一种矿棉板六面包装喷胶方法和装置
文献发布时间:2023-06-19 19:35:22
技术领域
本申请涉及装饰材料包装技术领域,更具体地,涉及一种矿棉板六面包装喷胶方法和装置。
背景技术
对房屋隔音装修或装饰吊顶时,一般都会选用矿棉板作为装饰材料。矿棉板一般指矿棉装饰吸声板,以矿棉为主要原料,加入适量粘结剂,经成型、烘干、切割、压花等工序加工而成的建筑装饰材料。矿棉板具有优良的性能:防火、防水、防潮、隔音、隔热、易深加工等性能,并且矿棉对人体无害,而废旧的矿棉板可以回收作为原材料进行循环利用,矿棉板是一种健康环保、可循环利用的绿色装饰材料。矿棉板产品外形扁平,宽厚比大,单位体积的表面积也很大,在板材运输及放置过程中,通常需要进行包装保存,但是,目前国内生产的矿棉板大都具有强度低、易翘曲、变形等缺点,如果包装不好,在运输及放置过程中,容易受到损坏,特别是板材的四角处,很容易磕碰到硬物,影响板材的质量,因此矿棉板的包装质量非常重要。
目前,一般采用六面包装机对矿棉板进行包装,矿棉板经过六面包装机对板材进行自动包装,其六面为矿棉板包装的上侧的上侧面舌页、上侧的下侧面、两侧的上侧页面和两侧的下侧页。
由于人工喷胶长时间的作业和喷涂对人体造成危害,自动喷涂方案有效解决了此问题,采用矿棉板六面包装喷胶方法,用于替代原有的人工包装喷胶,降低人工打胶造成的开包率,同时提高喷涂质量和生产效率,从而,提高工厂的效益。
因此,如何提供一种矿棉板六面包装喷胶方法和装置,降低人工打胶造成的开包率,同时提高喷涂质量和生产效率,是目前有待解决的技术问题。
发明内容
本发明提供一种矿棉板六面包装喷胶方法和装置,用以解决人工打胶造成的开包率的技术问题,所述方法应用于包括喷胶机、舌页喷胶装置、侧页喷胶装置及光电检测装置的矿棉板六面包装喷胶系统中,所述方法包括:
基于所述喷胶机将胶粒融化为液体胶,并控制所述液体胶的喷出;
基于所述光电检测装置检测板材的实时位置;
当所述板材达到预定喷胶位置后,基于所述舌页喷胶装置与所述侧页喷胶装置对所述板材的包装箱进行喷胶。
在其中一些具体实施例中,所述喷胶机包括恒温较热装置及隔膜泵,基于所述喷胶机将胶粒融化为液体胶,并控制所述液体胶的喷出,具体为:
通过所述恒温较热装置将所述胶粒融化为液体胶;
通过所述隔膜泵对所述液体胶进行加压;
将加压后的液体胶通过管道喷出。
在其中一些具体实施例中,所述方法还包括:
接收用户设定的喷胶信息,所述喷胶信息包括喷胶量及喷胶方式,所述喷胶方式包括舌页喷胶次数、每次舌页喷胶开始时间、舌页喷胶持续时间、侧喷胶开始时间和侧喷胶持续时间。
在其中一些具体实施例中,所述舌页喷胶装置和所述侧页喷胶装置均包括行程气缸和胶枪,基于所述舌页喷胶装置与所述侧页喷胶装置对所述板材的包装箱进行喷胶,具体为:
基于所述行程气缸和所述胶枪对所述包装箱舌页按照所述喷胶信息进行喷胶;
基于所述行程气缸和所述胶枪对所述包装箱两侧页面进行同时喷射,并在喷射完成后将侧页面推合至胶点粘接。
在其中一些具体实施例中,在进行侧页喷胶时,包装箱的每侧页面上包含四个粘接胶点,且上侧页面两个,下侧页面两个。
相应的,本发明还提出了一种矿棉板六面包装喷胶方法的装置,所述装置包括:
预设喷胶模块,用于基于所述喷胶机将胶粒融化为液体胶,并控制所述液体胶的喷出;
板材检测模块,用于基于所述光电检测装置检测板材的实时位置;
喷胶模块,用于当所述板材达到预定喷胶位置后,基于所述舌页喷胶装置与所述侧页喷胶装置对所述板材的包装箱进行喷胶。
在其中一些具体实施例中,所述喷胶机包括恒温较热装置及隔膜泵,所述预设喷胶模块,具体用于:
通过所述恒温较热装置将所述胶粒融化为液体胶;
通过所述隔膜泵对所述液体胶进行加压;
将加压后的液体胶通过管道喷出。
在其中一些具体实施例中,所述装置还包括:
用于接收用户设定的喷胶信息,所述喷胶信息包括喷胶量及喷胶方式,所述喷胶方式包括舌页喷胶次数、每次舌页喷胶开始时间、舌页喷胶持续时间、侧喷胶开始时间和侧喷胶持续时间。
在其中一些具体实施例中,所述舌页喷胶装置和所述侧页喷胶装置均包括行程气缸和胶枪,所述喷胶模块,具体用于:
基于所述行程气缸和所述胶枪对所述包装箱舌页按照所述喷胶信息进行喷胶;
基于所述行程气缸和所述胶枪对所述包装箱两侧页面进行同时喷射,并在喷射完成后将侧页面推合至胶点粘接。
在其中一些具体实施例中,在进行侧页喷胶时,包装箱的每侧页面上包含四个粘接胶点,且上侧页面两个,下侧页面两个。
通过应用以上技术方案,基于所述喷胶机将胶粒融化为液体胶,并控制所述液体胶的喷出;基于所述光电检测装置检测板材的实时位置;当所述板材达到预定喷胶位置后,基于所述舌页喷胶装置与所述侧页喷胶装置对所述板材的包装箱进行喷胶,从而降低了人工打胶造成的开包率,进一步提高生产效率和建材厂的效益。
附图说明
为了更清楚地说明本申请实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1示出了本发明实施例提出的一种矿棉板六面包装喷涂方法的流程示意图;
图2示出了本发明实施例中提出的一种矿棉板六面包装喷涂方法的原理示意图;
图3示出了本发明实施例提出的一种矿棉板六面包装喷胶方法的装置的结构示意图。
具体实施方式
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
本申请实施例提供一种矿棉板六面包装喷涂方法,基于喷胶机将胶粒融化为液体胶,并控制液体胶的喷出,当光电检测装置检测板材的达到预定喷胶位置后,基于舌页喷胶装置与侧页喷胶装置对板材的包装箱进行喷胶,从而降低了人工打胶造成的开包率,进一步提高生产效率和工厂的效益。
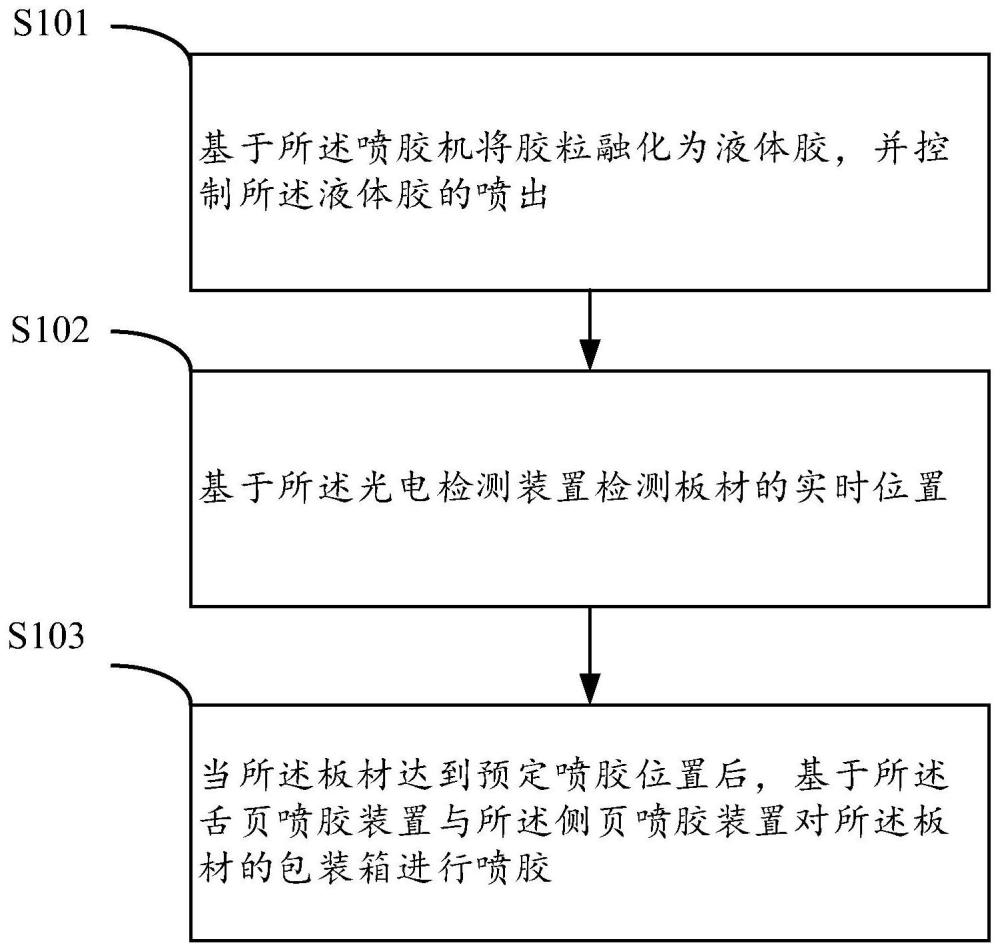
如图1所示,该方法包括以下步骤:
步骤S101,基于所述喷胶机将胶粒融化为液体胶,并控制所述液体胶的喷出。
本实施例中,喷胶机通过恒温较热装置给颗粒胶提供较高且均匀的温度,将颗粒胶融化为液体胶,并使液体胶处于恒温状态,通过喷胶机内置的隔膜泵对液体胶进行加压,当板材的包装箱达到预定喷胶位置后,液体胶通过管道对板材的包装箱进行均匀喷胶。其中,干胶选用的是粘度高,速干性好的颗粒胶,因为此种干胶固化速度快,几秒钟可以定位,几分种就可达到强度,使包装箱粘接更牢固,也提高了工作效率。
为了喷胶机更好地控制喷胶量,使胶层的厚度更均匀,在本申请一些实施例中,所述喷胶机包括恒温较热装置及隔膜泵,基于所述喷胶机将胶粒融化为液体胶,并控制所述液体胶的喷出,具体为:
通过所述恒温较热装置将所述胶粒融化为液体胶;
通过所述隔膜泵对所述液体胶进行加压;
将加压后的液体胶通过管道喷出。
在本实施例中,采用恒温较热装置对胶粒加热,使胶料快速融化为液体胶,使用液体胶对包装箱喷涂,可以使胶层厚度更均匀更,隔膜泵的密封性能好,能够很容易地达到无泄露运行,通过隔膜泵对液体胶加压,加压后的液体胶可以通过管道快速喷出。
步骤S102,基于所述光电检测装置检测板材的实时位置。
本实施例中,通过光电检测装置检测包装好的板材的实时位置,并传送给PLC,由PLC控制每一步喷胶的顺序。其中,光电检测装置包括光电发射器、光电接收器和计算机,光电发射器和光电接收器之间设置有光线隔离通道,板材经过光线隔离通道时,可以检测到板材的实时位置。
步骤S103,当所述板材达到预定喷胶位置后,基于所述舌页喷胶装置与所述侧页喷胶装置对所述板材的包装箱进行喷胶。
本实施例中,当所述板材达到预定的喷胶位置后,根据舌页喷胶装置对所述板材的包装箱舌页进行喷胶,根据侧页喷胶装置对所述板材的包装箱两侧页面同时喷胶。其中,喷胶方式有多种模式选择,可以对舌页喷胶参数、侧页喷胶参数分别设置,也可以对喷胶方式进行调整。通过显示器可以观察并了解喷胶量和喷胶方式。其中,喷胶方式包括舌页喷胶次数、每次舌页喷胶开始时间、舌页喷胶持续时间、侧喷胶开始时间和侧喷胶持续的时间。
为了提高对包装箱舌页面和两侧页面的喷胶效果,在本申请一些实施例中,所述方法还包括:
接收用户设定的喷胶信息,所述喷胶信息包括喷胶量及喷胶方式,所述喷胶方式包括舌页喷胶次数、每次舌页喷胶开始时间、舌页喷胶持续时间、侧喷胶开始时间和侧喷胶持续时间。
本实施例中,可以由显示器得到喷胶量和喷胶方式,可以采用自动运行或手动运行对参数进行设定,对舌喷胶的参数设定包括舌喷胶次数设定,舌喷胶第一次开始时间,舌喷胶第二次开始时间,舌喷胶第三次开始时间,舌喷胶第四次开始时间,舌喷胶时间,可以对舌喷胶每一项参数单独设定。对侧喷胶的参数设定包括侧喷胶第一次开始时间,侧喷胶第二次开始时间,侧喷胶时间,同样可以对侧喷胶每一项参数单独设定。参数设定后可以对舌喷胶和侧喷胶进行测试,确定喷胶方式和喷胶量是否合适,如果喷胶方式设置有问题,影响喷胶效果,也可以恢复出厂设置。如果选择屏蔽设置,则不显示舌喷胶和侧喷胶的设置页面,相应地,点击屏蔽设置按键后,按钮显示为开启设置,点击开启设置,可显示出舌喷胶和侧喷胶的设置页面。另外,显示器有报警页面,当喷胶装置出现问题后,可查看报警画面,可以快速查找原因,从而快速准确的解决报警问题。
为了进一步提高对包装箱舌页面和两侧页面的喷胶效果,在本申请一些实施例中,所述舌页喷胶装置和所述侧页喷胶装置均包括行程气缸和胶枪,基于所述舌页喷胶装置与所述侧页喷胶装置对所述板材的包装箱进行喷胶,具体为:
基于所述行程气缸和所述胶枪对所述包装箱舌页按照所述喷胶信息进行喷胶;
基于所述行程气缸和所述胶枪对所述包装箱两侧页面进行同时喷射,并在喷射完成后将侧页面推合至胶点粘接。
本实施例中,舌页喷胶装置和侧页喷胶均由行程气缸和胶枪组成,行程气缸和胶枪对包装箱舌页进行喷胶,通过PLC控制胶枪对上侧面舌页和下侧面舌页进行喷胶,侧页喷胶时,行程气缸和胶枪对包装箱两侧页面同时喷射,通过PLC控制胶枪对上侧页面和下侧页各四个粘结胶点进行喷胶,每一步喷胶顺序都由PLC控制,当程序检测到喷胶量达到设定值时,将信号传递给PLC控制喷胶机不再喷胶,此时喷胶完成。喷胶完成后由合页气缸将侧页面推合至胶点进行粘接,行程气缸通过移动分别使两个上侧页面粘接于上侧舌页面,两个下侧页面粘接于下侧舌页面。其中,控制模块包括PLC、存储器和显示器,PLC分别与存储器和显示器相连接,存储器用于存储程序代码,PLC用于通过读取程序代码控制舌页喷胶和侧页喷胶的喷胶量和喷胶方式,PLC和显示器连接,可以让使用者能够通过显示器对喷胶过程进行观察和了解,并让使用者通过PLC更好地控制胶枪对舌页面和侧页面进行喷胶。
为了使包装箱的舌页面和两侧页面的粘接效果更好,在本申请一些实施例中,在进行侧页喷胶时,包装箱的每侧页面上包含四个粘接胶点,且上侧页面两个,下侧页面两个。
本实施例中,由PLC控制胶枪同时向包装箱的两个侧页面上各喷射四个粘接胶点,其中,对两个上侧页面喷射四个粘接胶点的同时对两个下侧页面喷射四个粘接胶点,以便于喷射完成后通过合页气缸将两侧页面和舌页更好地粘接。
通过应用以上技术方案,在应用于包括喷胶机、舌页喷胶装置、侧页喷胶装置及光电检测装置的矿棉板六面包装喷胶系统中,基于所述喷胶机将胶粒融化为液体胶,并控制所述液体胶的喷出;基于所述光电检测装置检测板材的实时位置;当所述板材达到预定喷胶位置后,基于所述舌页喷胶装置与所述侧页喷胶装置对所述板材的包装箱进行喷胶,从而降低了人工打胶造成的开包率,进一步提高了生产效率和建材厂的效益。
为了进一步阐述本发明的技术思想,现结合具体的应用场景,对本发明的技术方案进行说明。
本申请实施例提供一种矿棉板六面包装喷胶方法,如图2所示,包括以下步骤:
步骤一,喷胶机将胶粒融化为液体胶,并控制液体胶的喷出。
喷胶机通过恒温较热装置将颗粒胶融化成液体胶,再通过喷胶机内置的隔膜泵对液体胶进行加压,加压后的液体胶通过管道对板材的包装箱进行均匀喷涂。
步骤二,光电检测装置检测板材的实时位置。
通过光电检测装置检测包装好的板材的实时位置,若检测到板材达到预定的喷胶位置后,则将喷胶信号传送给PLC,由PLC控制每一步的喷胶顺序。其中,光电检测装置是光电发射器和光电接收器之间设置有光线隔离通道,板材经过光线隔离通道时,可以检测到板材的实时位置。
步骤三,达到预定喷胶位置后,对包装箱的舌页进行喷胶。
当光电检测装置检测到板材达到预定的喷胶位置后,由PLC控制胶枪对板材包装箱的舌页喷胶,并根据舌页喷胶次数、舌页喷胶的每一次开始时间和舌页喷胶持续时间的预设参数值对包装箱舌页进行喷胶。其中,PLC和显示器连接,使用者通过显示器能够观察到舌页喷胶次数、舌页喷胶的每次开始时间和舌页喷胶持续时间,可以对喷胶过程进行观察和了解,更好地控制胶枪对舌页进行喷胶。
步骤四,对包装箱的两侧页面同时喷胶。
通过PLC控制胶枪对板材包装箱的两侧页面同时喷胶,每侧页面上喷射四个粘结胶点,上、下侧页面各两个,两侧页面一共喷射八个粘结胶点,根据侧喷胶的开始时间和侧喷胶持续时间预设的参数值对包装箱两侧页面喷胶。其中,使用者通过显示器能够观察到侧页喷胶次数、侧页喷胶的每次开始时间和侧页喷胶持续时间,可以对喷胶过程进行观察和了解,更好地控制胶枪对两侧页面进行喷胶。
步骤五,通过合页气缸将两侧页面推合至胶点粘接。
包装箱舌页和两侧页面喷胶完成后,由合页气缸将两侧页面推合至胶点进行粘接。行程气缸通过移动使两个上侧页面粘接于上侧舌页面,两个下侧页面粘接于下侧舌页面。
通过应用以上技术方案,具有以下有益效果:
1、喷胶机通过恒温较热装置将颗粒胶融化成液体胶,采用恒温较热装置对胶粒加热,可以使颗粒胶快速融化为液体胶,同时也可以使液体胶处于恒温状态,通过管道喷出液体胶可以使包装箱的喷胶更快捷,胶层厚度更均匀,也可以更准确地掌握喷胶量。
2、由PLC控制胶枪对板材的包装箱舌页和两侧页面进行喷胶,可以更好地控制喷胶量和喷胶方式。其中,PLC和显示器连接,使用者通过显示器可以对喷胶过程进行观察和了解,更好地对包装箱舌页和两侧页面喷胶次数、喷胶持续时间进行控制,从而使包装箱的两侧页面粘贴更牢固,减少开包率。
3、使用自动喷胶装置,实现了喷胶自动化,提高喷胶质量的同时也更好的控制喷胶量,节省物料成本,自动喷胶装置还可以有效地防止人工作业时喷涂胶水对人体造成危害,起到减免人力资源成本的控制,同时又可以提高生产效率,增加建材厂的收益。
本申请实施例还提出了一种矿棉板六面包装喷胶方法的装置,如图3所示,所述装置包括:
预设喷胶模块10,用于基于所述喷胶机将胶粒融化为液体胶,并控制所述液体胶的喷出;
板材检测模块20,用于基于所述光电检测装置检测板材的实时位置;
喷胶模块30,用于当所述板材达到预定喷胶位置后,基于所述舌页喷胶装置与所述侧页喷胶装置对所述板材的包装箱进行喷胶。
在具体的应用场景中,所述喷胶机包括恒温较热装置及隔膜泵,所述预设喷胶模块,具体用于:
通过所述恒温较热装置将所述胶粒融化为液体胶;
通过所述隔膜泵对所述液体胶进行加压;
将加压后的液体胶通过管道喷出。
在具体的应用场景中,所述装置还包括:
用于接收用户设定的喷胶信息,所述喷胶信息包括喷胶量及喷胶方式,所述喷胶方式包括舌页喷胶次数、每次舌页喷胶开始时间、舌页喷胶持续时间、侧喷胶开始时间和侧喷胶持续时间。
在具体的应用场景中,所述舌页喷胶装置和所述侧页喷胶装置均包括行程气缸和胶枪,所述喷胶模块30,具体用于:
基于所述行程气缸和所述胶枪对所述包装箱舌页按照所述喷胶信息进行喷胶;
基于所述行程气缸和所述胶枪对所述包装箱两侧页面进行同时喷射,并在喷射完成后将侧页面推合至胶点粘接。
在具体的应用场景中,在进行侧页喷胶时,包装箱的每侧页面上包含四个粘接胶点,且上侧页面两个,下侧页面两个。
最后应说明的是:以上实施例仅用以说明本申请的技术方案,而非对其限制;尽管参照前述实施例对本申请进行了详细的说明,本领域的普通技术人员当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不驱使相应技术方案的本质脱离本申请各实施例技术方案的精神和范围。
- 一种用于在折叠膜的折痕位置进行喷胶的装置及方法
- 一种包胶板生产设备及包胶板生产方法
- 一种生产矿棉板用离心机的喷胶环总成
- 一种包装盒印刷冷胶自动喷胶装置及其喷胶方法