一种圆柱体工件铣槽夹紧装置
文献发布时间:2024-01-17 01:17:49
技术领域
本发明涉及一种圆柱体工件铣槽夹紧装置。
背景技术
某种带侧孔的圆柱体工件需要精铣两端面通槽,根据工艺要求,加工一端槽时,前续工序是粗加工外圆;加工另一端槽时,前续工序是精加工外圆。不同工序分别精铣两端槽时,需要采用同一套夹紧装置,这就要求该装置不能因前道工序中外圆粗、精加工的的差异而影响工序对中性要求,现有技术中暂时还不存在这样的夹紧装置。
发明内容
为了解决上述技术问题,本发明提供一种结构简单、夹持定位合理、装卸方便的圆柱体工件铣槽夹紧装置。
本发明解决上述问题的技术方案是:一种圆柱体工件铣槽夹紧装置,包括底板,所述底板上一侧设置压板座,压板座上设有V形压块,V形压块上开有腰圆过孔,第一螺钉通过腰圆过孔将V形压块安装在压板座上;所述底板上另一侧设置V形块,定位销紧配合安装在V形块上。
上述圆柱体工件铣槽夹紧装置,所述压板座两端均通过第二螺钉和第二销固定安装在底板上。
上述圆柱体工件铣槽夹紧装置,所述V形块两端均通过第三螺钉和第三销固定安装在底板上。
上述圆柱体工件铣槽夹紧装置,所述V形压块的V形面朝下放置。
上述圆柱体工件铣槽夹紧装置,所述压板座上设有凹槽,V形压块可滑动放置在凹槽中,且通过第一螺钉锁紧。
上述圆柱体工件铣槽夹紧装置,所述V形压块上设有第四螺钉,第四螺钉旋进V形压块螺纹孔。
上述圆柱体工件铣槽夹紧装置,所述V形块的V形面朝上设置,所述定位销位于V形块的V形面中间。
本发明的有益效果在于:本发明提供一种在普通铣床上加工圆柱体工件两端面槽的夹紧装置,利用 V形块定位对中性好,无论是粗基准还是精基准均即可做主定位元件的特点,辅以销定位,保证工件的加工质量和生产效率。整个装置结构紧凑,夹持定位合理,装卸方便,两道工序采用同一套装置,节约了生产成本,同时保证了产品质量。
附图说明
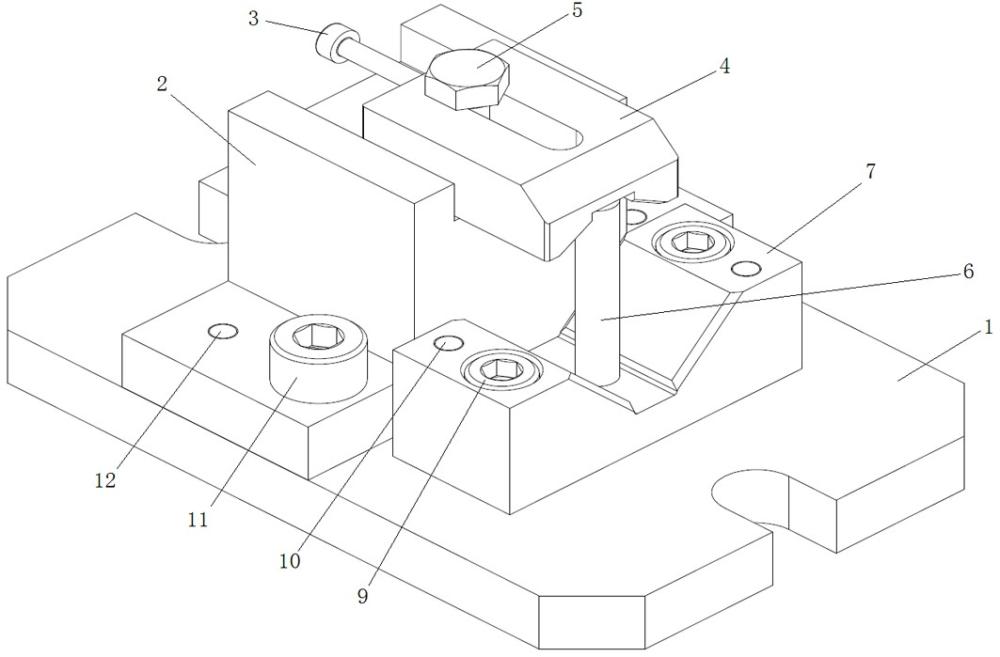
图1为本发明的立体图。
图2为本发明的结构图。
图3为图2的俯视图。
图4为压板座的立体图。
图5为圆柱体工件示意图。
实施方式
下面结合附图和实施例对本发明作进一步的说明。
如图1-图4所示,一种圆柱体工件铣槽夹紧装置,包括底板1,所述底板1上一侧设置压板座2,压板座2两端均通过第二螺钉12和第二销11固定安装在底板1上;压板座2上设有V形压块4,V形压块4上开有腰圆过孔,第一螺钉5通过腰圆过孔将V形压块4安装在压板座2上,且V形压块4的V形面朝下放置;所述底板1上另一侧设置V形块7,V形块7的V形面朝上设置,V形块7两端均通过第三螺钉10和第三销9固定安装在底板1上,定位销6紧配合安装在V形块7的V形面中间位置。
所述压板座2上设有凹槽,V形压块4可滑动放置在凹槽中,且通过第一螺钉5锁紧。
为了便于推动V形压块4,在V形压块4上设有第四螺钉3,第四螺钉3旋进V形压块4螺纹孔。
图5为圆柱体工件8的示意图,圆柱体工件8外圆粗加工后需加工槽81,圆柱体工件8外圆精加工后需精铣槽82。
本发明的工作过程为:
圆柱体工件8外圆粗加工后需加工槽81,将整套夹紧装置安装在铣床工作台T形槽并用连接件固定。拧松第一螺钉5,用第四螺钉3拖开V形压块4,将待加工的圆柱体工件8中间圆孔插入定位销6后放置在V形块7上,用第四螺钉3推进V形压块4使之压住圆柱体工件8,拧紧第一螺钉5。启动铣床主轴进行对刀,对刀完成后,即可开始加工圆柱体工件8的加工槽81;完成后取出工件进入下道工序。
圆柱体工件8外圆精加工后需精铣槽82,采用同套夹紧装置,拧松第一螺钉5,用第四螺钉3拖开V形压块4,将待加工的圆柱体工件8中间圆孔插入定位销6后放置在V形块7上,用第四螺钉3推进V形压块4使之压住圆柱体工件8,拧紧第一螺钉5。启动铣床主轴进行对刀,对刀完成后,即可开始加工圆柱体工件8的加工槽82。
- 一种铣槽机夹紧进出料机构
- 一种方便对不同直径轴承工件进行夹紧固定的夹持装置
- 一种数控转塔冲床的工件夹紧装置
- 圆柱体工件端面径向铣槽装置
- 圆柱体工件端面径向铣槽装置