一种从废旧锂电池萃取液中高效回收钴镍的方法
文献发布时间:2023-06-19 19:38:38
技术领域
本发明属湿法冶金技术领域,尤其涉及一种从废旧锂电池萃取液中高效回收钴镍的方法。
背景技术
在能源和运输系统脱碳已成为最重要的国际挑战之一的时代,锂离子电池由于其出色的储能能力,被广泛应用于电子设备、电动汽车、可再生能源存储和其他方面,这可以减少运输业对化石燃料的依赖。预计到2024年,仅汽车锂电池总市场就将达到2210亿美元。然而,根据全球平均回收含量(RC)数据及其广泛应用,过渡金属在所有回收元素(尤其是镍和钴)中居于首位,这将导致自然资源枯竭,锂离子电池产量的增加将导致锂,镍和钴的严重短缺,大量废弃的锂离子电池也将严重污染环境。同时,贵重金属的含量和纯度都高于自然界。如果不加以回收,将造成巨大的资源浪费,这违背了清洁能源和资源利用的理念。在锂电池回收方法中,溶剂萃取法因其操作简单、回收率高和可调节性好而广泛应用于金属分离。
CN112251604A公开了一种从废旧钴酸锂电池综合回收渣中回收有价金属的方法,经萃取分离后,锂元素的回收率可以达到98%,但钴镍等资源在被萃取过程中留在了萃取液中,未得到进一步的利用。CN111206148A公开了一种利用废旧三元锂电池回收制备三元正极材料的方法,钴镍离子被萃取到萃取液中,经硫酸反萃得到硫酸钴和硫酸镍,最后再通过加入氢氧化钠和氨水共沉淀的方式回收钴镍,这样的回收工艺复杂,酸试剂消耗量大造成设备腐蚀。CN112095000A公开了一种从废旧钴酸锂电池中回收钴、锂金属的方法,利用有机萃取剂将钴萃取到萃取液中,再向萃取液中加入硫酸溶液反萃得到硫酸钴,最后再加入碱液沉淀,该回收方法过程比较复杂,残留的酸性和碱性溶液对环境也不友好。因此针对上述钴镍未得到充分回收和在回收过程中常使用大量酸碱溶液造成环境污染的问题,开发一种操作简单、效率高、成本低并且环境友好的反萃工艺至关重要。
发明内容
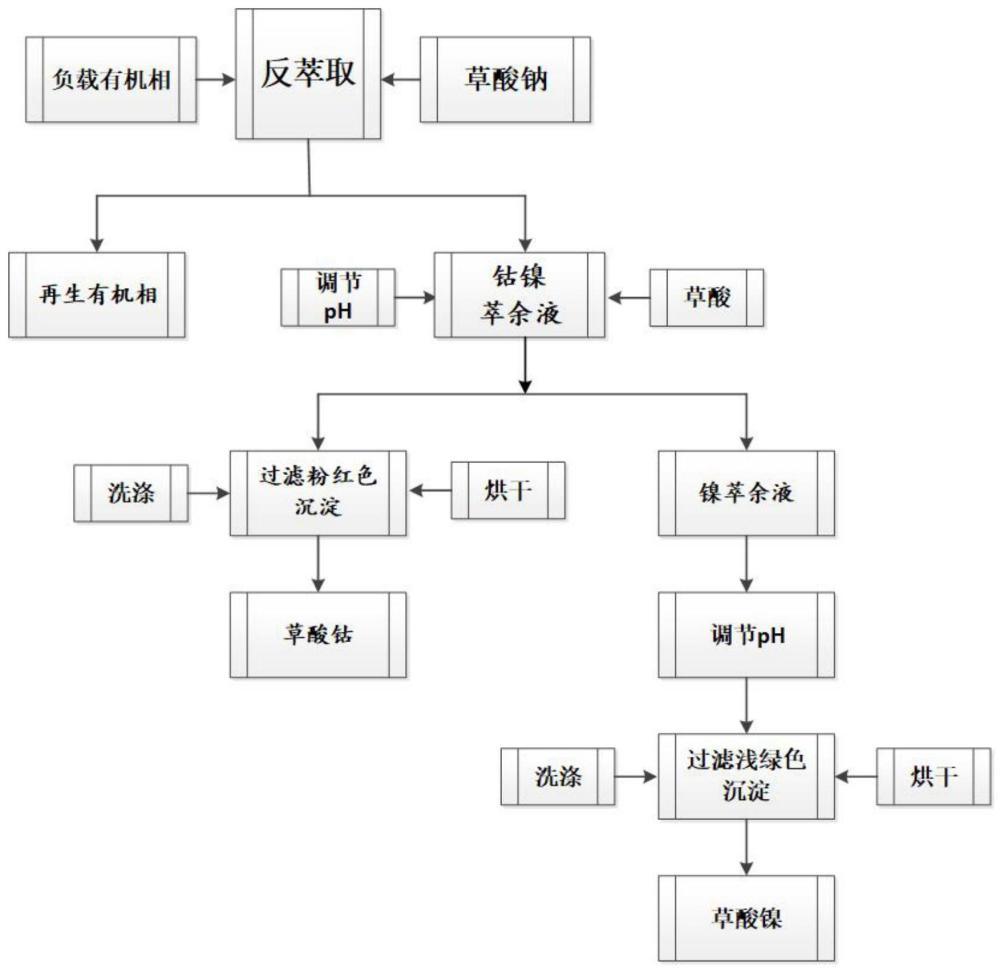
针对上述问题,本发明采用一种从废旧锂电池萃取液中高效回收钴镍的方法,使用草酸钠溶液,从含镍钴的萃取液中反萃后得到反萃液,再通过调节pH的方法沉淀,经烘干后最终得到草酸钴和草酸镍产品,具有对环境友好,运营成本低等特点,该工艺不仅可以降低设备的腐蚀还具备提高钴镍的再利用率和再生萃取液等优点。
为了达到上述目的,本发明采用以下技术方案:
(1)配制草酸钠溶液:将草酸钠加入到超纯水中,再置于水浴锅中不断加热搅拌,最后经超声得到透明溶液;
(2)将步骤(1)中得到的草酸钠溶液加入到镍钴萃取液中进行充分混合反萃取,经离心机离心分相后上层得到再生萃取液,下层得到含镍钴的反萃液;
(3)向步骤(2)中得到的含镍钴的反萃液中不断加入草酸粉末,直到含镍钴反萃液的pH=1~2为止,经搅拌过滤后得到粉红色滤渣和含镍的反萃液;
(4)用无水乙醇与超纯水反复洗涤步骤(3)中得到的粉红色滤渣,将洗涤后的粉红色滤渣置于恒温烘箱中烘干得到粉红色粉末;
(5)向步骤(3)中得到的含镍反萃液中不断加入碳酸氢钠粉末直到pH=6.5~75为止,经搅拌过滤后得到浅绿色滤渣;
(6)用无水乙醇与超纯水反复洗涤步骤(5)中得到的浅绿色滤渣,将洗涤后的浅绿色滤
渣置于恒温烘箱中烘干得到浅绿色粉末;
进一步,步骤(1)中配制的草酸钠溶液浓度为0.15~0.25mol/L,水浴锅温度为60℃,搅拌转速120r/min;
进一步,步骤(2)中所述镍钴萃取液中钴含量为5~7g/L,镍含量为13~15g/L,镍钴萃取液与草酸钠溶液的体积比为1:3~1:5,萃取温度为15~35℃,萃取级数为1级,混匀搅拌时间为15~30min,混匀搅拌转速为300~600r/min,将镍钴萃取液与草酸钠充分混匀后置于离心机中分相,离心转速为5000~8000r/min,离心时间为15~30min最终上层得到再生萃取液,下层得到含镍钴的反萃液。
进一步,步骤(3)中所述调节含镍钴反萃液的pH=1~2,搅拌转速为100~150r/min;
进一步,步骤(4)中所述用无水乙醇与超纯水反复洗涤3~5次,烘箱温度为60~80℃,所得粉红色粉末为草酸钴;
进一步,步骤(5)中所述调节含镍反萃液的pH=6.5~7.5,搅拌转速为100~150r/min;
进一步,步骤(6)中所述用无水乙醇与超纯水反复洗涤3~5次,烘箱温度为60~80℃,所得浅绿色粉末为草酸镍。
附图说明
图1为本发明提供的废旧锂电池萃取液中高效回收钴镍的方法的工艺流程图。
下面结合实例对本发明进一步详细说明,但下述的实例仅仅是本发明的简易例子,并不代表或限制本发明的权利保护范围,本发明的保护范围以权利要求书为准。
具体实施方式
为了更好地说明本发明,便于理解本发明的技术方案,本发明的典型但非限制性的实施例如下:
实施例1
本实施例提供的一种废旧锂电池萃取液中高效回收钴镍的方法流程如图1所示。
本实施例的废旧锂电池萃取液中成分如下:
本实施例所述的所述的分离回收方法,其特征在于,步骤(1)中配制的草酸钠溶液浓度为0.15mol/L,水浴锅温度为60℃,搅拌转速120r/min;
本实施例所述的所述的分离回收方法,其特征在于,步骤(2)中所述镍钴萃取液中钴含量为5.03g/L,镍含量为13.12g/L,镍钴萃取液与草酸钠溶液的体积比为1:5,萃取温度为15℃,萃取级数为1级,混匀搅拌时间为15min,混匀搅拌转速为300r/min,
将镍钴萃取液与草酸钠溶液充分混匀后置于离心机中分相,离心转速为5000r/min,
离心时间为15min最终上层得到再生萃取液,下层得到含镍钴的反萃液。
本实施例所述的所述的分离回收方法,其特征在于,向步骤(2)中得到的含镍钴的反萃液中不断加入草酸粉末,直到含镍钴反萃液的pH=1为止,搅拌转速为100r/min;
本实施例所述的所述的分离回收方法,其特征在于,步骤(4)中所述用无水乙醇
与超纯水反复洗涤3次,烘箱温度为60℃,所得粉红色粉末为草酸钴;
本实施例所述的所述的分离回收方法,其特征在于,向步骤(3)中得到的含镍反
萃液中不断加入碳酸氢钠粉末直到pH=6.5为止,搅拌转速为100r/min;
本实施例所述的所述的分离回收方法,其特征在于,步骤(6)中所述用无水乙醇与超纯水反复洗涤3次,烘箱温度为60℃,所得浅绿色粉末为草酸镍;
实施例1的反萃回收实验结果如下:
在本实施例中,经单级萃取后,镍钴的反萃取率均达到97%以上,同时回收的草酸钴与草酸镍纯度分别达到93.47%与98.01%,实现了废旧锂电池萃取液中钴和镍的有效回收。
实施例2
本实施例提供的一种废旧锂电池萃取液中高效回收钴镍的方法流程如图1所示。
本实施例的废旧锂电池萃取液中成分如下:
本实施例所述的所述的分离回收方法,其特征在于,步骤(1)中配制的草酸钠溶液浓度为0.15mol/L,水浴锅温度为60℃,搅拌转速120r/min;
本实施例所述的所述的分离回收方法,其特征在于,步骤(2)中所述镍钴萃取液中钴含量为5.47g/L,镍含量为13.73g/L,镍钴萃取液与草酸钠溶液的体积比为1:5,萃取温度为20℃,萃取级数为1级,混匀搅拌时间为20min,混匀搅拌转速为400r/min,将镍钴萃取液与草酸钠充分混匀后置于离心机中分相,离心转速为6000r/min,离心时间为20min最终上层得到再生萃取液,下层得到含镍钴的反萃液。
本实施例所述的所述的分离回收方法,其特征在于,向步骤(2)中得到的含镍钴的反萃液中不断加入草酸粉末,直到含镍钴反萃液的pH=1为止,搅拌转速为100r/min;
本实施例所述的所述的分离回收方法,其特征在于,步骤(4)中所述用无水乙醇
与超纯水反复洗涤3次,烘箱温度为60℃,所得粉红色粉末为草酸钴;
本实施例所述的所述的分离回收方法,其特征在于,向步骤(3)中得到的含镍反
萃液中不断加入碳酸氢钠粉末直到pH=6.5为止,搅拌转速为100r/min;
本实施例所述的所述的分离回收方法,其特征在于,步骤(6)中所述用无水乙醇与超纯水反复洗涤3次,烘箱温度为60℃,所得浅绿色粉末为草酸镍;
实施例2的反萃回收实验结果如下:
在本实施例中,经单级萃取后,镍钴的反萃取率均达到96%以上,同时回收的草酸钴与草酸镍纯度分别达到93.98%与97.80%,实现了废旧锂电池萃取液中钴和镍的有效回收。
实施例3
本实施例提供的一种废旧锂电池萃取液中高效回收钴镍的方法流程如图1所示。
本实施例的废旧锂电池萃取液中成分如下:
本实施例所述的所述的分离回收方法,其特征在于,步骤(1)中配制的草酸钠溶液浓度为0.20mol/L,水浴锅温度为60℃,搅拌转速120r/min;
本实施例所述的所述的分离回收方法,其特征在于,步骤(2)中所述镍钴萃取液中钴含量为5.89g/L,镍含量为14.11g/L,镍钴萃取液与草酸钠溶液的体积比为1:4,萃取温度为20℃,萃取级数为1级,混匀搅拌时间为20min,混匀搅拌转速为400r/min,将镍钴萃取液与草酸钠充分混匀后置于离心机中分相,离心转速为6000r/min,离心时间为20min最终上层得到再生萃取液,下层得到含镍钴的反萃液。
本实施例所述的所述的分离回收方法,其特征在于,向步骤(2)中得到的含镍钴的反萃液中不断加入草酸粉末,直到含镍钴反萃液的pH=1为止,搅拌转速为110r/min;
本实施例所述的所述的分离回收方法,其特征在于,步骤(4)中所述用无水乙醇与超纯水反复洗涤4次,烘箱温度为70℃,所得粉红色粉末为草酸钴;
本实施例所述的所述的分离回收方法,其特征在于,向步骤(3)中得到的含镍反萃液中不断加入碳酸氢钠粉末直到pH=7.0为止,搅拌转速为110r/min;
本实施例所述的所述的分离回收方法,其特征在于,步骤(6)中所述用无水乙醇与超纯水反复洗涤4次,烘箱温度为70℃,所得浅绿色粉末为草酸镍;
实施例3的反萃回收实验结果如下:
在本实施例中,经单级萃取后,镍钴的反萃取率均达到96%以上,同时回收的草酸钴与草酸镍纯度分别达到92.81%与97.55%,实现了废旧锂电池萃取液中钴和镍的有效回收。
实施例4
本实施例提供的一种废旧锂电池萃取液中高效回收钴镍的方法流程如图1所示。
本实施例的废旧锂电池萃取液中成分如下:
本实施例所述的所述的分离回收方法,其特征在于,步骤(1)中配制的草酸钠溶液浓度为0.20mol/L,水浴锅温度为60℃,搅拌转速120r/min;
本实施例所述的所述的分离回收方法,其特征在于,步骤(2)中所述镍钴萃取液中钴含量为6.53g/L,镍含量为14.62g/L,镍钴萃取液与草酸钠溶液的体积比为1:3,萃取温度为35℃,萃取级数为1级,混匀搅拌时间为25min,混匀搅拌转速为500r/min,将镍钴萃取液与草酸钠充分混匀后置于离心机中分相,离心转速为7000r/min,离心时间为25min最终上层得到再生萃取液,下层得到含镍钴的反萃液。
本实施例所述的所述的分离回收方法,其特征在于,向步骤(2)中得到的含镍钴的反萃液中不断加入草酸粉末,直到含镍钴反萃液的pH=2为止,搅拌转速为140r/min;
本实施例所述的所述的分离回收方法,其特征在于,步骤(4)中所述用无水乙醇与超纯水反复洗涤4次,烘箱温度为70℃,所得粉红色粉末为草酸钴;
本实施例所述的所述的分离回收方法,其特征在于,向步骤(3)中得到的含镍反萃液中不断加入碳酸氢钠粉末直到pH=7.0,搅拌转速为140r/min;
本实施例所述的所述的分离回收方法,其特征在于,步骤(6)中所述用无水乙醇与超纯水反复洗涤4次,烘箱温度为70℃,所得浅绿色粉末为草酸镍;
实施例4的反萃回收实验结果如下:
在本实施例中,经单级萃取后,镍钴的反萃取率均达到96%以上,同时回收的草酸钴与草酸镍纯度分别达到93.15%与98.27%,实现了废旧锂电池萃取液中钴和镍的有效回收。
实施例5
本实施例提供的一种废旧锂电池萃取液中高效回收钴镍的方法流程如图1所示。
本实施例的废旧锂电池萃取液中成分如下:
本实施例所述的所述的分离回收方法,其特征在于,步骤(1)中配制的草酸钠溶液浓度为0.25mol/L,水浴锅温度为60℃,搅拌转速120r/min;
本实施例所述的所述的分离回收方法,其特征在于,步骤(2)中所述镍钴萃取液中钴含量为6.88g/L,镍含量为14.95g/L,镍钴萃取液与草酸钠溶液的体积比为1:3,萃取温度为25℃,萃取级数为1级,混匀搅拌时间为30min,混匀搅拌转速为600r/min,将镍钴萃取液与草酸钠充分混匀后置于离心机中分相,离心转速为8000r/min,离心时间为30min最终上层得到再生萃取液,下层得到含镍钴的反萃液。
本实施例所述的所述的分离回收方法,其特征在于,向步骤(2)中得到的含镍钴的反萃液中不断加入草酸粉末,直到含镍钴反萃液的pH=2为止,搅拌转速为150r/min;
本实施例所述的所述的分离回收方法,其特征在于,步骤(4)中所述用无水乙醇与超纯水反复洗涤5次,烘箱温度为80℃,所得粉红色粉末为草酸钴;
本实施例所述的所述的分离回收方法,其特征在于,向步骤(3)中得到的含镍反萃液中不断加入碳酸氢钠粉末直到pH=7.5为止,搅拌转速为150r/min;
本实施例所述的所述的分离回收方法,其特征在于,步骤(6)中所述用无水乙醇与超纯水反复洗涤5次,烘箱温度为80℃,所得浅绿色粉末为草酸镍;
实施例5的反萃回收实验结果如下:
在本实施例中,经单级萃取后,镍钴的反萃取率均达到96%以上,同时回收的草酸钴与草酸镍纯度分别达到94.92%与98.51%,实现了废旧锂电池萃取液中钴和镍的有效回收。
- 一种从废旧钴酸锂电池中回收锂和钴的方法及系统
- 一种针对镍钴锰三元废旧锂电池的处理方法
- 一种绿色高效回收废旧锂电池中有价金属镍钴锰的方法
- 一种从废旧锂电池回收的活性物质中获取镍钴锰氢氧化物的方法