涡流加热装置的制造方案、涡流加热装置和电子烟
文献发布时间:2023-06-19 19:35:22
技术领域
本发明涉及电子烟技术领域,特别涉及一种涡流加热装置的制造方案、涡流加热装置和电子烟。
背景技术
电子烟的涡流加热装置包括线圈支架,线圈支架的线槽设有导电层,可以理解,导电层的Rs与导电层的厚度相关,厚度越厚则Rs越低,涡流加热装置的加热效果越好,然而厚度越厚使得涡流加热装置的成本增加。
发明内容
本发明的主要目的是提供一种涡流加热装置的制造方法,旨在为制得的涡流加热装置的目标Rs较低,且目标厚度不会过厚提供可能。
涡流加热装置既能得到较低的Rs,又使得导电层的厚度不会过厚提供可能。
为实现上述目的,本发明提出的涡流加热装置的制造方法包括以下步骤:
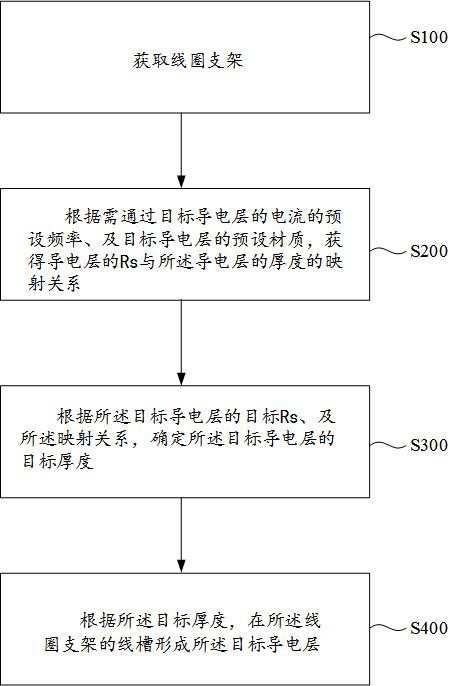
获取线圈支架;
根据需通过目标导电层的电流的预设频率、及目标导电层的预设材质,获得导电层的Rs与所述导电层的厚度的映射关系;
根据所述目标导电层的目标Rs、及所述映射关系,确定所述目标导电层的目标厚度;
根据所述目标厚度,在所述线圈支架的线槽形成所述目标导电层。
可选地,所述获取线圈支架的步骤包括:
通过激光在支架本体的外表面雕刻出所述线槽,以获得所述线圈支架。
可选地,所述根据所述目标厚度,在所述线圈支架的线槽形成所述目标导电层的步骤包括:
通过化学镀在所述线槽形成第一导电层;
通过电镀在所述第一导电层的表面形成第二导电层,其中,所述目标导电层包括所述第一导电层和所述第二导电层。
可选地,所述第一导电层的厚度范围为20μm-35μm;
可选地,所述目标导电层的厚度范围为20μm-100μm。
可选地,所述根据所述目标厚度,在所述线圈支架的线槽形成所述目标导电层的步骤之后,还包括:
在所述目标导电层的表面沉淀出保护层。
可选地,所述根据所述目标厚度,在所述线圈支架的线槽形成所述目标导电层的步骤之后,还包括:
通过激光焊将两个FPC分别焊接于所述目标导电层的两端。
可选地,所述涡流加热装置的制造方法还包括以下步骤:
获取加热治具;
将所述加热治具套设于所述线圈支架;
将高导磁材料设于所述加热治具和所述线圈支架之间。
可选地,所述加热治具的材质配置为金属或塑胶。
可选地,所述预设材质配置为金、银、铜、镍、铂、钯或合金;
可选地,所述线圈支架的材质配置为PC、ABS、Nylon、PEEK中的一种,或者,PC、ABS、Nylon或PEEK中的一者与GF的混合物。
本发明还提出一种涡流加热装置,该涡流加热装置由前述的涡流加热装置的制造方法制得。
本发明还提出一种电子烟,该电子烟包括前述的涡流加热装置。
本发明的技术方案中,获取线圈支架,根据需通过目标导电层的电流的预设频率、及目标导电层的预设材质,获得导电层的Rs与导电层的厚度的映射关系,通过映射关系可找到目标Rs与目标厚度的最优解,如此,可为制得的涡流加热装置的目标Rs较低,且目标厚度不会过厚提供可能,根据目标导电层的目标Rs、及映射关系,确定目标导电层的目标厚度,根据目标厚度,在线圈支架的线槽形成目标导电层,如此制得对应的涡流加热装置。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
图1为本发明涡流加热装置的制造方法一实施例的流程图;
图2为预设材料为铝时,映射关系表征的图表;
图3为预设材料为铜时,映射关系表征的图表;
图4为预设材料为银时,映射关系表征的图表;
图5为预设材料分别为铝、铜和银时,对应的三个映射关系同时表征的图表;
图6为本发明加热装置一实施例的结构示意图;
图7为涡流线圈原理图。
附图标号说明:
本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后……)仅用于解释在某一特定姿态下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
在本发明中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,也可以是抵接,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
另外,若本发明实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,全文中出现的“和/或”的含义,包括三个并列的方案,以“A和/或B”为例,包括A方案、或B方案、或A和B同时满足的方案。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
电子烟的涡流加热装置包括线圈支架,线圈支架的线槽设有导电层,可以理解,导电层的Rs与导电层的厚度相关,厚度越厚则Rs越低,涡流加热装置的加热效果越好,然而厚度越厚使得涡流加热装置的成本增加。本发明提出一种涡流加热装置的制造方法,旨在为制得的涡流加热装置的目标Rs较低,且目标厚度不会过厚提供可能。
为便于理解本申请,在此对涡流线圈原理进行说明,如图7所示的涡流线圈原理图,Rs为等效直流电阻,JXL为加热线圈电抗,ΔU为电压,I0为电路,整个线圈的阻抗Z0=Rs+JXL,在电流的作用下,Rs会像电阻一样产生热量,但这部分热量不是产品需要的发热方式;而JXL产生的则是涡流热量,这部分才是产品需要的发热方式。显然,从有效功率角度看,Rs越小,JXL越大,有效功率越高,但是Rs并不能无限变小,JXL也不应该无限变大,因为JXL太大,电源输出功率会很低,最终也会影响线圈的涡流热量。在现实的情况下,JXL主要受线圈尺寸影响,比如线圈匝数、线圈长度、线圈围绕半径以及导线厚度等。可以看出,在现实条件下JXL变化范围有限,JXL最佳的选择是其动态范围内的最大值。而Rs主要受交流电频率、导电层电阻率以及导电层横截面积影响,频率越高,Rs越大,电阻率越大,Rs越大,导电层横截面积越小,Rs越大,而本文讨论的重点是在某个频率下如何用尽可能低的成本获取较小的Rs,显然,电阻率只与材料特性有关,最后就是用较小的横截面积,横截面积与导电层的厚度正相关,也即用较小的导电层的厚度,获取较小的Rs。
参照图1及图6,在本发明一实施例中,该涡流加热装置的制造方法包括以下步骤:
步骤S100,获取线圈支架100。线圈支架100呈管状,不失一般性,涡流加热装置应用于电子烟时,线圈支架100内可供加热体放置,加热体可对烟弹进行加热,线圈支架100的外周面设有绕线圈支架100的轴线呈螺旋设置的线槽,可在线槽形成目标导电层200,目标导电层200在通电时可使加热体的温度升高。
步骤S200,根据需通过目标导电层200的电流的预设频率、及目标导电层200的预设材质,获得导电层的Rs与导电层的厚度的映射关系。通过映射关系可找到目标Rs与目标厚度的最优解,如此,可为制得的涡流加热装置的目标Rs较低,且目标厚度不会过厚提供可能。在一实施例中,映射关系可表征为图表,具体而言,如图2-4所示,分别代表在相同的预设频率下预设材质为铝、铜和银的映射关系,如图5所示,为相同预设频率下预设材质为铝、铜和银的映射关系体现在同一图表中,需要指出的是,图2-5中,横坐标代表厚度,纵坐标代表Rs,可以看出最佳的目标厚度在60μm-80μm。根据本涡流加热装置的制造方法得出,当预设频率为1MHz-10MHz,优选5MHz-8MHz的时候,其理论最佳目标厚度为60μm-80μm,当预设频率为50KHz-1MHz的时候,优选100KHz-600KHz时,其理论最佳目标厚度为100μm-200μm。
步骤S300,根据目标导电层200的目标Rs、及映射关系,确定目标导电层200的目标厚度。
步骤S400,根据目标厚度,在线圈支架100的线槽形成目标导电层200,如此,制得涡流加热装置。
可选地,在一实施例中,步骤S100包括:通过激光在支架本体的外表面雕刻出线槽,以获得线圈支架100,如此,线槽的尺寸精度可达±0.05mm,从而使得镀设于线槽的目标导电层200的尺寸精度较高,因为目标导电层200的金属元素是沿着线槽堆积的,而线槽的的尺寸是精确的,所以目标导电层200的尺寸也是精确的。进而使得目标导电层200的误差较小,目标导电层200的Ls和Rs参数较为稳定,也即涡流加热装置的良品率较高。值得一提的是,具体而言,在一实施例中,线圈支架100的材料配置为塑胶,激光的波长可选1000nm-1100nm,以雕刻出槽深小于等于0.03mm的线槽,可以理解,若槽深较深,则需使激光的功率较大,较大的功率容易使得线圈支架100焦化和碳化,当该线槽的槽深不超过0.03mm时,可减少线圈支架100焦化和碳化的情况发生。
然本设计不限于此,于其他实施例中,还可通过其他方式在支架本体的外表面形成线槽,在此不做过多赘述。
可选地,在一实施例中,步骤S400包括:通过化学镀在线槽形成第一导电层;通过电镀在第一导电层的表面形成第二导电层,其中,目标导电层200包括第一导电层和第二导电层。第一导电层的厚度加上第二导电层的厚度等于目标导电层200的厚度。通过化学镀成型的第一导电层的厚度不易过厚,若第一导电层的厚度过厚,则第一导电层的分子的致密性会出现问题,具体而言,第一导电层在远离线槽的槽底方向上密度会逐渐减小,使得第一导电层的表面开裂。本方案形成目标导电层200除了使用了化学镀外还使用了电镀,电镀使得目标导电层200不开裂的基础上使得目标导电层200的厚度可以继续加厚。具体而言,在一实施例中,化学镀沉积的金属离子可采用铜离子,第一导电层的厚度范围为20μm-35μm,在电镀后,目标导电层200的厚度可达35μm-200μm。
值得一提的是,在传统的绕线方式中,导线所选材质是固定的,一般以纯铜或者合金为主,而市面上常见的金属料元素和配比是固定的,想要变更配比需要付出较大的时间和成本。而本方案采用化学镀加电镀方式,可以自由选择所需沉积的金属元素,如铜、银、金、镍、铂、钯等,而且比例也可自由调配,使用者完全可以根据加热线圈所需达到的效果进行开放设计,极大的提高了产品设计的自由度。此外,化学镀加电镀的方式也可以使得目标导电层200的厚度较小,有利于涡流加热装置小型化。
可选地,在一实施例中,第一导电层的厚度范围为20μm-35μm,如此,第一导电层不易开裂。
可选地,在一实施例中,目标导电层200的厚度范围为20μm-100μm,如此,目标导电层200不会过厚,有利于涡流加热装置小型化。
可选地,在一实施例中,步骤S400之后,还包括:在目标导电层200的表面沉淀出保护层。目标导电层200的活性较高,设置保护层可避免目标导电层200被空气氧化。保护层可选用惰性材质,例如镍。
可选地,在一实施例中,步骤S400之后,还包括:通过激光焊将两个FPC300分别焊接于目标导电层200的两端。可以理解,目标导电层200为线圈,通过激光焊将两个FPC300分别焊接于目标导电层200的两端,使得目标导电层200可通过FPC300与主板连通。激光焊可将FPC300与目标导电层200之间的焊点的高度降低,且使得焊点光滑、平整、不起凸。
考虑到涡流或者磁滞损耗发热的原理,线圈内外的空间都会有较大的磁场,而线圈外部的磁场容易使得其他物体发热,为了安全起见,可选地,在一实施例中,涡流加热装置的制造方法还包括以下步骤:获取加热治具;将加热治具套设于线圈支架100;将高导磁材料设于加热治具和线圈支架100之间。如此,高导磁材料可屏蔽目标导电层200朝外发出的磁场,也即屏蔽线圈朝外发出的磁场,当加热治具使用金属材料时,可以很好的降低加热治具本身的温度,并同时减少线圈的负载,降低能耗。值得一提的是,在为制得的涡流加热装置的Rs较低,且厚度不会过厚提供可能后,目标厚度不会过厚,也使得涡流加热装置可以填充较多的高导磁材料,屏蔽效果较好。
可选地,在一实施例中,加热治具的材质配置为金属或塑胶。金属材质的加热治具结构强度较高,较为牢固,且金属光泽也能提高用户的观感。而塑胶材质的加热治具加工难度低,且生产成本较低。
可选地,在一实施例中,预设材质配置为金、银、铜、镍、铂、钯或合金,上述金属都具有优良的导电性能。
可选地,在一实施例中,线圈支架100的材质配置为塑胶,具体而言,该塑胶为PC(Polycarbonate,聚碳酸脂)、ABS(AcrylonitrileButadiene Styrene,丙烯腈(A)、丁二烯(B)、苯乙烯(S)三种单体的三元共聚物)、Nylon(Polyamide,聚酰胺)、PEEK(Poly-Ether-Eether-Ketone,聚醚醚酮)中的一种,或者,PC、ABS、Nylon或PEEK中的一者与GF(GlassFiber,玻璃纤维)的混合物。这些材质可耐受较高的温度,具体而言,可耐受200度以上的高温。在一实施例中,线圈支架100可选择PEEK材质,PEEK具有优良的耐高温特性。值得一提的是,线圈支架100的支架本体在经过激光雕刻后线槽的槽壁会被粗化,以便于导电层附着,甚至线槽的槽壁可释放尖晶结构氧化物以作为被置换物,例如在化学镀时尖晶结构氧化物将铜离子置换出来。此外,塑胶材质的线圈支架100在被激光雕刻时,激光所用的光谱也会较为合适,避免x射线和γ射线对人体造成损害。然本设计不限于此,于其他实施例中,线圈支架100的材质还可配置为陶瓷,以使加热治具可以耐受较高的温度。
本发明还提出一种涡流加热装置,该涡流加热装置由前述的涡流加热装置的制造方法制得。由于本涡流加热装置采用了上述所有实施例的全部技术方案,因此至少具有上述实施例的技术方案所带来的所有有益效果,在此不再一一赘述。
本发明还提出一种电子烟,该电子烟包括前述的涡流加热装置,该涡流加热装置的具体结构参照上述实施例,由于本电子烟采用了上述所有实施例的全部技术方案,因此至少具有上述实施例的技术方案所带来的所有有益效果,在此不再一一赘述。具体而言,电子烟包括电子烟主体、及设于电子烟主体的涡流加热装置。
以上所述仅为本发明的可选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
- 一种浴室加热装置和用于控制浴室加热装置的方法、设备、电子设备及计算机可读存储介质
- 一种电子加热装置的加热片的清洁方法和装置
- 线性涡流制动装置用制动磁极结构的制造工艺
- 一种高温气体辅助涡流加热装置及涡流加热方法
- 电磁感应涡流加热的电子烟油雾化器及电子烟