一种合金及其制备方法与应用
文献发布时间:2024-01-17 01:14:25
技术领域
本发明涉及合金,尤其涉及一种可用于食品接触用钢产品的合金。
背景技术
随着人类生活品质及安全意识的提升,食品接触用钢产品导致的安全问题逐渐引起人们的关注。食品接触用钢一般可分为两大类:不锈钢和低合金钢(碳钢)。不锈钢是当今世界上应用范围较广、性价比较为优异的一种钢材体系,因其具有较好的金属性、耐腐蚀性及美观耐用性,而被广泛用于食具容器、食品生产经营用工具、设备等食品相关领域。受钢材体系及制备工艺的影响,不锈钢中含有大量的铬(Cr)、镍(Ni)、锰(Mn)等合金元素。例如,Cr作为不锈钢的主要合金元素,为保证钢材的耐蚀性,其一般都高于10.5%。由于不锈钢食具容器在加工食物过程中要经受蒸、煮、炒、煎等烹饪过程,在特定的酸、碱、盐、高温等环境下要与食品进行长时间接触,极易造成重金属的溶出、迁移。
另外,这些食具容器在使用过后需要用洗涤剂进行清理,而洗涤剂中一般含有碱性物质,碱性物质可能会破坏金属表面的高铬致密钝化膜,导致铬的溶解析出。这些溶出的重金属离子极有可通过食物进入人体,危害身体健康。如人体若摄取了过多的Cr,会积聚在肝、肾和内分泌腺中,引起胃痛和内脏器官损伤等健康问题,其高价离子-六价铬还具有高氧化性,会使生物体产生诱变、致畸、致癌和遗传毒性等毒副作用。
此外,Ni摄入过多可引起中枢性循环紊乱,使心肌、脑、肺和肾出现水肿、出血和变性,Ni还与多种癌症(肺癌、鼻咽癌和白血病)息息相关。有资料显示:每天喝含镍高的水会增加癌症发病率,特别是癌症患者在放化疗期间必须杜绝与含镍产品的接触;人体Mn摄入量过多可能导致神经系统锥体外束的损害和与之相应的震颤麻痹综合症,重度可以出现精神病的症状。
另一方面,低合金钢(碳钢)因其钢材本身添加的其他金属元素含量较低,大众普遍认为其安全系数更高,不会给人类身体带来危害,所以也被广泛制作刀具、锅具等食品相关产品。具不完全统计,我国每年用来作为食品接触用钢中低合金钢材占比约6万吨,这一领域的钢材安全势必会越来越得到广泛的重视和关注。然而,低合金钢(碳钢)一般耐腐蚀性不高,在特定酸、碱、盐、高温条件下是否存在重金属溶出、迁移,并超出一定含量,目前还缺乏相关研究。
发明内容
为克服上述现有技术的至少一种缺陷,一方面,本发明一实施方式提供了一种合金,按质量百分比计,包括如下组分:C:0.03~0.08%;Si≤0.01%;Mn≤0.04%;P≤0.005%;S≤0.005%;Als≤0.005%;Ti:0.003~0.015%;N≤0.002%;O≤0.005%;Cr+Ni+As+Sn+Bi+Sb+Pb≤0.05%;余量为Fe及不可避免的杂质。
根据本发明一实施方式,所述合金包括如下组分:C:0.05~0.08%;Si≤0.01%;Mn≤0.04%;P≤0.005%;S≤0.005%;Als≤0.005%;Ti:0.006~0.012%;N≤0.002%;O≤0.002%;Cr+Ni+As+Sn+Bi+Sb+Pb≤0.05%;余量为Fe及不可避免的杂质。
根据本发明一实施方式,所述合金中Fe的质量含量为99.0%~99.6%;和/或,
C的质量百分含量以C%表示,Ti的质量百分含量以Ti%表示、S的质量百分含量以S%表示,N的质量百分含量以N%表示,上述元素的质量百分含量之间具有如下关系:3C%>20Ti%>34N%+30S%。
根据本发明一实施方式,C的质量百分含量以C%表示,Si的质量百分含量以Si%表示,Mn的质量百分含量以Mn%表示,Ti的质量百分含量以Ti%表示,上述元素的质量百分含量之间具有如下关系:5(3/5Si%+5/7Mn%)
根据本发明一实施方式,所述合金的微观组织结构包括第一相和第二相,所述第一相为铁素体,所述第二相包括Ti元素和C元素。
根据本发明一实施方式,所述第二相的质量百分含量为0.28~0.35%;和/或,
所述铁素体的平均晶粒尺寸≤10μm;所述第二相的二维尺寸为3~10nm。
根据本发明一实施方式,所述合金的屈服强度为≥230MPa,抗拉强度为≥300MPa,断后伸长率为≥40%,断面收缩率为≥70%。
第二方面,本发明一实施方式提供了一种上述合金的制备方法,包括将原料制成连铸坯,得到所述合金。
根据本发明一实施方式,所述方法包括将所述连铸坯进行热轧处理;或者,将所述连铸坯进行冷轧处理。
第三方面,本发明一实施方式提供了一种食品接触用器具,由上述的合金制得。
本发明一实施方式的合金,有害金属离子的含量低,具有低的有害金属离子迁移率;同时具有较高的强韧性,满足食品接触用钢板的性能指标,用于制备食品接触类产品,具有良好的安全性。
本发明中,上述各技术方案之间还可以相互组合,以实现更多的优选组合方案。本发明的其他特征和优点将在随后的说明书中阐述,并且,部分优点可从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过说明书以及附图中所特别指出的内容中来实现和获得。
附图说明
附图仅用于示出具体实施例的目的,而并不认为是对本发明的限制。
其中:
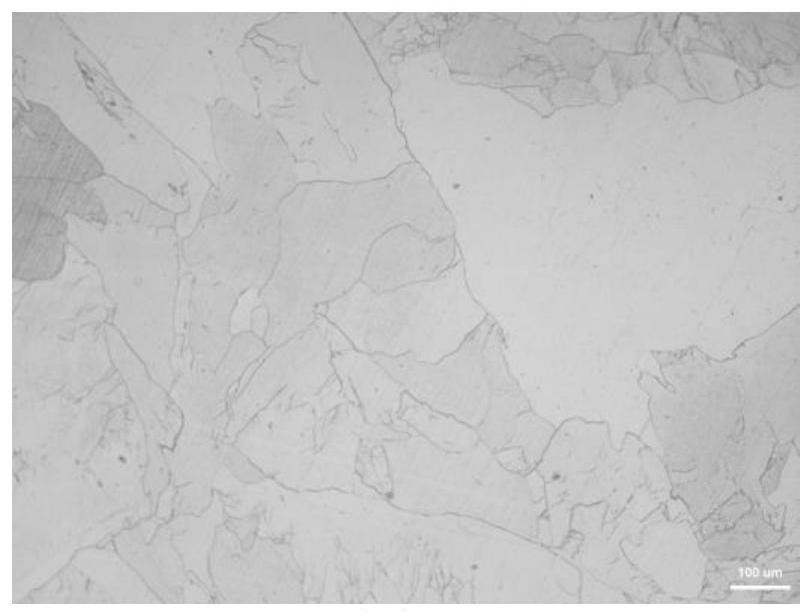
图1为本发明实施例1制得的钢器具的金相组织形貌图;
图2为本发明实施例2制得的热轧卷板的金相组织形貌图;
图3A、3B为本发明实施例3制得的卷板与对比例4的Q235钢板在标准4%乙酸水溶液中的有害离子迁移浓度对比图;
图3C为本发明实施例3制得的卷板所制作的锅具的照片;
图4为本发明实施例4制得的冷轧卷板退火后的金相组织形貌图。
具体实施方式
下面对本发明的优选实施方式进行具体描述,其中,附图构成本发明一部分,并与本发明的实施方式一起用于阐释本发明的原理,并非用于限定本发明的范围。
本发明一实施方式提供了一种合金,按质量百分比计,包括如下组分:C:0.03~0.08%;Si≤0.01%;Mn≤0.04%;P≤0.005%;S≤0.005%;Als≤0.005%;Ti:0.003~0.015%;N≤0.002%;O≤0.005%;Cr+Ni+As+Sn+Bi+Sb+Pb≤0.05%;余量为Fe及不可避免的杂质。
本发明一实施方式的合金为低合金钢。
于一实施方式中,合金的微观组织结构包括第一相和第二相,第一相为铁素体,第二相由C和Ti相结合形成,例如TiC相;第二相的形成可以起到细化晶粒和强化的作用。
于一实施方式中,合金中第一相的质量百分含量可以为99.65~99.72%,例如99.66%、99.67、99.68%、99.69%、99.7%、99.71%;第二相的质量百分含量可以为0.28~0.35%,例如0.29%、0.3%、0.31%、0.32%、0.33%、0.34%。其中,上述质量百分含量是根据合金组分含量通过模拟计算得到,所使用的计算软件例如可以是Thermo-Calc材料热动力软件模拟。
于一实施方式中,铁素体的平均晶粒尺寸为≤10μm;第二相的二维尺寸可以是处于3~10nm之间,即,第二相在二维面上任意方向的尺寸均处于3~10nm之间。
于一实施方式中,合金包括如下组分:C:0.05~0.08%;Si≤0.01%;Mn≤0.04%;P≤0.005%;S≤0.005%;Als≤0.005%;Ti:0.006~0.012%;N≤0.002%;O≤0.002%;Cr+Ni+As+Sn+Bi+Sb+Pb≤0.05%;余量为Fe及不可避免的杂质。
于一实施方式中,Fe的质量含量为99.0%~99.6%,例如99.1%、99.2%、99.3%、99.4%、99.5%。
于一实施方式中,碳(C)是提高强度的必要元素,但过高的碳含量会影响合金的塑性和韧性,为成型带来不利影响。综合各方面的考虑,C含量需控制在0.03~0.08%,例如0.04%、0.05%、0.06%、0.07%。
于一实施方式中,硅(Si)为脱氧元素,也是一种固溶强化元素,可以在一定程度上提高合金的强度,硅的含量超过一定的量会影响合金的韧性和塑性。本发明一实施方式的合金主要在于第二相的沉淀强化和细晶强化,为避免影响合金的后续加工使用,Si含量控制在≤0.01%,例如0.001%、0.002%、0.005%、0.008%。
于一实施方式中,锰(Mn)是保证合金强度和韧塑性的必要元素,一定含量的Mn可以起到细化铁素体晶粒的作用,还可以产生MnS减少合金中S的有害作用。但锰是一种有害元素,迁移到食品中会对人体造成危害,由此Mn含量控制在≤0.04%,例如0.01%、0.02%、0.03%。
于一实施方式中,酸溶铝(Als)是合金的优良脱氧剂,是细化晶粒的有效元素。Al易形成氧化铝夹杂物,不利于合金的成型,也对合金的耐蚀性带来一定的危害。因此在保证合金脱氧的前提下尽量少添加,合金中的酸溶铝的含量可控制在≤0.005%,例如0.001%、0.002%、0.003%、0.004%。
于一实施方式中,钛(Ti)为重点控制元素,是合金中控制第二相析出的强化元素,钛与碳会形成细小的析出物可以钉扎在晶界处,起到细化晶粒的作用,也可以固溶到铁的固溶体中起到一定的强化作用。当合金中钛的含量超过一定值时,其强韧性均会有一定的下降,因此Ti的含量控制在0.003~0.015%,例如0.005%、0.006%、0.008%、0.01%、0.012%、0.014%。
于一实施方式中,合金中C的质量百分含量以C%表示,Ti的质量百分含量以Ti%表示、S的质量百分含量以S%表示,N的质量百分含量以N%表示,Ti、C、N、S元素的质量百分含量之间具有如下关系:3C%>20Ti%>34N%+30S%;在此含量关系下,可使在Ti含量不超标的情况下,保证其生成一定量的析出相(第二相),进而保证合金的强韧性。
于一实施方式中,氮(N)能够与C、V、Ti形成第二相碳氮化物,以提高合金的韧性。但氮会与C、Ti优先形成颗粒较为粗大的碳氮化钛,影响TiC的析出,使强化效果变差,且使得合金中的有效强化钛含量降低。因此,N含量控制在≤0.002%,例如0.001%、0.0015%。
本发明一实施方式的合金中,一定的C和Ti相结合可以形成较为细小的第二相,起到细化晶粒和强化的作用。经过较为系统的研究与理论分析,结合C与Ti的单独含量,若C与Si、Mn、Ti等元素的含量之间满足如下关系:5(3/5Si%+5/7Mn%)
于一实施方式中,磷(P)是合金中的杂质元素,会损害合金的韧塑性。因此P含量控制在0.005%以下,例如0.001%、0.002%、0.003%、0.004%。
于一实施方式中,硫(S)是合金中的杂质元素,会形成硫化物夹杂,成为侵蚀的起始点,避免了S与Ti竞争性析出。因此S含量控制在0.005%以下,例如0.001%、0.002%、0.003%、0.004%。
于一实施方式中,氧(O)为合金中的杂质元素,其存在不利于浇铸,会损耗合金的铸造性能。因此O含量控制在≤0.005%,例如0.001%、0.002%、0.003%、0.004%。
于一实施方式中,Cr、Ni、As、Sn、Bi、Sb、Pb均为合金中的有害元素,具应控制在较低水平,其总和不应超过0.05%,例如0.01%、0.02%、0.03%、0.04%。
于一实施方式中,合金的屈服强度≥230MPa,抗拉强度≥300MPa,断后伸长率≥40%,断面收缩率≥70%。
于一实施方式中,合金的屈服强度为230~250MPa,例如231MPa、235MPa、240MPa、245MPa;抗拉强度为300~345MPa,例如305MPa、310MPa、315MPa、317MPa、320MPa、323MPa、325MPa、327MPa、330MPa、335MPa、340MPa;断后伸长率为40~45%,例如41%、42%、43%、44%;断面收缩率为70~80%,例如72%、74%、75%、76%、78%。
本发明一实施方式的合金,其有害金属迁移浓度分别在4%乙酸水溶液、3%氯化钠和4%乙酸混合溶液、加热800℃的高温环境中测试,含量均低于GB/T 4336-2016要求的5倍以上。
本发明一实施方式的合金,其有害金属迁移浓度低于GB/T4336-2016《食品安全国家标准—食品接触用金属材料及制品》要求的5倍以上,能够在保证低有害金属迁移浓度的条件下,使合金具有优良的塑性和强度。
本发明一实施方式的合金,通过使无害金属元素Ti微合金化形成第二相,改善了高纯度铁的强韧性,使其满足食品接触用钢板的性能指标。
本发明一实施方式的合金,具有良好的强塑性,可以用于深冲、旋压等成型的方法制备食品接触用器具,其在不同的使用环境中有害离子迁移浓度远低于国家标准要求,具有良好的食品接触安全性。
本发明一实施方式的合金,通过控制有害重金属的含量、夹杂物含量,使得有害金属迁移浓度大幅度降低;进一步通过调整C、Ti、N、S等元素的添加量,使其能够满足制品例如钢板或卷板强塑性的要求。
本发明一实施方式提供一种钢板或卷板,由上述合金制得,其满足食品接触用钢板的性能指标。钢板或卷板的厚度可以为0.2~4mm,进一步可以为0.2~3mm,例如0.5mm、0.8mm、1mm、1.5mm、2mm、2.5mm、3.5mm。
本发明一实施方式提供了一种上述合金的制备方法,包括:根据前述组分的配比,将特定比例的原料制成连铸坯,获得合金。
于一实施方式中,可通过现有的工艺或装置将原料制成连铸坯。
于一实施方式中,合金的微观组织结构主要由各组分的种类及含量决定,所制得的连铸坯具有前述的组织结构,即铁素体相和Ti、C组成的第二相。
于一实施方式中,使用转炉进行冶炼,采用LF炉、VD炉或RH炉真空等精炼手段控制钢水中的P、S等杂质元素的含量,降低夹杂物,并控制铁水中有害元素的含量,如:Cr、Ni、As、Cd、Pb等重金属。
于一实施方式中,上述合金的制备方法,包括如下步骤:
铁水冶炼;
铁水预处理;以及
采用转炉按照前述合金的成分配比进行炼钢,采用的工艺路线为转炉、LF、VD或RH的精炼和真空处理,严格控制钢水中的有害元素的含量,控制气体含量,以保证钢中夹杂物含量,最后通过喂Ti线的方式来防止钢水死流,防止Ti在高温过程形成大型的钛氧化物的形成;
其中,通过铁水预处理可降低钢中的杂质元素,脱硫磷后,硫含量低于0.002%,磷含量低于0.002%;冶炼过程中LF和RH的精炼处理时间不少于20min,控制中间包过热度≤20℃,全程采用保护浇注。
于一实施方式中,通过对铁水进行预处理,除去杂质,可以提高铁水的纯度;铁水预处理可包括脱硫、脱磷、脱硅等步骤。
于一实施方式中,可对连铸坯进行处理,以进一步细化其微观结构。
于一实施方式中,可将连铸坯熔融后直接浇铸成型(铸态),制得所需的产品。
于一实施方式中,可将连铸坯进行热轧处理(热轧态)或冷轧处理(冷轧态)。
于一实施方式中,可根据使用环境选择使用铸态、热轧态或冷轧态的钢材。
于一实施方式中,热轧处理包括:将连铸坯再加热至1100~1250℃,然后进行连续轧制,加热温度例如可以是1150℃、1200℃。在连续轧制过程中,粗轧末道次变形温度为900~950℃,例如910℃、920℃、930℃、940℃;粗道次变形量≥30%,进一步可以为30~65%,例如35%、40%、45%、50%、55%、60%、65%;终轧温度为800~850℃,例如810℃、820℃、830℃、840℃;卷起温度为≤400℃,进一步可以为300~400℃,例如310℃、320℃、330℃、340℃、350℃、360℃、370℃、380℃、390℃。连续轧制后所得钢材的厚度可以为2~3mm。可根据实际需求将钢材除锈使用。
于一实施方式中,冷轧处理包括:可直接使用热轧卷,分剪后进行多道次冷轧(例如道次≥2),控制轧制速度为0.5~2m/s,例如1m/s、1.5m/s。进一步地,在冷轧处理之后进行退火处理,冷轧后由于位错密度较高,钢材的屈服强度会有一定的增高,伸长率下降,经过退火处理可以减弱或消除上述影响。退火处理的温度可以为600~700℃,例如620℃、650℃、660℃、680℃;保温时间可以为≥10h,进一步可以为10~20h,例如12h、14h、15h、16h、17h、18h;出炉温度可以为≤80℃,进一步可以为50~80℃,例如55℃、60℃、65℃、70℃、75℃。可将冷轧处理、退火处理后的钢材出炉后,经进一步平整后再使用。经冷轧处理、退火处理后所得钢材的厚度可以为0.2~1.5mm。
本发明一实施方式的合金,制备工艺简单、成本低廉,可应用于各种食品接触用钢环境,且适用于0.2~3mm规格的钢板/卷板制造要求。
本发明一实施方式的钢板或卷板,可以同时满足加工成型工艺,加工状态对强塑影响较小。
以下,结合附图及具体实施例对本发明一实施方式的合金及钢材的制备进行进一步说明。其中,实施例中所涉及的测试均是根据相关国家标准进行。按照GB/T 223、GB11261、GB/T 11170、GB/T 20123、GB/T20124对成品化学成分C、Si、Mn、P、S、Ni、Cr、Mo、N、Nb进行化学分析;屈服强度、抗拉强度、断后伸长率、断面收缩率是根据GB/T228.1-2010标准取标准拉伸试样进行拉伸试验获得。
实施例1
采用精选铁矿,将铁水进行预处理后通过钢水纯净化冶炼—LF—RH精炼真空—连铸坯等流程得到连铸坯;冶炼过程中LF和RH的精炼处理时间为20min,控制中间包过热度20℃。
将得到的连铸坯切割成小块,在电炉中熔融后直接砂型铸造,铸造成钢器具,其厚度为3±0.5mm。对所制得的钢器具进行相关测试,金相组织图参见图1,其余测试结果如下。
测得钢器具的组分及各组分的质量百分含量如下:
C:0.07%;Si:0.01%;Mn:0.04%;P:0.003%;S:0.004%;Als:0.005%;Ti:0.010%;N:0.002%;O:0.002%;Cr:0.010%;Ni:0.020%;As≤0.001%;Sn≤0.001%;Bi≤0.001%;Sb≤0.001%;Pb≤0.001余量为Fe及其他不可避免的杂质。
测得钢器具的屈服强度为245MPa,抗拉强度为345MPa,断后伸长率为40%,断面收缩率为70%。
依据GB/T 4336-2016《食品安全国家标准—食品接触用金属材料及制品》的要求对实施例1制得的钢器具进行金属离子迁移试验,其中,4%乙酸水溶液有害离子迁移浓度为:Cr:0.081mg/L;Mn:0.165mg/L;Ni<0.0001mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L;
3%氯化钠和4%乙酸混合溶液有害离子迁移浓度为:Cr:0.0753mg/L;Mn:0.0697mg/L;Ni<0.0001mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L;
加热800℃的高温环境下有害离子迁移浓度为:Cr:0.0982mg/L;Mn:0.490mg/L;Ni:0.041mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L。
实施例2
采用精选铁矿,将铁水进行预处理后通过钢水纯净化冶炼—LF—RH精炼真空—连铸坯等流程得到连铸坯;冶炼过程中LF和RH的精炼处理时间为20min,控制中间包过热度20℃。
将连铸坯加热到1100℃,然后进行连续轧制,粗道次变形量为60%,粗轧末道次变形温度为950℃;轧制速度为0.8m/s,轧制过程中采用层流冷却,终轧温度为800℃,卷取温度为350℃。
所制得卷板的厚度为2±0.02mm,对卷板进行相关测试,金相组织图参见图2,其余测试结果如下。
测得卷板的组分及各组分的质量百分含量如下:
C:0.07%;Si:0.01%;Mn:0.04%;P:0.004%;S:0.004%;Als:0.003%;Ti:0.005%;N:0.002%;O:0.002%;Cr:0.010%;Ni:0.004%;As≤0.001%;Sn≤0.001%;Bi≤0.001%;Sb≤0.001%;Pb≤0.001%;余量为Fe及其他不可避免的杂质。
测得卷板的屈服强度为231MPa,抗拉强度为323MPa,断后伸长率为41%,断面收缩率为70%。
依据GB/T 4336-2016《食品安全国家标准—食品接触用金属材料及制品》的要求对实施例2制得的卷板进行金属离子迁移试验,其中,4%乙酸水溶液有害离子迁移浓度为:Cr:0.091mg/L;Mn:0.203mg/L;Ni<0.0001mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L;
3%氯化钠和4%乙酸混合溶液有害离子迁移浓度为:Cr:0.0853mg/L;Mn:0.0970mg/L;Ni<0.0001mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L;
加热800℃的高温环境下有害离子迁移浓度为:Cr:0.0882mg/L;Mn:0.590mg/L;Ni:0.021mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L。
实施例3
采用精选铁矿,将铁水进行预处理后通过钢水纯净化冶炼—LF—RH精炼真空—连铸坯等流程得到连铸坯;冶炼过程中LF和RH的精炼处理时间为20min,控制中间包过热度20℃。
将连铸坯加热到1100℃,然后进行连续轧制,粗道次变形量为65%,粗轧末道次变形温度为900℃;轧制速度为0.9m/s,轧制过程中采用层流冷却,终轧温度为850℃,卷取温度为400℃。
所制得卷板的厚度为2.0±0.02mm,对卷板进行相关测试,其与Q235在标准4%乙酸水溶液中的有害离子迁移浓度对比图如图3A至3B所示;从图中可以看出,实施例3卷板的Cr离子浓度≤0.25mg/L,Mn离子浓度≤1.8mg/L,达到国际标准,而Q235的上述离子浓度均未达到标准。采用实施例3的卷板所制成的锅具的照片如图3C所示,表明所制得的合金具有良好的成型性;其余测试结果如下。
测得卷板的组分及各组分的质量百分含量如下:
C:0.05%;Si:0.01%;Mn:0.04%;P:0.003%;S:0.001%;Als:0.003%;Ti:0.006%;N:0.002%;Cr:0.020%;Ni:0.004%;O:0.0015%;As≤0.001%;Sn≤0.001%;Bi≤0.001%;Sb≤0.001%;Pb≤0.001%;余量为Fe及其他不可避免的杂质。
测得卷板的屈服强度为235MPa,抗拉强度为327MPa,断后伸长率为42%,断面收缩率为75%。
依据GB/T 4336-2016《食品安全国家标准—食品接触用金属材料及制品》的要求对实施例3制得的卷板进行金属离子迁移试验,其中,
4%乙酸水溶液有害离子迁移浓度为:Cr:0.107mg/L;Mn:0.197mg/L;Ni<0.0001mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L;
3%氯化钠和4%乙酸混合溶液有害离子迁移浓度为:Cr:0.0991mg/L;Mn:0.1070mg/L;Ni<0.0001mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L;
加热800℃的高温环境下有害离子迁移浓度为:Cr:0.0882mg/L;Mn:0.590mg/L;Ni:0.021mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L。
实施例4
采用精选铁矿,将铁水进行预处理后通过钢水纯净化冶炼—LF—RH精炼真空—连铸坯等流程得到连铸坯;冶炼过程中LF和RH的精炼处理时间为20min,控制中间包过热度20℃。
将连铸坯加热到1100℃,然后进行连续轧制,粗道次变形量为65%,粗轧末道次变形温度为900℃;轧制速度为0.9m/s,轧制过程中采用层流冷却,终轧温度为850℃,卷取温度为400℃。
将所得钢材开卷后进行酸洗,去除卷板表面氧化铁皮,再进行冷轧、退火处理。冷轧工艺的相关参数参见表1:
表1
退火工艺的相关参数参见表2:
表2
所制得卷板的厚度为2.0±0.02mm,对卷板进行相关测试,金相组织图参见图4,其余测试结果如下。
测得卷板的组分及各组分的质量百分含量如下:
C:0.05%;Si:0.01%;Mn:0.04%;P:0.003%;S:0.001%;Als:0.003%;Ti:0.005%;N:0.002%;Cr:0.020%;Ni:0.004%;O:0.001%;As≤0.001%;Sn≤0.001%;Bi≤0.001%;Sb≤0.001%;Pb≤0.001%;余量为Fe及其他不可避免的杂质。
所制得卷板的屈服强度为230MPa,抗拉强度为317MPa,断后伸长率为44%,断面收缩率为80%。
依据GB/T 4336-2016《食品安全国家标准—食品接触用金属材料及制品》的要求对实施例4制得的卷板进行金属离子迁移试验,其中,
4%乙酸水溶液有害离子迁移浓度为Cr:0.098mg/L;Mn:0.203mg/L;Ni<0.0001mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L。
3%氯化钠和4%乙酸混合溶液有害离子迁移浓度为:Cr:0.0789mg/L;Mn:0.0791mg/L;Ni<0.0001mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L;
加热800℃的高温环境下有害离子迁移浓度为:Cr:0.0803mg/L;Mn:0.483mg/L;Ni:0.021mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L。
对比例1
采用精选铁矿,将铁水进行预处理后通过钢水纯净化冶炼—LF—RH精炼真空—连铸坯等流程得到连铸坯;冶炼过程中LF和RH的精炼处理时间为20min,控制中间包过热度20℃。
将连铸坯加热到1100℃,然后进行连续轧制,粗道次变形量为65%,粗轧末道次变形温度为900℃;轧制速度为0.9m/s,轧制过程中采用层流冷却,终轧温度为850℃,卷取温度为400℃。
所制得卷板的厚度为2.0±0.02mm,其余测试结果如下。
测得卷板的组分及各组分的元素质量百分数如下:
C:0.07%;Si:0.01%;Mn:0.05%;P:0.004%;S:0.006%;Als:0.003%;Ti:0.02%;N:0.003%;Cr:0.02%;Ni:0.040%;O:0.0015%;As≤0.001%;Sn≤0.001%;Bi≤0.001%;Sb≤0.001%;Pb≤0.001%;余量为Fe及其他不可避免的杂质。
测得卷板的屈服强度为255MPa,抗拉强度为375MPa,断后伸长率为35%,断面收缩率为68%。
依据GB/T 4336-2016《食品安全国家标准—食品接触用金属材料及制品》的要求对对比例1制得的卷板进行金属离子迁移试验,其中,
4%乙酸水溶液有害离子迁移浓度为:Cr:0.125mg/L;Mn:0.228mg/L;Ni:0.0042mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L;
3%氯化钠和4%乙酸混合溶液有害离子迁移浓度为:Cr:0.0998mg/L;Mn:0.218mg/L;Ni<0.0001mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L;
加热800℃的高温环境下有害离子迁移浓度为:Cr:0.0803mg/L;Mn:0.483mg/L;Ni:0.035mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L。
对比例2
采用精选铁矿,将铁水进行预处理后通过钢水纯净化冶炼—LF—RH精炼真空—连铸坯等流程得到连铸坯;冶炼过程中LF和RH的精炼处理时间为20min,控制中间包过热度20℃。
将连铸坯加热到1100℃,然后进行连续轧制,粗道次变形量为65%,粗轧末道次变形温度为900℃;轧制速度为0.9m/s,轧制过程中采用层流冷却,终轧温度为850℃,卷取温度为400℃。
所制得卷板的厚度为2.0±0.02mm,其余测试结果如下。
测得卷板的组分及各组分的元素质量百分数如下:
C:0.05%;Si:0.02%;Mn:0.04%;P:0.006%;S:0.003%;Als:0.003%;Ti:0.02%;N:0.002%;Cr:0.05%;Ni:0.035%;O:0.0016%;As≤0.001%;Sn≤0.001%;Bi≤0.001%;Sb≤0.001%;Pb≤0.001%;余量为Fe及其他不可避免的杂质。
测得卷板的屈服强度为248MPa,抗拉强度为367MPa,断后伸长率为32%,断面收缩率为75%。
依据GB/T 4336-2016《食品安全国家标准—食品接触用金属材料及制品》的要求对对比例2制得的卷板进行金属离子迁移试验,其中,
4%乙酸水溶液有害离子迁移浓度为:Cr:0.579mg/L;Mn:0.209mg/L;Ni<0.0001mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L;
3%氯化钠和4%乙酸混合溶液有害离子迁移浓度为:Cr:0.487mg/L;Mn:0.195mg/L;Ni<0.0001mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L;
加热800℃的高温环境下有害离子迁移浓度为:Cr:0.605mg/L;Mn:0.499mg/L;Ni<0.0001mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L。
对比例3
采用精选铁矿,将铁水进行预处理后通过钢水纯净化冶炼—LF—RH精炼真空—连铸坯等流程得到连铸坯;冶炼过程中LF和RH的精炼处理时间为20min,控制中间包过热度20℃。
将连铸坯加热到1100℃,然后进行连续轧制,粗道次变形量为65%,粗轧末道次变形温度为900℃;轧制速度为0.9m/s,轧制过程中采用层流冷却,终轧温度为850℃,卷取温度为400℃。
所制得卷板的厚度为2.0±0.02mm,其余测试结果如下。
测得卷板的组分及各组分的元素质量百分数如下:
C:0.07%;Si:0.02%;Mn:0.06%;P:0.005%;S:0.007%;Als:0.005%;Ti:0.015%;N:0.003%;Cr:0.03%;Ni:0.02%;O:0.002%;As≤0.001%;Sn≤0.001%;Bi≤0.001%;Sb≤0.001%;Pb≤0.001%;余量为Fe及其他不可避免的杂质。
测得卷板的屈服强度为265MPa,抗拉强度为380MPa,断后伸长率为33%,断面收缩率为64%。
依据GB/T 4336-2016《食品安全国家标准—食品接触用金属材料及制品》的要求对对比例3制得的卷板进行金属离子迁移试验,其中,
4%乙酸水溶液有害离子迁移浓度为:Cr:0.393mg/L;Mn:0.303mg/L;Ni:0.107mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L;
3%氯化钠和4%乙酸混合溶液有害离子迁移浓度为:Cr:0.283mg/L;Mn:0.299mg/L;Ni:0.0931mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L;
加热800℃的高温环境下有害离子迁移浓度为:Cr:0.401mg/L;Mn:0.481mg/L;Ni:0.152mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L。
对比例4
本例为市场上选购的一种普通热轧状态的3mm厚的Q235钢板,经检验其组分及各组分的元素质量百分数如下:
C:0.22%;Si:0.35%;Mn:0.85%;P:0.035%;S:0.04%;Ti:0.1%;N:0.005%;Cr:0.034%;Ni:0.0012%;O:0.031%;As≤0.001%;Sn≤0.001%;Bi≤0.001%;Sb≤0.001%;Pb≤0.001%;余量为Fe及其他不可避免的杂质。
测得钢板的屈服强度为345MPa,抗拉强度为435MPa,断后伸长率为32%,断面收缩率为65%。
依据GB/T 4336-2016《食品安全国家标准—食品接触用金属材料及制品》的要求对Q235钢板进行金属离子迁移试验,其中,
4%乙酸水溶液有害离子迁移浓度为:Cr:0.402mg/L;Mn:4.5mg/L;Ni:<0.0001mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L;
3%氯化钠和4%乙酸混合溶液有害离子迁移浓度为:Cr:0.399mg/L;Mn:4.639mg/L;Ni:<0.0001mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L;
加热800℃的高温环境下有害离子迁移浓度为:Cr:0.481mg/L;Mn:5.103mg/L;Ni:0.0093mg/L;As<0.0001mg/L;Sn<0.0001mg/L;Bi<0.0001mg/L;Sb<0.0001mg/L;Pb<0.0001mg/L。
根据上述实施例、对比例的描述可知,对比例1的合金组分含量相较于实施例1具有较小的变化,N和S元素有一定的变化。针对所制得合金板的测试结果显示,虽然对比例1合金板的有害离子迁移浓度也较低,但其力学性能并不能满足指标要求。对比例2、3相对于实施例2、3,主要变化的是Cr、Ni等微量元素。测试结果显示,对比例2、3的合金板的拉伸性能没有满足要求,且其有害元素的迁移量显著提高,不能满足国际标准的使用要求。
由此,本发明实施例通过对合金组分的含量进行限定,能够实现合金的有害金属离子迁移率与力学性能的整体优化平衡。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
- 一种钨合金前驱复合粉体的制备方法、陶瓷氧化铝增强钨合金及其制备方法
- 一种镍钨中间合金及一种电子束熔炼制备镍钨中间合金的方法
- 一种ZrO2-Y2O3颗粒增强钼合金及其制备方法、复合粉体及其制备方法
- 一种复合金属氧化物电极及其制备方法和一种电吸附去除氟离子的方法
- 一种可降解镁合金成型胚料,其制备设备,制备方法及由该成型胚料制备的加压螺钉
- 一种铂铑合金的制备方法、铂铑合金催化剂的制备方法及其应用
- 一种锡银铜合金纳米粉的制备方法、锡银铜纳米合金低温浆料及其制备方法和应用