一种混铁车加取盖控制方法及装置
文献发布时间:2023-06-19 19:33:46
技术领域
本申请涉及自动化技术领域,具体而言,涉及一种混铁车加取盖控制方法及装置。
背景技术
现有铁水运输采用混铁车敞口运输模式,致使运输过程中存在烟气排放、热量损失等情况。因此,在智慧铁水运输系统中新增混铁车加取盖智能控制系统,推进铁水运输全过程无人化,显得尤为必要。目前混铁车加取盖作业通常是在加取盖作业区由人工操作加取盖设备上的机械旋钮或者操作柄来完成。然而,在实践中发现,由于加取盖作业时间不固定,作业频率高,无法实现移动状态下自动加盖、取盖功能,在多台混铁车同时在线情况下,依靠人工操作存在安全隐患。可见,现有的人工加取盖所产生的过程数据记录不全,系统化管控能力不足,不利于后续管理和数据挖掘。
发明内容
本申请实施例的目的在于提供一种混铁车加取盖控制方法及装置,能够对混铁车加取盖装置进行无人化的智能控制,从而为实现铁水运输全流程无人化的提供基础;同时,还能够提高加取盖的作业效率,并降低加取盖中的安全隐患。
本申请实施例第一方面提供了一种混铁车加取盖控制方法,包括:
获取混铁车的位置信息;
根据所述位置信息确定所述混铁车进入的指定区域;
采集加取盖设备的当前工作信息;
根据所述当前工作信息判断所述加取盖设备是否满足自动控制条件;
如果是,则根据所述当前工作信息和所述指定区域,控制所述加取盖设备执行加取盖操作。
在上述实现过程中,该方法可以优先获取混铁车的位置信息;然后,根据位置信息确定混铁车进入的指定区域;再后,采集加取盖设备的当前工作信息;最后,再根据当前工作信息判断加取盖设备是否满足自动控制条件;当加取盖设备满足自动控制条件时,根据当前工作信息和指定区域,控制加取盖设备执行加取盖操作。可见,该方法能够对混铁车加取盖装置进行无人化的智能控制,从而为实现铁水运输全流程无人化的提供基础;同时,还能够提高加取盖的作业效率,并降低加取盖中的安全隐患。
进一步地,所述方法还包括:
当所述加取盖设备满足所述自动工作条件时,检测所述混铁车是否位于指定位置;
当所述混铁车位于指定位置时,执行所述的根据所述当前工作信息和所述指定区域,控制所述加取盖设备执行加取盖操作。
进一步地,所述根据所述当前工作信息和所述指定区域,控制所述加取盖设备执行加取盖操作,包括:
当所述指定区域为高炉区域时,确定所述混铁车需要进行受铁作业,并控制所述加取盖设备执行取盖操作;
当接收到所述混铁车发送的受铁完成信号时,控制所述加取盖设备执行加盖操作。
进一步地,所述根据所述当前工作信息和所述指定区域,控制所述加取盖设备执行加取盖操作,包括:
当所述指定区域为炼钢区域时,确定所述混铁车需要进行倒铁作业,并控制所述加取盖设备执行取盖操作;
当接收到所述混铁车发送的倒铁完成信号时,控制所述加取盖设备执行加盖操作。
进一步地,所述方法还包括:
对所述加取盖设备的实时工作状态进行监控,得到工作状态监控数据;其中,所述工作状态包括加取盖动作完成状态以及执行机构电机报警状态;
根据所述工作状态监控数据分析对所述加取盖设备的控制情况;
根据所述控制情况确定所述加取盖设备的完成状态和报警状态。
本申请实施例第二方面提供了一种混铁车加取盖控制装置,所述混铁车加取盖控制装置包括:
获取单元,用于获取混铁车的位置信息;
确定单元,用于根据所述位置信息确定所述混铁车进入的指定区域;
采集单元,用于采集加取盖设备的当前工作信息;
判断单元,用于根据所述当前工作信息判断所述加取盖设备是否满足自动控制条件;
控制单元,用于当判断出所述加取盖设备满足自动控制条件时,根据所述当前工作信息和所述指定区域,控制所述加取盖设备执行加取盖操作。
在上述实现过程中,该装置可以通过获取单元获取混铁车的位置信息;通过确定单元来根据位置信息确定混铁车进入的指定区域;通过采集单元采集加取盖设备的当前工作信息;通过判断单元来根据当前工作信息判断加取盖设备是否满足自动控制条件;最后,再通过控制单元在判断出加取盖设备满足自动控制条件时,根据当前工作信息和指定区域,控制加取盖设备执行加取盖操作。可见,该装置能够对混铁车加取盖装置进行无人化的智能控制,从而为实现铁水运输全流程无人化的提供基础;同时,还能够提高加取盖的作业效率,并降低加取盖中的安全隐患。
进一步地,所述混铁车加取盖控制装置还包括:
检测单元,用于当所述加取盖设备满足所述自动工作条件时,检测所述混铁车是否位于指定位置;
所述控制单元,具体用于在所述混铁车位于指定位置时,根据所述当前工作信息和所述指定区域,控制所述加取盖设备执行加取盖操作。
进一步地,所述控制单元,包括:
确定子单元,用于当所述指定区域为高炉区域时,确定所述混铁车需要进行受铁作业,并控制所述加取盖设备执行取盖操作;
控制子单元,用于当接收到所述混铁车发送的受铁完成信号时,控制所述加取盖设备执行加盖操作。
进一步地,所述控制单元包括:
所述确定子单元,还用于当所述指定区域为炼钢区域时,确定所述混铁车需要进行倒铁作业,并控制所述加取盖设备执行取盖操作;
所述控制子单元,还用于当接收到所述混铁车发送的倒铁完成信号时,控制所述加取盖设备执行加盖操作。
进一步地,所述混铁车加取盖控制装置还包括:
监控单元,用于对所述加取盖设备的实时工作状态进行监控,得到工作状态监控数据;其中,所述工作状态包括加取盖动作完成状态以及执行机构电机报警状态;
分析单元,用于根据所述工作状态监控数据分析对所述加取盖设备的控制情况;
所述确定单元,还用于根据所述控制情况确定所述加取盖设备的完成状态和报警状态。
本申请实施例第三方面提供了一种电子设备,包括存储器以及处理器,所述存储器用于存储计算机程序,所述处理器运行所述计算机程序以使所述电子设备执行本申请实施例第一方面中任一项所述的混铁车加取盖控制方法。
本申请实施例第四方面提供了一种计算机可读存储介质,其存储有计算机程序指令,所述计算机程序指令被一处理器读取并运行时,执行本申请实施例第一方面中任一项所述的混铁车加取盖控制方法。
附图说明
为了更清楚地说明本申请实施例的技术方案,下面将对本申请实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本申请的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
图1为本申请实施例提供的一种混铁车加取盖控制方法的流程示意图;
图2为本申请实施例提供的另一种混铁车加取盖控制方法的流程示意图;
图3为本申请实施例提供的一种混铁车加取盖控制装置的结构示意图;
图4为本申请实施例提供的另一种混铁车加取盖控制装置的结构示意图;
图5为本申请实施例提供的一种应用该方法的加取盖智能控制系统的架构示意图;
图6为本申请实施例提供的一种应用该方法的加取盖智能控制系统的工作流程图。
具体实施方式
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行描述。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。同时,在本申请的描述中,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
实施例1
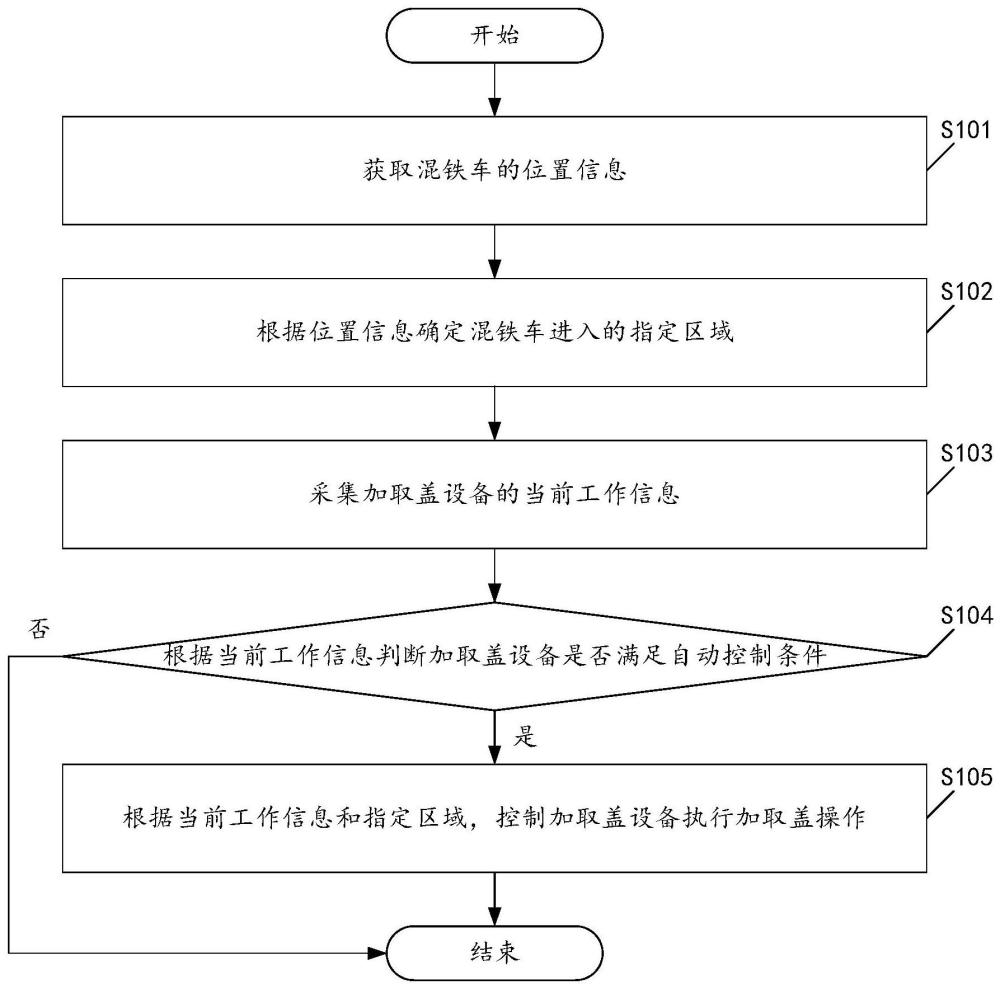
请参看图1,图1为本实施例提供了一种混铁车加取盖控制方法的流程示意图。其中,该混铁车加取盖控制方法包括:
S101、获取混铁车的位置信息。
S102、根据位置信息确定混铁车进入的指定区域。
S103、采集加取盖设备的当前工作信息。
S104、根据当前工作信息判断加取盖设备是否满足自动控制条件,若是,则执行步骤S105;若否,则结束本流程。
S105、根据当前工作信息和指定区域,控制加取盖设备执行加取盖操作。
本实施例中,该方法可以应用于基于物联网的混铁车加取盖智能控制系统当中,该系统包括控制中心、智能分析控制器、通讯服务模块和加取盖设备。其中,该方法在工作运行中通常会保持加取盖设备和通讯服务模块的实时通信。
在本实施例中,控制中心通过系统自动化接口连接通讯服务模块获取混铁车位置、加取盖状态和当前系统指令状态等信息。
在本实施例中,智能决策控制器通过决策算法分析以上信息做出相应判断,向混铁车上的加取盖设备下发加盖或取盖指令,然后加取盖设备各个单元按照当前指令执行相应动作,满足铁水运输全流程无人化的要求。
请参看图5,图5示出了该加取盖智能控制系统的架构示意图。其中,控制中心用于通过大屏显示当前混铁车位置、加取盖状态和当前系统指令状态等信息,同时还用于支持工作人员调整操作模式,通过手动控制下发加取盖指令;智能决策控制器用于通过决策算法分析当前状态决定是否执行加盖或取盖动作,从而实现自动控制;通讯服务模块用于,与加取盖设备保持实时通信,同时提供自动化接口连接控制中心;加取盖设备则用于实现具体的加盖、取盖操作。
在本实施例中,控制中心包括监控模块、报警模块、数据库和BS可视化操作大屏。其中,监控模块负责监控当前加取盖设备的状态、混铁车位置信息;报警模块负责处理加取盖设备执行指令过程中,各单元可能出现的故障告警(包括:加取盖电机报警、拉伸行程电机报警、电源逆变器报警等);数据库负责实时接收并存储混铁车加取盖设备系统运行状态、跟踪信息,以及加取盖报警、异常等信息。
在本实施例中,BS可视化操作大屏,一方面可实时展示当前混铁车的位置、加取盖状态和报警信息,另一方面,提供可视化加取盖控制功能,包括下发加盖指令、下发取盖指令、下发紧急停止指令、屏蔽加取盖设备、人工/自动模式切换。
在本实施例中,智能决策控制器的核心为决策算法,其决策因素来源包括GPS定位器、图像识别设备和加取盖设备。其中,GPS定位器能够提供当前混铁车的位置信息(高炉区域或炼钢区域);图像识别设备能够通过识别特定位置的二维码,并以此判断当前混铁车是否精准处在对位点处;加取盖设备则能够提供当前设备处于加盖或取盖状态。
在本实施例中,上述通讯服务模块至少包括两方面功能:一方面,通讯接口接收控制中心指令,下发到加取盖设备执行相应操作;另一方面,与加取盖设备保持高频率通信,获取设备实时状态,通过自定义通信接口返回状态参数到控制中心,为后续加盖或取盖操作决策做支持。
在本实施例中,加取盖设备包括控制单元、感知设备、执行机构、移动机构。其中,控制单元用于感知设备传输的信号数据进行分析,控制执行机构执行加盖、取盖操作,通过无线通讯与通讯服务模块保持高频率数据交互,传输相应信号;感知设备(包括摄像机和传感器),其中,摄像机负责采集加取盖过程的视频信息,传感器负责采集加盖、取盖动作完成后的反馈信息,感知设备将以上采集到的数据传输回控制单元进行处理分析,同时通过无线通信传输到通讯服务模块;执行机构用于接收控制单元的执行指令,进行加盖、取盖动作;伸缩机构用于接收控制单元的执行指令,控制执行机构的伸缩,进行加盖时,相应伸长,进行取盖时,相应缩回。
可见,该方法操作灵活安全、智能高效且易于维护,能够减少现场作业安全事故的发生,还能够极大程度地提高铁水运输效率。如上述可见,该方法适合大范围地用于钢厂铁水运输流程中。
本实施例中,该方法的执行主体可以为计算机、服务器等计算装置,对此本实施例中不作任何限定。
在本实施例中,该方法的执行主体还可以为智能手机、平板电脑等智能设备,对此本实施例中不作任何限定。
可见,实施本实施例所描述的混铁车加取盖控制方法,能够针对现有铁水运输日常生产中的加取盖场景,创造性地提出一套智能决策算法,从而使得用户可以从多种操作模式中进行适当的选择,进而在实现自动加取盖的同时为用户提供如人工操作和紧急停止的更多并行功能。另一方面,该方法还能够在满足完全无人化操作的情况下,利用系统自身多种感知设备,对加取盖设备工作环境进行实时监控,并在大屏上进行可视化展示,从而便于工作人员进行精准操控,进而有利于提高生产效率,也有利于钢厂的数字化转型升级。
实施例2
请参看图2,图2为本实施例提供了一种混铁车加取盖控制方法的流程示意图。其中,该混铁车加取盖控制方法包括:
S201、获取混铁车的位置信息。
S202、根据位置信息确定混铁车进入的指定区域。
S203、采集加取盖设备的当前工作信息。
S204、根据当前工作信息判断加取盖设备是否满足自动控制条件,若是,则执行步骤S205;若否,则结束本流程。
S205、检测混铁车是否位于指定位置,若是,则执行步骤S206~S207或S208~S209;若否,则结束本流程。
S206、当指定区域为高炉区域时,确定混铁车需要进行受铁作业,并控制加取盖设备执行取盖操作。
S207、当接收到混铁车发送的受铁完成信号时,控制加取盖设备执行加盖操作,并执行步骤S210~S212。
S208、当指定区域为炼钢区域时,确定混铁车需要进行倒铁作业,并控制加取盖设备执行取盖操作。
S209、当接收到混铁车发送的倒铁完成信号时,控制加取盖设备执行加盖操作,并执行步骤S210~S212。
S210、对加取盖设备的实时工作状态进行监控,得到工作状态监控数据;其中,工作状态包括加取盖动作完成状态以及执行机构电机报警状态。
S211、根据工作状态监控数据分析对加取盖设备的控制情况。
S212、根据控制情况确定加取盖设备的完成状态和报警状态。
举例来说,该方法可以通过以下步骤实现(可参阅图6):
(1)控制中心通过通信接口和通讯服务模块保持实时通讯,获取加取盖设备的执行状态和混铁车的位置信息;
(2)混铁车进入指定区域,智能决策控制器自动下发指令,通讯服务模块接收指令将执行信号无线传输给加取盖设备的控制单元,执行机构工作就位,同时通过感知设备采集当前设备工作状态和环境;
(3)执行机构基于控制单元对感知设备传回数据信号的分析,进行加盖、取盖动作;
(4)感知设备对执行机构的工作状态进行实时监控,如加盖或取盖动作完成状态、执行机构电机报警状态等,实时输出视频信号和传感器信号到控制单元;
(5)控制单元通过感知设备传输数据分析当前指令执行情况,将执行信号通过通讯服务模块反馈给控制中心,由控制中心在大屏显示当前加取盖设备的完成状态和报警状态,同时智能决策控制器通过分析以上信号对后续操作进行决策。
其中,在混铁车进入指定区域的过程中,该方法可以先由GPS定位器识别到混铁车进入高炉区域时,混铁车需进行受铁作业,智能决策控制器自动下发取盖指令;并在受铁完成后,由混铁车发送相应受铁完成信号到控制中心,此时智能决策控制器自动下发加盖指令。或者由GPS定位器识别到混铁车进入炼钢区域时,混铁车需进行倒铁作业,智能决策控制器自动下发取盖指令;并在倒铁完成后,由混铁车发送相应倒铁完成信号到控制中心,此时智能决策控制器自动下发加盖指令。
另外,在智能决策器自动下发指令的过程中,该方法可以先由智能决策器通过决策算法判断后下发指令,接收到混铁车进入指定区域信号后,需对控制中心选择的操作模式进行判断;并当控制中心选择屏蔽状态时,会对整个系统进行屏蔽,此时只能通过工作人员在BS可视化操作大屏上进行人工操作;再在屏蔽状态为否时,判断控制中心是否开启自动模式,如果选择否,自动模式关闭,转由人工进行处理,如果选择是,开始自动模式,系统自动触发加取盖指令。
可见,该方法的关键点如下:
(1)加取盖智能控制模型运算,实现系统自动下发加取盖指令;
(2)实时接收加取盖设备反馈的执行结果,判断自动加取盖设备执行是否完成;
(3)多种操作模式可供选择,包括屏蔽加取盖设备、人工/自动模式切换等;
(4)采用多种感知设备,保证工作任务精确执行,同时对执行过程中的紧急报警情况进行实时监控;
(5)采用BS可视化操作大屏,对加取盖设备状态和相关模式设置进行清晰展示,便于人员操作。
本实施例中,该方法的执行主体可以为计算机、服务器等计算装置,对此本实施例中不作任何限定。
在本实施例中,该方法的执行主体还可以为智能手机、平板电脑等智能设备,对此本实施例中不作任何限定。
可见,实施本实施例所描述的混铁车加取盖控制方法,能够针对现有铁水运输日常生产中的加取盖场景,创造性地提出一套智能决策算法,从而使得用户可以从多种操作模式中进行适当的选择,进而在实现自动加取盖的同时为用户提供如人工操作和紧急停止的更多并行功能。另一方面,该方法还能够在满足完全无人化操作的情况下,利用系统自身多种感知设备,对加取盖设备工作环境进行实时监控,并在大屏上进行可视化展示,从而便于工作人员进行精准操控,进而有利于提高生产效率,也有利于钢厂的数字化转型升级。
实施例3
请参看图3,图3为本实施例提供的一种混铁车加取盖控制装置的结构示意图。如图3所示,该混铁车加取盖控制装置包括:
获取单元310,用于获取混铁车的位置信息;
确定单元320,用于根据位置信息确定混铁车进入的指定区域;
采集单元330,用于采集加取盖设备的当前工作信息;
判断单元340,用于根据当前工作信息判断加取盖设备是否满足自动控制条件;
控制单元350,用于当判断出加取盖设备满足自动控制条件时,根据当前工作信息和指定区域,控制加取盖设备执行加取盖操作。
本实施例中,对于混铁车加取盖控制装置的解释说明可以参照实施例1或实施例2中的描述,对此本实施例中不再多加赘述。
可见,实施本实施例所描述的混铁车加取盖控制装置,能够针对现有铁水运输日常生产中的加取盖场景,创造性地提出一套智能决策算法,从而使得用户可以从多种操作模式中进行适当的选择,进而在实现自动加取盖的同时为用户提供如人工操作和紧急停止的更多并行功能。另一方面,该方法还能够在满足完全无人化操作的情况下,利用系统自身多种感知设备,对加取盖设备工作环境进行实时监控,并在大屏上进行可视化展示,从而便于工作人员进行精准操控,进而有利于提高生产效率,也有利于钢厂的数字化转型升级。
实施例4
请参看图4,图4为本实施例提供的一种混铁车加取盖控制装置的结构示意图。如图4所示,该混铁车加取盖控制装置包括:
获取单元310,用于获取混铁车的位置信息;
确定单元320,用于根据位置信息确定混铁车进入的指定区域;
采集单元330,用于采集加取盖设备的当前工作信息;
判断单元340,用于根据当前工作信息判断加取盖设备是否满足自动控制条件;
控制单元350,用于当判断出加取盖设备满足自动控制条件时,根据当前工作信息和指定区域,控制加取盖设备执行加取盖操作。
作为一种可选的实施方式,混铁车加取盖控制装置还包括:
检测单元360,用于当加取盖设备满足自动工作条件时,检测混铁车是否位于指定位置;
控制单元350,具体用于在混铁车位于指定位置时,根据当前工作信息和指定区域,控制加取盖设备执行加取盖操作。
作为一种可选的实施方式,控制单元350包括:
确定子单元351,用于当指定区域为高炉区域时,确定混铁车需要进行受铁作业,并控制加取盖设备执行取盖操作;
控制子单元352,用于当接收到混铁车发送的受铁完成信号时,控制加取盖设备执行加盖操作。
作为一种可选的实施方式,控制单元350包括:
确定子单元351,还用于当指定区域为炼钢区域时,确定混铁车需要进行倒铁作业,并控制加取盖设备执行取盖操作;
控制子单元352,还用于当接收到混铁车发送的倒铁完成信号时,控制加取盖设备执行加盖操作。
作为一种可选的实施方式,混铁车加取盖控制装置还包括:
监控单元370,用于对加取盖设备的实时工作状态进行监控,得到工作状态监控数据;其中,工作状态包括加取盖动作完成状态以及执行机构电机报警状态;
分析单元380,用于根据工作状态监控数据分析对加取盖设备的控制情况;
确定单元320,还用于根据控制情况确定加取盖设备的完成状态和报警状态。
本实施例中,对于混铁车加取盖控制装置的解释说明可以参照实施例1或实施例2中的描述,对此本实施例中不再多加赘述。
可见,实施本实施例所描述的混铁车加取盖控制装置,能够针对现有铁水运输日常生产中的加取盖场景,创造性地提出一套智能决策算法,从而使得用户可以从多种操作模式中进行适当的选择,进而在实现自动加取盖的同时为用户提供如人工操作和紧急停止的更多并行功能。另一方面,该方法还能够在满足完全无人化操作的情况下,利用系统自身多种感知设备,对加取盖设备工作环境进行实时监控,并在大屏上进行可视化展示,从而便于工作人员进行精准操控,进而有利于提高生产效率,也有利于钢厂的数字化转型升级。
本申请实施例提供了一种电子设备,包括存储器以及处理器,所述存储器用于存储计算机程序,所述处理器运行所述计算机程序以使所述电子设备执行本申请实施例1或实施例2中的混铁车加取盖控制方法。
本申请实施例提供了一种计算机可读存储介质,其存储有计算机程序指令,所述计算机程序指令被一处理器读取并运行时,执行本申请实施例1或实施例2中的混铁车加取盖控制方法。
在本申请所提供的几个实施例中,应该理解到,所揭露的装置和方法,也可以通过其它的方式实现。以上所描述的装置实施例仅仅是示意性的,例如,附图中的流程图和框图显示了根据本申请的多个实施例的装置、方法和计算机程序产品的可能实现的体系架构、功能和操作。在这点上,流程图或框图中的每个方框可以代表一个模块、程序段或代码的一部分,所述模块、程序段或代码的一部分包含一个或多个用于实现规定的逻辑功能的可执行指令。也应当注意,在有些作为替换的实现方式中,方框中所标注的功能也可以以不同于附图中所标注的顺序发生。例如,两个连续的方框实际上可以基本并行地执行,它们有时也可以按相反的顺序执行,这依所涉及的功能而定。也要注意的是,框图和/或流程图中的每个方框、以及框图和/或流程图中的方框的组合,可以用执行规定的功能或动作的专用的基于硬件的系统来实现,或者可以用专用硬件与计算机指令的组合来实现。
另外,在本申请各个实施例中的各功能模块可以集成在一起形成一个独立的部分,也可以是各个模块单独存在,也可以两个或两个以上模块集成形成一个独立的部分。
所述功能如果以软件功能模块的形式实现并作为独立的产品销售或使用时,可以存储在一个计算机可读存储介质中。基于这样的理解,本申请的技术方案本质上或者说对现有技术做出贡献的部分或者该技术方案的部分可以以软件产品的形式体现出来,该计算机软件产品存储在一个存储介质中,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网络设备等)执行本申请各个实施例所述方法的全部或部分步骤。而前述的存储介质包括:U盘、移动硬盘、只读存储器(ROM,Read-Only Memory)、随机存取存储器(RAM,Random Access Memory)、磁碟或者光盘等各种可以存储程序代码的介质。
以上所述仅为本申请的实施例而已,并不用于限制本申请的保护范围,对于本领域的技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
以上所述,仅为本申请的具体实施方式,但本申请的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本申请揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本申请的保护范围之内。因此,本申请的保护范围应所述以权利要求的保护范围为准。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
- 一种鱼雷型混铁车倾转抱闸的控制方法
- 一种加湿控制装置、空调系统及其加湿控制方法
- 一种用于控制车辆自适应巡航车距的方法及车用跟随行驶控制装置
- 一种服务器、智能车转向控制方法、装置、介质及智能车
- 一种智能车锁开关装置、智能车锁、车辆及控制方法
- 鱼雷型混铁车自动加取盖装置
- 用于铁包车加取盖机构取电的自动收线装置