一种钢桁架关键节点组装方法
文献发布时间:2024-01-17 01:21:27
技术领域
本发明涉及钢结构技术领域,具体涉及一种钢桁架关键节点组装方法。
背景技术
随着国家技术和经济的飞速发展,高层建筑物逐渐增多,且高层连体结构出现的次数越来越多,跨度越来越大,这些连体结构,在建筑高空与两侧塔楼通过转换层连成整体,转换钢桁架承担着竖向荷载的传递作用,因此对桁架的组装精度要求较高,但钢桁架节点交接处较为复杂,给现场组装带来较高难度。
钢桁架中存在大量箱梁、工字钢连接梁的焊接,尤其是斜向腹杆和上下弦杆交接处,焊接量大而密集,给施工造成困难,对焊接工作人员的焊接工艺水平提出较高要求;因桁架跨度较大,因此在桁架中间位置不可避免的对箱梁进行对接焊,箱梁厚度超过80mm属于厚板焊接,且上下弦杆需承受腹杆传递的上部荷载,因此对焊接质量要求较高。传统的箱梁对接上、下弦杆与腹杆的连接节点处由工人进行直接焊接,但其焊接区域密集复杂,难以避免仰焊、斜焊缝等复杂的焊接角度,难以保证组装质量,易产生残余应力,导致杆件变形、扭曲,甚至在焊接节点处开裂,造成生命和财产的损失。
发明内容
因此,本发明要解决的技术问题在于克服现有技术中大跨高空转换钢桁架在原位拼装时施工困难,大量采用焊接,焊接区域密集,焊接次应力高度集中,易产生残余应力,导致杆件变形、扭曲,甚至在焊接节点处开裂,难以保证组装质量的缺陷,从而提供一种钢桁架关键节点的组装方法。
一种钢桁架关键节点组装方法,包括如下步骤:
S1:在整榀钢桁架设计位置的正下方搭设胎架。
S2:在胎架上按照设计要求下料分别制作子梁、上弦杆、下弦杆、斜腹杆和工字梁。
S3:使用上弦杆、下弦杆、斜腹杆和工字梁制作单榀钢桁,斜腹杆通过连接卡座分别与上弦杆和下弦杆进行连接,工字梁端部腹板处开设第一螺栓孔,相连的两根工字梁通过端板连接件栓接。
S4:将多根子梁首尾连接制作箱梁,相邻两根子梁连接时,在子梁的侧面开口从内部对两根子梁的连接处进行焊接,焊接完成后对开口位置进行补焊,在箱梁与单榀桁架连接处设置角钢连接件。
S5:将单榀钢桁架中的工字梁通过角钢连接件与箱梁栓接。
作为本发明中钢桁架关键节点组装方法的一种优选,所述胎架的中间位置设置有预起拱,所述预起拱的起拱高度为整榀钢桁架跨度的1/800或1/1000。
作为本发明中钢桁架关键节点组装方法的一种优选,所述连接卡座包括卡座和转动轴,所述卡座设置于上弦杆和下弦杆与斜腹杆的连接处,所述转动轴设置于斜腹杆的两端,转动轴呈圆柱状,其中部一侧与斜腹杆的端部焊接连接。
作为本发明中钢桁架关键节点组装方法的一种优选,所述卡座包括底座和卡扣,所述底座通过螺栓与上弦杆或下弦杆栓接,其顶部斜向开设有弧形卡槽,所述卡扣与弧形卡槽栓接形成转动轴安装槽。
作为本发明中钢桁架关键节点组装方法的一种优选,所述弧形卡槽和卡扣的内壁均设置有内齿纹,所述转动轴的两端设置有与内齿纹相配的外齿纹。
作为本发明中钢桁架关键节点组装方法的一种优选,所述S4具体包括如下步骤:
在子梁端部的侧面开口,将两个子梁的连接处对接,从子梁的内部对连接缝进行焊接,焊接时同时对称焊接两条立焊焊缝,再焊接两条平焊焊缝,最后对开口进行补焊。
作为本发明中钢桁架关键节点组装方法的一种优选,所述焊接采用CO
作为本发明中钢桁架关键节点组装方法的一种优选,焊接过程中焊液溶池的截面宽/深比应保持在为1.1~1.2,焊接前进行预热,焊接后进行保温缓冷。
作为本发明中钢桁架关键节点组装方法的一种优选,角钢连接件包括一对角钢,其设置于箱梁与工字梁连接处的两侧,其一侧肢板与箱梁焊接连接,另一侧肢板开设有与工字梁端部第一螺栓孔的孔径、数量、大小相同的第二螺栓孔,一对角钢之间的预留距离比工字梁腹板厚度宽3~5mm。
作为本发明中钢桁架关键节点组装方法的一种优选,所述端板连接件包括一对钢板,所述钢板的两端开设有与工字梁端部第一螺栓孔的孔径、数量、大小相同的第三螺栓孔。
本发明技术方案,具有如下优点:
1、本发明通过连接卡座、角钢连接件和端板连接件来替代原有复杂节点的焊接,将焊接区域的数量将至最低,在保证施工质量的同时提高了施工进度。
2、本发明通过在子梁的端部侧面开口,从内部对梁端连接处进行焊接,以此避免传统焊接方法中的仰焊,能够有效的保证焊接质量。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
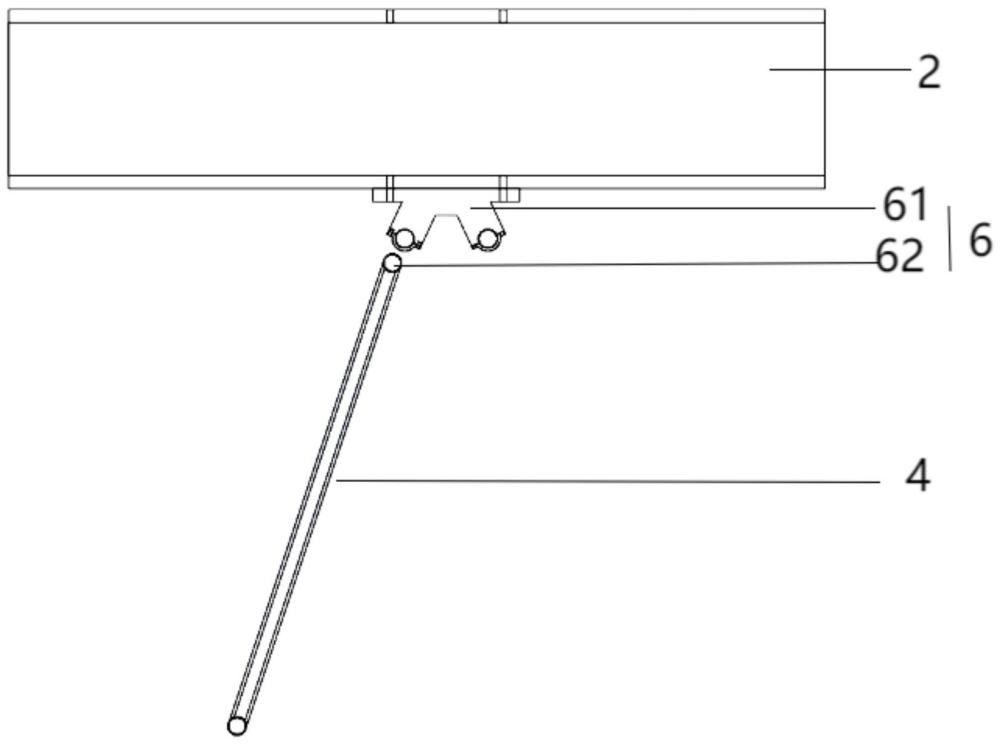
图1为本发明中上弦杆与腹杆连接示意图。
图2为本发明中下弦杆与腹杆连接示意图。
图3为本发明中卡座的结构示意图。
图4为本发明中工字梁与工字梁连接示意图。
图5为本发明中子梁与子梁连接示意图。
图6为本发明中工字梁与箱梁连接示意图。
附图标记说明:
1、箱梁;11、子梁;2、上弦杆;3、下弦杆;4、斜腹杆;5、工字梁;6、连接卡座;61、卡座;611、底座;612、卡扣;62、转动轴;7、端板连接件;8、角钢连接件。
具体实施方式
下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可依具体情况理解上述术语在本发明中的具体含义。
此外,下面所描述的本发明不同实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
本实施例提供了一种用于替代原有复杂节点的焊接方法的钢桁架关键节点组装方法,该方法可以将钢桁架关键节点焊接区域的数量降至最低,在保证施工质量的同时提高施工进度,该方法具体包括如下步骤:
步骤一:在整榀钢桁架设计位置的正下方进行竖直地面投影,并标记位置,在标记处搭设胎架,胎架采用H型钢梁拼接而成,其中主梁数量为9支,其规格为HN600*300*16*20mm,主梁之间采用横截面为HN350*175*7*11mm的次梁连接。根据起拱要求,在现场将胎架中间部位垫高,垫高高度为整榀钢桁架跨度的1/800或1/1000。
步骤二:将提前预制好的子梁11、上弦杆2、下弦杆3、斜腹杆4和工字梁5运输至胎架上指定位置。
步骤三:将上弦杆2、下弦杆3、斜腹杆4和工字梁5组装形成单榀钢桁架。在组装过程,斜腹杆4和上弦杆2与下弦杆3之间通过连接卡座6相互连接。工字梁5所采用的为H型钢,工字梁5两端的腹板处均开设多个间隔均匀设置的第一螺栓孔,如图4所示,相连的两个工字梁5之间通过端板连接件7和高强度螺栓栓接牢固。
步骤四:将多根子梁11首尾连接形成箱梁1,因为箱梁1的板厚较厚,若按照传统焊接方法,相邻两根子梁11连接时,将不可避免进行仰焊,难以保证焊接质量。在本实施例中,如图5所示,需在子梁11的侧面开口从内部对两根子梁11的连接处进行焊接,焊接完成后对开口位置进行补焊,箱梁1与工字梁5连接处设置角钢连接件8;
步骤五:如图6所示,将单榀钢桁架中的工字梁5通过角钢连接件8与箱梁1栓接,然后将其安装至设计位置,进行下一单榀钢桁架和箱梁1的组装和安装,直至完成整榀钢桁架的安装。
在本实施中,如图1和图2所示,所述连接卡座6包括卡座61和转动轴62,所述卡座61设置于上弦杆2和下弦杆3与斜腹杆4的连接处,所述转动轴62设置于斜腹杆4的两端,转动轴62呈圆柱状,其中部一侧与斜腹杆4的端部焊接连接。如图3所示,所述卡座61包括底座611和卡扣612,所述底座611通过螺栓与上弦杆2或下弦杆3栓接,其顶部斜向开设有弧形卡槽,所述卡扣612与弧形卡槽栓接形成转动轴安装槽。所述弧形卡槽和卡扣612的内壁均设置有内齿纹,所述转动轴62的两端设置有与内齿纹相配的外齿纹。
弦杆与斜腹杆4的连接步骤如下:
首先将上弦杆2和下弦杆3与斜腹杆4的交接处进行标记,在标记处开设螺栓孔,将下弦杆3的底座611通过螺栓固定于下弦杆3上表面螺栓孔处。将斜腹杆4的下端转动轴62插入下弦杆3底座611的弧形卡槽处,确保其内齿纹和外齿纹啮合;将上弦杆2底座611的弧形凹槽与斜腹杆4上端转动轴62连接,然后将其滑动至上弦杆2的螺栓孔处将其固定。待所有的斜腹杆4通过底座611与上弦杆2和下弦杆3固定后,将卡扣612与底座611使用螺栓紧固,防止其在上部荷载作用下斜腹杆4从连接卡座6中脱落,以保证其传力性能.
在本实施例中,所述步骤四具体包括如下步骤:
在子梁11端部的侧面开口,将两个子梁11的连接处对接,从子梁11的内部对连接缝进行焊接,将四面全部焊接完成后,再将开口补焊完成。焊接时同时对称焊接两条立焊焊缝,再焊接两条平焊焊缝,最后对开口进行补焊。在焊接立焊焊缝时,应由2名焊工同时对称施焊,采用多层多道焊。在焊接两条平焊焊缝时,也应优先采用对称施焊,如不便采用,则也可进行交替焊接。
焊接过程中应控制好焊接电流和速度,使焊液溶池的截面宽/深比应保持在为1.1~1.2,焊接前进行预热,焊接后进行保温缓冷。焊接后保温缓冷即在焊缝焊完或焊接暂停后,应立即覆盖保温棉并使焊缝缓慢冷却。
所述焊接采用CO
在本实施例中,所述角钢连接件8包括一对角钢,其设置于箱梁1与工字梁5连接处的两侧,其一侧肢板预先焊接于箱梁1的一侧,另一侧肢板开设有与工字梁5端部第一螺栓孔的孔径、数量、大小相同的第二螺栓孔,工字梁5通过穿过第一螺栓孔和第二螺栓孔的高强度螺栓与箱梁1栓接。一对角钢之间的预留距离比工字梁5腹板厚度宽3~5mm,以便于安装。
所述端板连接件7包括一对钢板,所述钢板的两端开设有与工字梁5端部第一螺栓孔的孔径、数量、大小相同的第三螺栓孔,相连两根工字梁5通过穿过第三螺栓孔和第一螺栓孔的高强度螺栓栓接。
整榀钢桁架的关键连接节点包括斜腹杆4与上弦杆2和下弦杆3的连接点,以及因钢桁架跨度过大所产生的工字梁5与工字梁5的连接点、工字梁5与箱梁1的连接点。传统方法中这些节点均采由工人直接进行焊接,焊接区域密集复杂,难以避免仰焊、斜焊缝等复杂的焊接角度,难以保证组装质量。本发明通过采用连接卡座6替代斜腹杆4与上弦杆2和下弦杆3之间的焊接连接,通过端板连接件7替代工字梁5与工字梁5之间的焊接连接,通过角钢连接件8替代工字梁5与箱梁1之间的焊接连接,将焊接区域的数量降至最低,能够有效的保证组装质量,不易产生残余应力,在保证施工质量的同时提高施工进度。
本发明还通过在子梁11的端部侧面开口,从内部对梁端连接处进行焊接,以此避免传统焊接方法中的仰焊,进一步提升了焊接质量。
显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
- 一种鱼腹式钢箱梁组装辅助装置及鱼腹式钢箱梁组装方法
- 钢桁架多向交接箱型节点焊接模架及节点组装方法
- 钢桁架多向交接箱型节点焊接模架及节点组装方法