗粒漂浮而进入第1空间。也就是说,当配置在第1空间的预压接部30向基板3载置部件5时,能够抑制该颗粒钻入部件5与基板3之间的可能性。因而,能够进一步抑制颗粒附着于基板3和部件5的接合部位所引起的安装基板的成品率的下降,能够进一步提高安装基板的生产率。
[处理动作]
图7是示出本实施方式中的部件压接装置1的处理动作的一例的流程图。
首先,部件压接装置1执行利用上述的气压调整机构70对壳体7内的气压进行调整的气压调整工序(步骤S1)。也就是说,在粘贴部20、预压接部30、正式压接部40和部件供给部50容纳于壳体7的情况下,在气压调整工序中,气压调整机构70调整壳体7内的气压,使得壳体7内配置有预压接部30的第1空间的气压变得高于(i)壳体7内配置有粘贴部20的第2空间的气压、(ii)壳体7内配置有正式压接部40的第3空间的气压、以及(iii)壳体7内配置有部件供给部50的第4空间的气压。
然后,部件压接装置1执行基板供给工序(步骤S2)。在该基板供给工序中,粘贴部20向基板3的电极部4贴附ACF,并将该基板3供给到预压接部30。接下来,部件压接装置1执行部件载置工序(步骤S3)。在该部件载置工序中,预压接部30向从粘贴部20供给的基板3载置部件5。也就是说,预压接部30使部件5隔着ACF预压接于基板3的电极部4。然后,部件压接装置1执行热压接工序(步骤S4)。在该热压接工序中,正式压接部40将载置在基板3的部件5热压接于基板3。另外,上述的步骤S1~S4的处理由基于控制部10的控制来实现。
如以上,在本实施方式中,进行调整而使得壳体内的第1空间的气压变得高于第2空间、第3空间以及第4空间的气压,因此能够抑制颗粒所引起的安装基板的成品率的下降,能够提高安装基板的生产率。
此外,该壳体7内的气压的调整由多个吸气部71以及多个排气部72进行,因此能够简单地调整壳体7内的气压。另外,本实施方式中的气压调整机构70具体地具备4个吸气部71以及12个排气部72,但气压调整机构70可以仅具备一个吸气部71,也可以仅具备一个排气部72。此外,气压调整机构70中具备的吸气部71的个数并不限于4个,气压调整机构70中具备的排气部72的个数并不限于12个。也就是说,本实施方式中的气压调整机构70具有将壳体7的外部的空气净化并吸引到壳体7的内部的一个以上的吸气部71、和将壳体7的内部的空气排出到壳体7的外部的一个以上的排气部72之中的至少一个。即使在这样的情况下,也能够简单地调整壳体7内的气压。而且,该一个以上的吸气部71之中的至少一个吸气部71b如图4所示那样与第1空间相接地配置。也就是说,吸气部71b将壳体7的外部的空气供给到第1空间。通过该吸气部71b能够简单地提高第1空间的气压。
进而,在本实施方式中的壳体7的内部,产生从基板3的上方向下方流动的下流的气流,因此能够抑制比基板3靠下侧的颗粒向上方飞扬。其结果是,能够抑制颗粒附着于进行作业的基板3的上表面,能够进一步提高安装基板的生产率。
(变形例1)
在上述实施方式中,如图4的(c)所示,第1空间与第4空间之间被开放得较大,但也可以仅一部分被开放而剩余部分被壳体7分隔开。
图8是示出上述实施方式的变形例1中的壳体7的一例的图。
例如,壳体7也可以具备第1壳体7a、第2壳体7b和管道8。第1壳体7a容纳粘贴部20、预压接部30以及正式压接部40,第2壳体7b容纳部件供给部50。而且,管道8是用于从部件供给部50向预压接部30搬送部件5的通路,连接第1壳体7a与第2壳体7b之间。
即使是这样的图8所示的壳体7,也能够发挥与上述实施方式同样的作用效果。
(变形例2)
在上述实施方式中,针对第1空间、第2空间、第3空间以及第4空间分别具备一个以上的吸气部71和一个以上的排气部72,但并不限定于此。
图9是示出上述实施方式的变形例2中的吸气部71以及排气部72的装配例的图。另外,图9的(a)示出从Y轴方向的负侧观察部件压接装置1的除部件供给部50以外的部分的状态,图9的(b)示出从Z轴方向的正侧观察部件压接装置1的除部件供给部50以外的部分的状态。
例如,如图9的(a)所示,吸气部71也可以经由配管73向壳体7内的第1空间、第2空间以及第3空间供给空气。在该情况下,配管73中的与第1空间相接的开口比配管73中的与第2空间相接的开口以及与第3空间相接的开口宽。因此,即使在这样的情况下,也能够使向第1空间供给的空气的风量大于向第2空间以及第3空间分别供给的空气的风量。也就是说,能够使第1空间的气压高于第2空间以及第3空间的气压,能够发挥与上述实施方式同样的作用效果。
同样地,例如,如图9的(b)所示,排气部72也可以经由配管74从壳体7内的第1空间、第2空间以及第3空间排出空气。在该情况下,配管74中的与第1空间相接的开口比配管74中的与第2空间相接的开口以及与第3空间相接的开口窄。因此,即使在这样的情况下,也能够使从第1空间排出的空气的风量小于从第2空间以及第3空间分别排出的空气的风量。也就是说,能够使第1空间的气压高于第2空间以及第3空间的气压,能够发挥与上述实施方式同样的作用效果。
以上,基于上述实施方式及其变形例对一个或者多个方式涉及的部件压接装置进行了说明,但本公开并不限定于该实施方式以及变形例。只要不脱离本公开的主旨,对上述实施方式及其变形例实施本领域技术人员想到的各种变形而得到的方式、将上述实施方式及其变形例中的结构要素组合而实现的方式也就可以包含于本公开的范围内。
例如,在上述实施方式及其变形例中,基板3为液晶面板,并在该液晶面板预压接以及正式压接部件5,但基板3也可以为液晶面板以外的基板。
此外,上述实施方式及其变形例中的部件压接装置1的部件供给部50将从TCP等带材冲裁的部件5供给到预压接部30,但也可以通过托盘等将IC等部件5供给到预压接部30。
此外,上述实施方式及其变形例中的气压调整机构70如图6所示那样在壳体7内形成气压分布,但也可以按照将壳体7内的第1空间、第2空间、第3空间以及第4空间的气压保持为正压的方式,进行空气的供给以及排出。由此,即使打开了装配于壳体7的盖,由于壳体7内为正压,因此也能够使得壳体7的外部的颗粒不易钻入壳体7内。
此外,在上述实施方式及其变形例中,吸气部71以及排气部72分别具备风扇,但也可以任一者不具备风扇。例如,在吸气部71不具备风扇的情况下,该吸气部71例如构成为配置了HEPA过滤器的吸气孔。在该情况下,通过由一个以上的排气部72的风扇向壳体7外主动排出空气,壳体7的外部的空气会经由该吸气孔以及HEPA过滤器供给到壳体7内。此外,在排气部72不具备风扇的情况下,该排气部72构成为排气孔。在该情况下,通过由一个以上的吸气部71的风扇向壳体7内主动供给空气,壳体7内的空气会经由该排气孔排出到壳体7的外部。
此外,在上述实施方式及其变形例中,在第1空间、第2空间以及第3空间各自之间未配置分隔板,但可以在除用于使基板3移动的移动路径以外的范围内配置有分隔板。
此外,控制部10也可以由一个或者多个电子电路构成。一个或者多个电子电路分别既可以为通用的电路,也可以为专用的电路。在一个或者多个电子电路中,例如,也可以包含半导体装置、IC(Integrated Circuit,集成电路)或者LSI(Large ScaleIntegration,大规模集成电路)等。IC或者LSI既可以集成于一个芯片,也可以集成于多个芯片。在此,虽然称为IC或者LSI,但根据集成的程度而称呼方式改变,也可能称为系统LSI、VLSI(Very Large Scale Integration,超大规模集成电路)、或者ULSI(Ultra LargeScale Integration,特大规模集成电路)。此外,在LSI制造后可编程的FPGA(FieldProgrammable Gate Array,现场可编程门阵列)也能够在相同的目的下使用。
产业上的可利用性
本公开能够利用于例如生产液晶显示器等的部件压接装置。
- 压接工具更换装置、压接压机系统以及用于将第一压接工具更换为第二压接工具的方法
- 一种面板压接方法及压接装置
- 一种针对压接式 IGBT 模块子模组的测试装置及方法
- 连接构造体、端子压接部件、线束、连接器、连接构造体的压接方法、以及压接该连接构造体的压接装置
- 连接构造体、端子压接部件、线束、连接器、连接构造体的压接方法、以及压接该连接构造体的压接装置