蒸镀掩模装置、蒸镀掩模装置的制造方法及有机器件的制造方法
文献发布时间:2024-01-17 01:26:37
技术领域
本公开涉及蒸镀掩模装置、蒸镀掩模装置的制造方法以及有机器件的制造方法。
背景技术
在智能手机、平板PC等可携带的设备中使用的显示装置的领域中,作为有机设备的一例的有机EL显示装置受到关注。作为有机EL显示装置等有机半导体器件的制造方法和制造装置,已知有使用蒸镀掩模来形成像素的方法和装置。由于在蒸镀掩模上形成有以期望的图案排列的贯通孔,因此像素按照期望的图案形成。例如,首先,将被固定于框架的状态下的蒸镀掩模组合到有机EL显示装置用的基板上。接着,在蒸镀装置中,将包含有机材料的蒸镀材料经由蒸镀掩模的贯通孔蒸镀到基板上。通过实施这样的蒸镀工序,能够以与蒸镀掩模的贯通孔对应的图案在基板上形成含有蒸镀材料的蒸镀层(或有机EL显示装置的发光层)来作为像素。蒸镀层构成有机EL显示装置的发光层。
有时将由蒸镀掩模和框架构成的装置称为蒸镀掩模装置。蒸镀掩模装置以使蒸镀掩模与基板对位的方式在蒸镀装置内被对位。
专利文献1:日本特许第5382259号公报
发明内容
本公开的目的在于提供能够提高对位精度的蒸镀掩模装置、蒸镀掩模装置的制造方法以及有机EL显示装置的制造方法。
本公开的蒸镀掩模装置具备框架、蒸镀掩模和对准掩模。框架包括第一框架面、位于第一框架面的相反侧的第二框架面、以及从第一框架面贯通至第二框架面的框架开口。蒸镀掩模与第一框架面接合。蒸镀掩模包括在俯视时与框架开口重叠的多个贯通孔。对准掩模与第一框架面接合。对准掩模与蒸镀掩模在第一方向上排列。对准掩模包括在与第一方向正交的第二方向上位于相互不同的位置并且与框架重叠的2个第一对准掩模孔。相对于第一对准掩模孔,将框架与对准掩模接合在一起的第一焊接部位于第二方向上的对准掩模的外侧。相对于第一对准掩模孔,将框架与对准掩模接合在一起的第二焊接部位于第二方向上的对准掩模的内侧。
本公开的蒸镀掩模装置具备框架、蒸镀掩模和对准掩模。框架包括第一框架面、位于第一框架面的相反侧的第二框架面、以及从第一框架面贯通至第二框架面的框架开口。蒸镀掩模与第一框架面接合。蒸镀掩模包括在俯视时与框架开口重叠的多个贯通孔。对准掩模与第一框架面接合。对准掩模与蒸镀掩模在第一方向上排列。对准掩模包括在与第一方向正交的第二方向上位于相互不同的位置并且与框架重叠的2个第一对准掩模孔。相对于第一对准掩模孔,将框架与对准掩模接合在一起的第一焊接部位于第二方向上的对准掩模的外侧。相对于第一对准掩模孔,将框架与对准掩模接合在一起的第五焊接部位于第一方向上的两侧。
本公开的蒸镀掩模装置的制造方法具备准备工序、第一接合工序和第二接合工序。在准备工序中,准备框架,该框架包括第一框架面、位于第一框架面的相反侧的第二框架面、以及从第一框架面贯通至第二框架面的框架开口。在第一接合工序中,利用第一焊接部和第二焊接部将对准掩模接合于第一框架面。在第二接合工序中,与对准掩模在第一方向上排列地将蒸镀掩模接合于第一框架面,该蒸镀掩模包含在俯视时与框架开口重叠的多个贯通孔。对准掩模包括在与第一方向正交的第二方向上位于相互不同的位置并且与框架重叠的2个第一对准掩模孔。第一焊接部相对于第一对准掩模孔位于对准掩模在第二方向上的外侧。第二焊接部相对于第一对准掩模孔位于对准掩模在第二方向上的内侧。
本公开的蒸镀掩模装置的制造方法具备准备工序、第一接合工序和第二接合工序。在准备工序中,准备框架,该框架包括第一框架面、位于第一框架面的相反侧的第二框架面、以及从第一框架面贯通至第二框架面的框架开口。在第一接合工序中,利用第一焊接部和第五焊接部将对准掩模接合于第一框架面。在第二接合工序中,与对准掩模在第一方向上排列地将蒸镀掩模接合于第一框架面,该蒸镀掩模包含在俯视时与框架开口重叠的多个贯通孔。对准掩模包括在与第一方向正交的第二方向上位于相互不同的位置并且与框架重叠的2个第一对准掩模孔。第一焊接部相对于第一对准掩模孔位于对准掩模在第二方向上的外侧。第五焊接部相对于第一对准掩模孔位于第一方向上的两侧。
本公开的有机EL显示装置的制造方法具备装置准备工序、对位工序、紧贴工序和蒸镀工序。在装置准备工序中,准备上述的蒸镀掩模装置。在对位工序中,进行蒸镀掩模装置与基板的对位。在紧贴工序中,使蒸镀掩模装置的蒸镀掩模紧贴于基板。在蒸镀工序中,通过蒸镀掩模的贯通孔使蒸镀材料蒸镀到基板上而形成蒸镀层。
根据本公开,能够提高对位精度。
附图说明
图1是示出具备本公开的实施方式的蒸镀掩模装置的蒸镀装置的图。
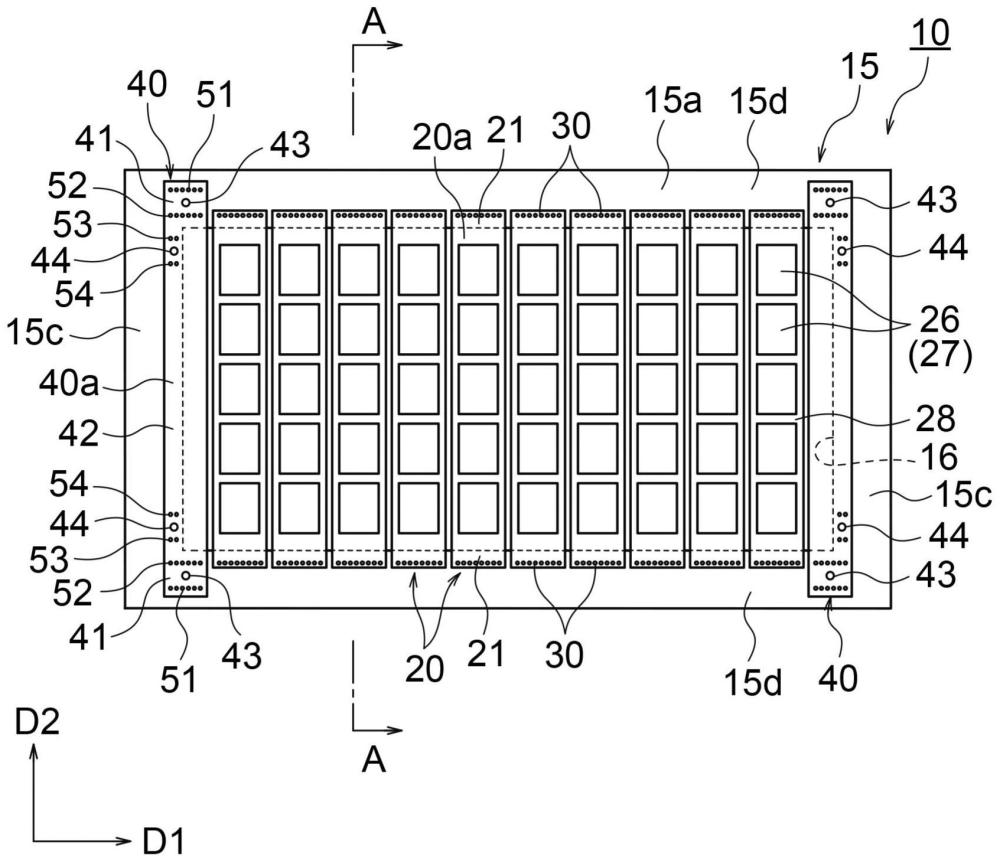
图2是示出本公开的实施方式的蒸镀掩模装置的俯视图。
图3是示意性地示出沿着图2所示的A-A线的截面的图。
图4是示出图2所示的框架的俯视图。
图5是示出图2所示的蒸镀掩模装置中的第一框架对准孔的剖视图,并且是沿着图7的B-B线的剖视图。
图6是示出图2所示的蒸镀掩模装置中的第二框架对准孔的剖视图,并且是沿着图7的C-C线的剖视图。
图7是示出图2所示的蒸镀掩模装置的局部放大俯视图。
图8是示出本公开的实施方式的蒸镀掩模装置的制造方法中的第一接合工序的图。
图9是示出在图8所示的第一接合工序中形成第一对准焊接部和第二对准焊接部的情形的图。
图10是示出在图8所示的第一接合工序中形成第三对准焊接部和第四对准焊接部的情形的图。
图11是示出本公开的实施方式的蒸镀掩模装置的制造方法中的第二接合工序的图。
图12是示出在图11所示的第二接合工序中视觉辨认第一对准掩模孔的情形的图。
图13是示出在图11所示的第二接合工序中视觉辨认贯通孔的情形的图。
图14是示意性地示出通过本公开的实施方式的有机EL显示装置的制造方法获得的有机EL显示装置的剖视图。
图15是示出本公开的实施方式的有机EL显示装置的制造方法中的对位工序的图。
图16是示出在图15所示的对位工序中视觉辨认基板对准孔和第二对准掩模孔的情形的图。
图17是示出本公开的实施方式的有机EL显示装置的制造方法中的紧贴工序的图。
图18是示出本公开的实施方式的有机EL显示装置的制造方法中的蒸镀工序的图。
图19是示出图7所示的蒸镀掩模装置的变形例的局部放大俯视图。
图20是示出图19所示的蒸镀掩模装置的变形例的局部放大俯视图。
具体实施方式
在本说明书和本附图中,只要没有特别的说明,则“基板”、“基材”、“板”、“片”、“膜”等表示成为某结构的基础的物质的用语并不是仅基于称呼上的不同而相互区别的用语。
在本说明书和本附图中,只要没有特别的说明,则对于确定形状、几何学上的条件以及它们的程度的例如“平行”、“正交”等用语、以及长度、角度的值等,不限于严格的意思,而是包含能够期待同样的功能的程度的范围来进行解释。
在本说明书和本附图中,只要没有特别的说明,则包括如下情况:某个部件或某个区域等的某个结构处于其他部件或其他区域等的其他结构的“上”、“下”、“上侧”、“下侧”、或者“上方”、“下方”的情况;以及,某个结构与其他结构直接接触的情况。进而,也包括如下情况:在某个结构与其他结构之间包含其他结构的情况、即间接地接触的情况。另外,只要没有特别的说明,则对于“上”、“上侧”、“上方”、或者“下”、“下侧”、“下方”这样的语句,上下方向也可以反转。
在本说明书和本附图中,只要没有特别的说明,则有时对相同部分或者具有相同功能的部分标注相同的标号或者类似的标号,并省略其重复的说明。另外,为了便于说明,附图的尺寸比率有时与实际的比率不同,有时将结构的一部分从附图中省略。
在本说明书和本附图中,只要没有特别的说明,则能够在不产生矛盾的范围内与其他实施方式、变形例组合。另外,其他实施方式彼此、或者其他实施方式与变形例也能够在不产生矛盾的范围内进行组合。另外,变形例彼此也能够在不产生矛盾的范围内进行组合。
在本说明书和本附图中,只要没有特别的说明,则在关于制造方法等方法公开多个工序的情况下,可以在公开的工序之间实施未公开的其他工序。另外,所公开的工序的顺序在不产生矛盾的范围内是任意的。
在本说明书和本附图中,只要没有特别的说明,则由“~”这样的记号表示的数值范围包含被置于“~”这样的符号的前后的数值。例如,由“34~38质量%”这样的表述限定的数值范围与由“34质量%以上且38质量%以下”这样的表述限定的数值范围相同。
在本说明书和本附图中,只要没有特别的说明,则在本说明书的一个实施方式中,列举与在制造有机EL显示装置时为了将有机材料以期望的图案在基板上图案化所使用的蒸镀掩模或其制造方法相关的例子进行说明。但是,并不限定于这样的应用,对于用于各种用途的蒸镀掩模,能够应用本实施方式。
以下,参照附图对本公开的一个实施方式进行详细说明。此外,以下所示的实施方式是本公开的实施方式的一例,本公开并不限定于这些实施方式来解释。
本公开的第一方式是一种蒸镀掩模装置,所述蒸镀掩模装置具备:
框架,其包括第一框架面、位于所述第一框架面的相反侧的第二框架面、以及从所述第一框架面贯通至所述第二框架面的框架开口;
蒸镀掩模,其与所述第一框架面接合,并包括在俯视时与所述框架开口重叠的多个贯通孔;以及
对准掩模,其与所述第一框架面接合,并与所述蒸镀掩模在第一方向上排列,
所述对准掩模包括与所述框架重叠的2个第一对准掩模孔,这2个第一对准掩模孔在与所述第一方向正交的第二方向上位于互不相同的位置,
相对于所述第一对准掩模孔,将所述框架与所述对准掩模接合在一起的第一焊接部位于所述对准掩模在所述第二方向上的外侧,
相对于所述第一对准掩模孔,将所述框架与所述对准掩模接合在一起的第二焊接部位于所述对准掩模在所述第二方向上的内侧。
作为本公开的第二方式,在上述的第一方式的蒸镀掩模装置中,可以是,
所述第一焊接部包括在所述第一方向上排列的多个第一焊接分割部,
所述第二焊接部包括在所述第一方向上排列的多个第二焊接分割部。
作为本公开的第三方式,在上述的第一方式或上述的第二方式的蒸镀掩模装置中,可以是,
所述框架包括从所述第一框架面朝向所述第二框架面延伸的、在俯视时与所述第一对准掩模孔重叠的第一框架对准孔。
作为本公开的第四方式,在上述的第三方式的蒸镀掩模装置中,可以是,所述第一框架对准孔从第一框架面贯通到第二框架面。
作为本公开的第五方式,在上述的第四方式的蒸镀掩模装置中,可以是,
所述第一框架对准孔沿着与所述第一方向和所述第二方向正交的第三方向延伸。
作为本公开的第六方式,在上述的第一方式至上述的第五方式的各个方式的蒸镀掩模装置中,可以是,
所述第一对准掩模孔在所述第二方向上位于所述框架开口的两侧。
作为本公开的第七方式,在上述的第一方式至上述的第六方式的各个方式的蒸镀掩模装置中,可以是,相对于所述第一对准掩模孔,将所述框架和所述对准掩模接合在一起的第五焊接部位于所述第一方向上的至少一侧。
作为本公开的第八方式,在上述的第一方式至上述的第七方式各自的蒸镀掩模装置中,可以是,
所述对准掩模包括在所述第二方向上位于相互不同的位置并且与所述框架重叠的2个第二对准掩模孔,
所述第二对准掩模孔分别在所述第二方向上位于一方的所述第二焊接部与另一方的所述第二焊接部之间。
作为本公开的第九方式,在上述第八方式的蒸镀掩模装置中,可以是,
相对于所述第二对准掩模孔,将所述框架与所述对准掩模接合在一起的第三焊接部位于所述对准掩模在所述第二方向上的外侧,
相对于所述第二对准掩模孔,将所述框架与所述对准掩模接合在一起的第四焊接部位于所述对准掩模在所述第二方向上的内侧。
作为本公开的第十方式,在上述的第九方式的蒸镀掩模装置中,可以是,
所述第三焊接部包括在所述第一方向上排列的多个第三焊接分割部,
所述第四焊接部包括在所述第一方向上排列的多个第四焊接分割部。
作为本公开的第十一方式,在上述的第八方式至上述的第十方式的各个方式的蒸镀掩模装置中,可以是,
所述框架包括从所述第一框架面朝向所述第二框架面延伸的第二框架对准孔,
所述第二框架对准孔包括位于所述第一框架面的、在俯视时与所述第二对准掩模孔重叠的对准框架开口。
作为本公开的第十二方式,在上述的第十一方式的蒸镀掩模装置中,可以是,
所述第二框架对准孔从所述第一框架面贯通到所述第二框架面。
作为本公开的第十三方式,在上述的第十二方式的蒸镀掩模装置中,可以是,
所述第二框架对准孔相对于所述第一框架面倾斜。
作为本公开的第十四方式,在上述的第八方式至上述第十三方式的各个方式的蒸镀掩模装置中,可以是,
所述第二对准掩模孔在所述第一方向上位于所述框架开口的一侧。
作为本公开的第十五方式,在上述的第八方式至上述的第十四方式的各个方式的蒸镀掩模装置中,可以是,
相对于所述第二对准掩模孔,将所述框架与所述对准掩模接合在一起的第六焊接部位于所述第一方向上的至少一侧。
本公开的第十六方式是一种蒸镀掩模装置,所述蒸镀掩模装置具备:
框架,其包括第一框架面、位于所述第一框架面的相反侧的第二框架面、以及从所述第一框架面贯通至所述第二框架面的框架开口;
蒸镀掩模,其与所述第一框架面接合,并包括在俯视时与所述框架开口重叠的多个贯通孔;以及
对准掩模,其与所述第一框架面接合,并与所述蒸镀掩模在第一方向上排列,
所述对准掩模包括与所述框架重叠的2个第一对准掩模孔,这2个第一对准掩模孔在与所述第一方向正交的第二方向上位于互不相同的位置,
相对于所述第一对准掩模孔,将所述框架与所述对准掩模接合在一起的第一焊接部位于所述对准掩模在所述第二方向上的外侧,
相对于所述第一对准掩模孔,将所述框架与所述对准掩模接合在一起的第五焊接部位于所述第一方向上的两侧。
作为本公开的第十七方式,在上述的第十六方式的蒸镀掩模装置中,可以是,
所述对准掩模包括与所述框架重叠的2个第二对准掩模孔,这2个第二对准掩模孔在所述第二方向上位于互不相同的位置,
所述第二对准掩模孔分别在所述第二方向上位于一方的所述第一对准掩模孔与另一方的所述第一对准掩模孔之间。
作为本公开的第十八方式,在上述的第十七方式的蒸镀掩模装置中,可以是,
相对于所述第二对准掩模孔,将所述框架和所述对准掩模接合在一起的第三焊接部位于所述对准掩模在所述第二方向上的外侧,
相对于所述第二对准掩模孔,将所述框架和所述对准掩模接合在一起的第六焊接部位于所述第一方向上的两侧。
本公开的第十九方式是一种蒸镀掩模装置的制造方法,所述蒸镀掩模装置的制造方法具备:
准备框架的准备工序,该框架包括第一框架面、位于所述第一框架面的相反侧的第二框架面、以及从所述第一框架面贯通至所述第二框架面的框架开口;
第一接合工序,通过第一焊接部和第二焊接部将对准掩模接合于所述第一框架面;以及
第二接合工序,与所述对准掩模在第一方向上排列地将蒸镀掩模接合于所述第一框架面,所述蒸镀掩模包括在俯视时与所述框架开口重叠的多个贯通孔,
所述对准掩模包括在与所述第一方向正交的第二方向上位于互不相同的位置并且与所述框架重叠的2个第一对准掩模孔,
所述第一焊接部相对于所述第一对准掩模孔位于所述对准掩模在所述第二方向上的外侧,
所述第二焊接部相对于所述第一对准掩模孔位于所述对准掩模在所述第二方向上的内侧。
本公开的第二十方式是一种蒸镀掩模装置的制造方法,所述蒸镀掩模装置的制造方法具备:
准备框架的准备工序,该框架包括第一框架面、位于所述第一框架面的相反侧的第二框架面、以及从所述第一框架面贯通至所述第二框架面的框架开口;
第一接合工序,通过第一焊接部和第五焊接部将对准掩模接合于所述第一框架面;以及
第二接合工序,与所述对准掩模在第一方向上排列地将蒸镀掩模接合于所述第一框架面,所述蒸镀掩模包括在俯视时与所述框架开口重叠的多个贯通孔,
所述对准掩模包括在与所述第一方向正交的第二方向上位于互不相同的位置并且与所述框架重叠的2个第一对准掩模孔,
所述第一焊接部相对于所述第一对准掩模孔位于所述对准掩模在所述第二方向上的外侧,
所述第五焊接部相对于所述第一对准掩模孔位于所述第一方向上的两侧。
另外,上述的第十九方式至上述的第二十方式也可以分别是通过第十九方式至第二十方式各自的蒸镀掩模装置的制造方法制造出的蒸镀掩模装置。
本公开的第二十一方式是一种有机器件的制造方法,所述有机器件的制造方法具备:
装置准备工序,准备上述的第一方式至上述的第十八方式的各个方式的蒸镀掩模装置;
对位工序,进行所述蒸镀掩模装置与基板的对位;
紧贴工序,使所述蒸镀掩模装置的所述蒸镀掩模紧贴于基板;以及
蒸镀工序,使蒸镀材料通过所述蒸镀掩模的所述贯通孔蒸镀于所述基板而形成蒸镀层。
另外,上述的第二十一方式也可以是通过第二十一方式的有机器件的制造方法制造出的有机器件。
以下,参照图1~图20对本公开的一个实施方式的蒸镀掩模装置、蒸镀掩模装置的制造方法以及有机器件的制造方法进行说明。
首先,参照图1,对实施使蒸镀材料蒸镀于对象物上的蒸镀处理的蒸镀装置80进行说明。
如图1所示,蒸镀装置80可以具备坩埚81等蒸镀源、加热器83和蒸镀掩模装置10。蒸镀装置80可以还具备用于使蒸镀装置80的内部成为真空气氛的排气机构(未图示)。坩埚81设置在蒸镀装置80的内部,构成为收容有机发光材料等蒸镀材料82。加热器83构成为对坩埚81进行加热。通过在真空气氛下加热坩埚81,由此,蒸镀材料82蒸发。
蒸镀掩模装置10可以以与坩埚81对置的方式位于蒸镀装置80内。蒸镀掩模装置10可以位于坩埚81的上方。基板91位于与蒸镀掩模装置10的蒸镀掩模20面对的位置。基板91是使蒸镀材料82附着的对象物。基板91可以位于蒸镀掩模20的上方。基板91可以被未图示的夹具把持而被保持。从坩埚81飞来的蒸镀材料通过蒸镀掩模20的后述的贯通孔25而附着于基板91。
如图1所示,蒸镀装置80可以具备位于基板91的上方的磁铁85。通过设置磁铁85,由此,利用磁力将蒸镀掩模20朝向磁铁85吸引,能够将蒸镀掩模20紧贴于基板91。由此,能够抑制在蒸镀工序中产生阴影(后述),从而能够提高由附着于基板91的蒸镀材料82形成的蒸镀层的形状精度和位置精度。蒸镀层相当于后述的有机EL显示装置90的发光层92(参照图14)。可以在基板91与磁铁85之间夹设有在蒸镀时对基板91进行冷却的冷却板(未图示)。
接着,参照图2~图7对本公开的一个实施方式的蒸镀掩模装置10进行说明。
如图2及图3所示,本实施方式的蒸镀掩模装置10可以具备框架15、设置在框架15上的蒸镀掩模20、以及设置在框架15上的对准掩模40。在框架15上可以接合有在第一方向D1上排列的2个以上的蒸镀掩模20。在本实施方式中,蒸镀掩模20以与第一方向D1正交的第二方向D2成为长边方向的方式形成为细长状。蒸镀掩模20具有在第二方向D2上排列成一列状的多个贯通孔组26。多个蒸镀掩模20可以在第一方向D1上排列并固定于框架15。
框架15可以对蒸镀掩模20以在沿着框架15的平面的方向上拉伸的状态进行支承。在该情况下,能够抑制蒸镀掩模20挠曲。这样,蒸镀掩模20可以架设于框架15上且被固定。
如图3所示,框架15可以包括第一框架面15a和第二框架面15b。第一框架面15a可以是与蒸镀掩模20接触的面。可以在第一框架面15a上接合蒸镀掩模20。第二框架面15b可以位于与第一框架面15a相反的一侧。此外,图3是示意性地示出图2的A-A线截面的图,为了使附图清楚,减少了后述的贯通孔组26的个数和贯通孔25的个数。
如图2和图4所示,框架15可以形成为俯视时呈矩形框的形状。框架15可以包括框架开口16。框架开口16可以从第一框架面15a贯通至第二框架面15b。框架开口16可以在俯视时与蒸镀掩模20的贯通孔组26重叠。在图2所示的例子中,在俯视时,框架开口16以沿着第一方向D1和第二方向D2的方式形成为矩形的形状。在此,“俯视”是表示在蒸镀掩模20的厚度方向上观察的用语,例如是表示在与图2的纸面垂直的方向上观察的用语。厚度方向是与第一方向D1正交并且与第二方向D2正交的方向,以下称为第三方向D3。
框架15可以包括2个第一延伸部分15c和2个第二延伸部分15d。第一延伸部分15c在第一方向D1上位于框架开口16的两侧。框架开口16位于2个第一延伸部分15c之间。第二延伸部分15d在第二方向D2上位于框架开口16的两侧。框架开口16位于2个第二延伸部分15d之间。第一延伸部分15c及第二延伸部分15d一体地形成为连续状,从而构成框架15。
如图4所示,框架15可以包括4个第一框架对准孔17和4个第二框架对准孔18。
第一框架对准孔17可以是用于进行框架15与对准掩模40的对位的孔。第一框架对准孔17可以是在后述的第二接合工序中用于在从框架15的第二框架面15b朝向第一框架面15a的方向上视觉辨认第一对准掩模孔43的孔(参照图12)。
如图5所示,第一框架对准孔17可以从第一框架面15a朝向第二框架面15b延伸。第一框架对准孔17可以在第三方向D3上延伸。第一框架对准孔17可以与第一框架面15a垂直地延伸,可以与第二框架面15b垂直地延伸。第一框架对准孔17可以从第一框架面15a贯通到第二框架面15b。然而,关于第一框架对准孔17,只要能够在从对准掩模40的后述的第一对准掩模面40a朝向第二对准掩模面40b的方向上视觉辨认出第一对准掩模孔43,则也可以不贯通框架15。第一框架对准孔17的平面形状是任意的,但如图7所示,可以是圆形的形状。
如图4所示,4个第一框架对准孔17可以位于沿着第一方向D1及第二方向D2的四边形的顶点处。在第二方向D2上排列的2个第一框架对准孔17可以在第二方向D2上位于框架开口16的两侧。在图4所示的例子中,位于上侧的第一框架对准孔17位于框架开口16的上侧,位于下侧的第一框架对准孔17位于框架开口16的下侧。在第二方向D2上排列的2个第一框架对准孔17与1个对准掩模40的后述的第一对准掩模孔43对应。
第二框架对准孔18可以是在有机EL显示装置90的制造方法的对位工序中使用的孔。更具体而言,第二框架对准孔18可以是用于在蒸镀装置80内对蒸镀掩模装置10和基板91进行对位时提高第二对准掩模孔44的视觉辨认性的孔。通过提高第二对准掩模孔44的视觉辨认性,能够提高蒸镀掩模装置10的对位的精度。
如图6所示,第二框架对准孔18可以从第一框架面15a朝向第二框架面15b延伸。第二框架对准孔18可以相对于第一框架面15a倾斜,也可以相对于第二框架面15b倾斜。第二框架对准孔18可以从第一框架面15a贯通到第二框架面15b。然而,第二框架对准孔18只要包含后述的对准框架开口18a,则也可以不贯通框架15。
第二框架对准孔18可以包括位于第一框架面15a的对准框架开口18a。对准框架开口18a可以在俯视时与后述的第二对准掩模孔44重叠。对准框架开口18a的平面形状是任意的,但如图7所示,可以是圆形的形状。
如图4所示,框架15可以包括4个第二框架对准孔18。4个第二框架对准孔18可以位于沿着第一方向D1及第二方向D2的四边形的顶点处。在第一方向D1上排列的2个第二框架对准孔18可以在第一方向D1上位于框架开口16的两侧。在图4所示的例子中,位于左侧的第二框架对准孔18位于框架开口16的左侧,位于右侧的第二框架对准孔18位于框架开口16的右侧。在第二方向D2上排列的2个第二框架对准孔18与1个对准掩模40的后述的第二对准掩模孔44对应。
框架15可以由与构成后述的蒸镀掩模20的材料相同的材料构成。但是,不限于此,也可以由与蒸镀掩模20不同的材料构成。
如图3所示,框架15具有从第一框架面15a到第二框架面15b的厚度H1。厚度H1例如可以为10mm以上,可以为15mm以上,可以为20mm以上,可以为25mm以上。通过将厚度H1设为10mm以上,能够抑制由于从架设的蒸镀掩模20受到的张力而发生变形的情况。另外,厚度H1例如可以为25mm以下,可以为40mm以下,可以为45mm以下,可以为50mm以下。通过将厚度H1设为50mm以下,能够抑制质量的增大。厚度H1的范围可以通过由10mm、15mm、20mm及25mm构成的第一组和/或由25mm、40mm、45mm及50mm构成的第二组来确定。厚度H1的范围可以通过上述第一组所包含的值中的任意1个与上述第二组所包含的值中的任意1个的组合来确定。厚度H1的范围可以通过上述第一组所包含的值中的任意2个的组合来确定。厚度H1的范围可以通过上述的第二组所包含的值中的任意2个的组合来确定。例如,可以为10mm以上且50mm以下,可以为10mm以上且45mm以下,可以为10mm以上且40mm以下,可以为10mm以上且25mm以下,以为10mm以上且20mm以下,可以为10mm以上且15mm以下,可以为15mm以上且50mm以下,可以为15mm以上且45mm以下,可以为15mm以上且40mm以下,可以为15mm以上且25mm以下,可以为15mm以上且20mm以下,可以为20mm以上且50mm以下,可以为20mm以上且45mm以下,可以为20mm以上且40mm以下,可以为20mm以上且25mm以下,可以为25mm以上且50mm以下,可以为25mm以上且45mm以下,可以为25mm以上且40mm以下,可以为25mm以上且25mm以下,可以为25mm以上且50mm以下,可以为25mm以上且45mm以下,可以为25mm以上且40mm以下,可以为40mm以上且50mm以下,可以为40mm以上且45mm以下,还可以为45mm以上且50mm以下。
接着,参照图2和图3对本公开的一个实施方式的蒸镀掩模20进行说明。
如图3所示,蒸镀掩模20可以包含第一掩模面20a和第二掩模面20b。第一掩模面20a可以是在蒸镀时与基板91(参照图1)紧贴的面。第二掩模面20b可以位于与第一掩模面20a相反的一侧。第二掩模面20b可以是与上述框架15相接【】的面。
如图2和图3所示,蒸镀掩模20可以包含2个重叠部21。重叠部21可以位于第二方向D2上的蒸镀掩模20的两侧。重叠部21可以与第一框架面15a、即第二延伸部分15d重叠。重叠部21是在第二方向D2上与后述的贯通孔组26相比在俯视观察时位于外侧的部分。在将蒸镀掩模20与框架15接合后,重叠部21的一部分被切断而被去除。
如图3所示,蒸镀掩模20可以包含2个以上的贯通孔25。蒸镀掩模20可以包含由2个以上的贯通孔25构成的贯通孔组26。在本实施方式中,如图2所示,各蒸镀掩模20包含在第二方向D2上排列的2个以上的贯通孔组26。贯通孔组26在第二方向D2上位于2个重叠部21之间。
如图3所示,贯通孔25从第一掩模面20a延伸到第二掩模面20b,从而贯通蒸镀掩模20。在图3中,为了简化附图,示出了贯通孔25的壁面以从第一掩模面20a朝向第二掩模面20b而远离中心轴线CL的方式相对于中心轴线CL呈直线状倾斜的例子。这样,贯通孔25的壁面可以形成为:在第一掩模面20a上的开口尺寸比在第二掩模面20b上的开口尺寸小。在该情况下,能够抑制从蒸镀装置80的坩埚81飞来的蒸镀材料82在到达基板91之前到达第二掩模面20b上的情况。在该情况下,能够抑制蒸镀材料82到达并附着于贯通孔25的壁面上的情况。能够抑制形成于基板91的发光层92的厚度在贯通孔25的壁面的附近变薄。由此,能够抑制阴影的产生。阴影是指蒸镀材料82向基板91的附着被贯通孔25的壁面阻碍。因此,能够提高由附着于基板91的蒸镀材料82形成的发光层92(参照图14)的形状精度、位置精度,能够提高发光层92的精细度。此外,对于贯通孔25的截面形状的更详细的说明,在此省略,但根据蒸镀掩模20的制造方法,贯通孔25的壁面的形状可以是弯曲的形状,是任意的。
如图2以及图3所示,贯通孔组26与上述的框架15的框架开口16重叠,并从框架开口16露出。贯通孔25在俯视时与框架开口16重叠。所有的贯通孔组26可以与框架开口16重叠。贯通孔组26可以构成为:2个以上的贯通孔25构成组。贯通孔组26被作为意味着规则地排列的多个贯通孔25的集合体的用语来使用。构成1个贯通孔组26的外缘的贯通孔25是同样规则地排列的多个贯通孔25中的位于最外侧的贯通孔25。在外缘的贯通孔25的外侧,可以不存在同样规则地排列而意图使蒸镀材料82通过的贯通孔25。然而,可以在外缘的贯通孔25的外侧形成其他用途的贯通孔、凹部(均未图示)。这些其他用途的贯通孔、凹部可以形成为不具有贯通孔25的排列的规则性,且可以认为是不属于贯通孔组26。
如图2所示,多个贯通孔组26可以隔开规定的间隔排列。贯通孔组26可以在第二方向D2上隔开规定的间隔地排列。虽然未图示,但贯通孔组26可以分别在第一方向D1和第二方向D2上排列而并列排列。更具体而言,构成沿着第一方向D1的1列的各贯通孔组26、和构成与该列在第二方向D2上相邻的其他列的各贯通孔组26可以在第二方向D2上排列。
在1个贯通孔组26中,多个贯通孔25可以隔开规定的间隔地排列。贯通孔25可以在第一方向D1上隔开规定的间隔地排列,并且在第二方向D2上隔开规定的间隔地排列。贯通孔25的排列间距可以在第一方向D1及第二方向D2上不同,但也可以相等。贯通孔25的排列间距可以根据显示装置或投影装置的像素密度例如以如下方式确定。
·像素密度为600ppi以上的情况:间距为42.3μm以下
·像素密度为1200ppi以上的情况:间距为21.2μm以下
·像素密度为3000ppi以上的情况:间距为8.5μm以下
·像素密度为5000ppi以上的情况:间距为5.1μm以下
像素密度为600ppi的显示装置或投影装置可以用于以距眼球15cm左右的距离显示图像或影像,例如,可以用作智能手机用的有机EL显示装置。像素密度为1200ppi的显示装置或投影装置可以用于以距眼球8cm左右的距离显示图像或影像,例如,可以用于显示或投影用于表现虚拟现实(所谓的VR)的图像或影像。像素密度为3000ppi的显示装置或投影装置可以用于以距眼球3cm左右的距离显示图像或影像,例如,可以用于显示或投影用于表现增强现实(所谓的AR)的图像或影像。像素密度为5000ppi的显示装置或投影装置可以用于以距眼球2cm左右的距离显示图像或影像,例如,可以用于显示或投影用于表现增强现实的图像或影像。
另外,1个贯通孔组26中的贯通孔25可以不是并列排列,而是交错排列(未图示)。即,构成沿着第一方向D1的1列的各贯通孔25、和构成与该列在第二方向D2上相邻的其他列的各贯通孔25可以不在第二方向D2上排列。构成1列的各贯通孔25和构成相邻的其他列的贯通孔25可以在第一方向D1上错开地排列。该偏移量可以是第一方向D1上的排列间距C1的一半,但偏移量是任意的。
贯通孔25可以在俯视时具有大致矩形形状的轮廓。轮廓的形状可以根据像素的形状任意地确定。例如,可以具有六边形、八边形等其他多边形的形状,也可以具有圆形的形状。另外,轮廓的形状可以是多个形状的组合。另外,贯通孔25可以分别具有彼此不同的轮廓形状。在贯通孔25具有多边形形状的轮廓的情况下,贯通孔25的开口尺寸可以设为在多边形中对置的一对边的间隔。
在图3中,贯通孔25在蒸镀掩模20的第一掩模面20a上的开口尺寸用标号S1表示。贯通孔25在蒸镀掩模20的第二掩模面20b上的开口尺寸用标号S2表示。标号S3表示第一掩模面20a上的相互相邻的贯通孔25彼此之间的距离。
尺寸S1、尺寸S2以及尺寸S3根据显示装置或投影装置的像素密度例如如以下的表1这样确定。
贯通孔组26有时被称为有效区域27。位于有效区域27的周围的区域有时被称为周围区域28。在本实施方式中,周围区域28包围1个有效区域27。
在使用蒸镀掩模20制作有机EL显示装置等显示装置的情况下,1个有效区域27与1个有机EL显示装置的显示区域对应。因此,根据图2所示的蒸镀掩模20,能够进行有机EL显示装置的拼版蒸镀。1个有效区域27也可以与多个显示区域对应。
有效区域27例如可以在俯视时具有大致矩形形状的轮廓。有效区域27的轮廓可以由从外侧与对应的贯通孔组26中的位于最外侧的贯通孔25相切的线来划定。更详细而言,有效区域27的轮廓可以由与贯通孔25的开口相切的线划定。在图2所示的例子中,有效区域27的轮廓成为大致矩形形状的轮廓。虽然未图示,但各有效区域27可以对应于有机EL显示装置的显示区域的形状而具有各种形状的轮廓。例如,各有效区域27可以具有圆形形状的轮廓。
如图3所示,蒸镀掩模20具有从第一掩模面20a到第二掩模面20b的厚度H2。厚度H2例如可以为2μm以上,可以为5μm以上,可以为10μm以上,可以为15μm以上。通过使厚度H2为2μm以上,能够确保蒸镀掩模20的机械强度。另外,厚度H2例如可以为20μm以下,可以为30μm以下,可以为40μm以下,可以为50μm以下。通过使厚度H2为50μm以下,能够抑制阴影的产生。厚度H2的范围可以通过由2μm、5μm、10μm及15μm构成的第一组和/或由20μm、30μm、40μm及50μm构成的第二组来确定。厚度H2的范围可以通过上述第一组中包含的值中的任意1个与上述第二组中包含的值中的任意1个的组合来确定。厚度H2的范围可以通过上述第一组中包含的值中的任意2个的组合来确定。厚度H2的范围可以通过上述的第二组所包含的值中的任意2个的组合来确定。例如,可以为2μm以上且50μm以下,可以为2μm以上且40μm以下,可以为2μm以上且30μm以下,可以为2μm以上且20μm以下,可以为2μm以上且15μm以下,可以为2μm以上且10μm以下,可以为2μm以上且5μm以下,可以为5μm以上且50μm以下,可以为5μm以上且40μm以下,可以为5μm以上且30μm以下,可以为5μm以上且20μm以下,可以为5μm以上且15μm以下,可以为5μm以上且10μm以下,可以为10μm以上且50μm以下,可以为10μm以上且40μm以下,可以为10μm以上且30μm以下,可以为10μm以上且20μm以下,可以为10μm以上且15μm以下,可以为15μm以上且50μm以下,可以为15μm以上且40μm以下,可以为15μm以上且30μm以下。可以为20μm以下,可以为20μm以上且50μm以下,可以为20μm以上且40μm以下,可以为20μm以上且30μm以下,可以为30μm以上且50μm以下,可以为30μm以上且40μm以下,可以为40μm以上且50μm以下。
蒸镀掩模20可以由金属材料构成。金属材料可以是磁性金属材料。蒸镀掩模20例如可以由包含镍的铁合金构成。铁合金除了镍以外还可以含有钴。例如,作为蒸镀掩模20的材料,可以使用镍和钴的含量合计为30质量%以上且54质量%以下、且钴的含量为0质量%以上且6质量%以下的铁合金。作为含有镍的铁合金的具体例,可以举出含有34质量%以上且38质量%以下的镍的因瓦合金材料、含有38质量%以上且54质量%以下的镍的低热膨胀Fe-Ni系镀覆合金等。作为包含镍和钴的铁合金的具体例,可举出除了30质量%以上且34质量%以下的镍以外还包含钴的超因瓦合金材料等。通过使用这样的铁合金,能够降低蒸镀掩模20的热膨胀系数。例如,在使用玻璃基板作为基板91的情况下,能够将蒸镀掩模20的热膨胀系数设为与玻璃基板同等的较低的值。由此,在蒸镀工序时,能够抑制如下情况:形成于基板91的发光层92的形状精度、位置精度因蒸镀掩模20与基板91之间的热膨胀系数之差而降低。
作为构成蒸镀掩模20的材料,在可以不将热膨胀系数设为与玻璃基板同等的较低值的情况下,可以代替上述的铁合金,例如由单质的镍构成,或者也可以由含钴的镍合金构成。在由含钴的镍合金构成的情况下,作为蒸镀掩模20的材料,可以使用钴的含量为8质量%以上且10质量%以下的镍合金。通过使用这样的镍或镍合金,在通过镀敷处理制造蒸镀掩模20的情况下,能够使镀敷液稳定,其中,该镀敷液析出构成蒸镀掩模20的镀敷覆膜,从而,能够使管理变得容易并且能够提高操作性。能够使镀敷覆膜的成分均等,能够提高蒸镀掩模20的品质。
如图2、图3及图7所示,可以在蒸镀掩模20上形成蒸镀掩模焊接部30。蒸镀掩模焊接部30将框架15与蒸镀掩模20接合在一起。
蒸镀掩模焊接部30可以位于重叠部21。蒸镀掩模焊接部30可以包括在第一方向D1上排列的多个焊接分割部30a。焊接分割部30a可以在俯视时形成为点状,可以从蒸镀掩模20遍及框架15而形成。例如,可以通过点焊形成焊接分割部30a。焊接分割部30a的个数可以是1个,也可以是2个以上,是任意的。
蒸镀掩模焊接部30不限于包含多个焊接分割部30a。例如,虽然未图示,但蒸镀掩模焊接部30也可以形成为在第一方向D1上呈连续状延伸。
接着,参照图2和图5~图7对本公开的一个实施方式的对准掩模40进行说明。
如图2所示,可以在框架15上接合2个对准掩模40。对准掩模40可以与框架15的第一框架面15a接合。对准掩模40可以架设并固定于框架15。
如图5和图6所示,对准掩模40可以包括第一对准掩模面40a和第二对准掩模面40b。第一对准掩模面40a可以是在蒸镀时与基板91紧贴的面。第二对准掩模面40b可以位于与第一对准掩模面40a相反的一侧。第二对准掩模面40b可以是与上述框架15相接的面。
如图2所示,对准掩模40可以在第一方向D1上与蒸镀掩模20排列。更具体而言,对准掩模40可以在第一方向D1上位于框架开口16的一侧。一个对准掩模40可以在俯视时与一个第一延伸部分15c重叠,并与位于该第一延伸部分15c附近的蒸镀掩模20在第一方向D1上排列。另一个对准掩模40可以在俯视时与另一个第一延伸部分15c重叠,并与位于该第一延伸部分15c附近的蒸镀掩模20在第一方向D1上排列。在图2所示的例子中,可以是,左侧的对准掩模40在俯视时与左侧的第一延伸部分15c重叠,且位于最左侧的蒸镀掩模20的左侧。可以是,右侧的对准掩模40在俯视时与右侧的第一延伸部分15c重叠,且位于最右侧的蒸镀掩模20的右侧。
如图2和图7所示,对准掩模40可以包含第二对准重叠部42和2个第一对准重叠部41。
第一对准重叠部41在第二方向D2上位于框架开口16的两侧。第一对准重叠部41在俯视时与第一框架面15a即第二延伸部分15d重叠。在图2所示的例子中,上侧的第一对准重叠部41位于框架开口16的上侧,与上侧的第二延伸部分15d重叠。下侧的第一对准重叠部41位于框架开口16的下侧,与下侧的第二延伸部分15d重叠。
第二对准重叠部42在第一方向D1上位于框架开口16的一侧。第二对准重叠部42在俯视时与第一框架面15a即第一延伸部分15c重叠。在图2所示的例子中,左侧的对准掩模40的第二对准重叠部42位于框架开口16的左侧,与左侧的第一延伸部分15c重叠。右侧的对准掩模40的第二对准重叠部42位于框架开口16的右侧,与右侧的第一延伸部分15c重叠。
如图2所示,对准掩模40可以包括2个第一对准掩模孔43和2个第二对准掩模孔44。
第一对准掩模孔43可以是用于进行框架15与对准掩模40的对位的孔。第一对准掩模孔43可以是在后述的第二接合工序中用于设定坐标的原点的孔,其中,该坐标用于规定蒸镀掩模20的贯通孔25的位置。
第一对准掩模孔43可以在第二方向D2上位于互不相同的位置,并且与框架15重叠。第一对准掩模孔43可以位于对应的第一对准重叠部41。第一对准掩模孔43可以在第二方向D2上位于框架开口16的两侧。在图2所示的例子中,上侧的第一对准掩模孔43位于框架开口16的上侧,下侧的第一对准掩模孔43位于框架开口16的下侧。如图7所示,第一对准掩模孔43可以位于在俯视时与对应的第一框架对准孔17重叠的位置。
如图5所示,第一对准掩模孔43可以从第一对准掩模面40a向第二对准掩模面40b延伸,并贯通对准掩模40。然而,关于第一对准掩模孔43,只要能够进行框架15与对准掩模40的对位、并且能够设定用于规定蒸镀掩模20的贯通孔25的位置的坐标的原点,则也可以不贯通对准掩模40。第一对准掩模孔43的平面形状是任意的,但如图7所示,可以是圆形的形状。
如图5及图7所示,第一对准掩模孔43可以在俯视时与对应的第一框架对准孔17重叠。在第一对准掩模孔43及第一框架对准孔17的平面形状为圆形的情况下,第一对准掩模孔43的直径可以比第一框架对准孔17的直径小。
第二对准掩模孔44可以是在有机EL显示装置90的制造方法的对位工序中使用的孔。更具体而言,第二对准掩模孔44可以是用于在蒸镀装置80内对蒸镀掩模装置10和基板91进行对位的孔。
如图2和图7所示,第二对准掩模孔44可以在第二方向D2上位于互不相同的位置,并且与框架15重叠。第二对准掩模孔44可以位于第二对准重叠部42。可以是,2个第二对准掩模孔44位于第二对准重叠部42。2个第二对准掩模孔44可以在第二方向D2上分离。在图2所示的例子中,左侧的对准掩模40的第二对准掩模孔44位于框架开口16的左侧,右侧的对准掩模40的第二对准掩模孔44位于框架开口16的右侧。
第二对准掩模孔44可以位于沿第二方向D2排列的2个第二对准焊接部52之间。例如,如图2所示,第二对准掩模孔44可以在第二方向D2上位于上侧的第二对准焊接部52与下侧的第二对准焊接部52之间。
如图6所示,第二对准掩模孔44可以从第一对准掩模面40a向第二对准掩模面40b延伸,并贯通对准掩模40。然而,第二对准掩模孔44只要能够进行蒸镀掩模装置10与基板91的对位,则也可以不贯通对准掩模40。第二对准掩模孔44的平面形状是任意的,但如图7所示,可以是圆形的形状。
如图6和图7所示,第二对准掩模孔44可以在俯视时与对应的第二框架对准孔18的对准框架开口18a重叠。在第二对准掩模孔44和对准框架开口18a的平面形状为圆形的情况下,第二对准掩模孔44的直径可以比对准框架开口18a的直径大。
如图2和图7所示,可以在对准掩模40上形成有第一对准焊接部51和第二对准焊接部52。第一对准焊接部51和第二对准焊接部52将框架15与对准掩模40接合。第一对准焊接部51是第一焊接部的一例,第二对准焊接部52是第二焊接部的一例。
第一对准焊接部51和第二对准焊接部52可以位于第一对准重叠部41。第一对准焊接部51可以相对于第一对准掩模孔43位于第二方向D2上的对准掩模40的外侧。在该情况下,第一对准焊接部51在第二方向D2上位于比第一对准掩模孔43远离对准掩模40的中心的位置。第二对准焊接部52可以相对于第一对准掩模孔43位于第二方向D2上的对准掩模40的内侧。在该情况下,第二对准焊接部52在第二方向D2上位于比第一对准掩模孔43靠近对准掩模40的中心的位置。在第二方向D2上,第一对准掩模孔43可以位于第一对准焊接部51与第二对准焊接部52之间。
如图7所示,第一对准焊接部51可以包括在第一方向D1上排列的多个第一焊接分割部51a。第二对准焊接部52可以包括在第一方向D1上排列的多个第二焊接分割部52a。第一焊接分割部51a和第二焊接分割部52a可以在俯视时形成为点状,可以从对准掩模40遍及框架15地形成。例如,可以通过点焊形成第一焊接分割部51a以及第二焊接分割部52a。第一焊接分割部51a的个数可以是1个,也可以是2个以上,是任意的。第二焊接分割部52a的个数可以是1个,也可以是2个以上,是任意的。第一焊接分割部51a和第二焊接分割部52a可以形成为相对于第一对准掩模面40a不隆起。
第一对准焊接部51不限于包含多个第一焊接分割部51a。例如,虽未图示,但第一对准焊接部51可以形成为在第一方向D1上呈连续状延伸。第二对准焊接部52也同样可以形成为在第一方向D1上呈连续状延伸。
如图7所示,第一对准焊接部51与第一对准掩模孔43可以以距离L1分离。距离L1是俯视时第一对准焊接部51的中心与第一对准掩模孔43的中心之间在第二方向D2上的距离。第二对准焊接部52与第一对准掩模孔43可以以距离L2分离。距离L2是俯视时第二对准焊接部52的中心与第一对准掩模孔43的中心之间在第二方向D2上的距离。
距离L1例如可以为5.0mm以上,可以为5.5mm以上,还可以为6.0mm以上。通过将距离L1设为5.0mm以上,能够抑制第一对准焊接部51的焊接应变对第一对准掩模孔43造成影响。距离L1例如可以为6.5mm以下,可以为7.0mm以下,可以为7.5mm以下。通过将距离L1设为7.5mm以下,能够抑制第一对准焊接部51远离第一对准掩模孔43。距离L1的范围可以通过由5.0mm、5.5mm以及6.0mm构成的第一组和/或由6.5mm、7.0mm以及7.5mm构成的第二组来确定。距离L1的范围可以通过上述的第一组所包含的值中的任意的1个与上述的第二组所包含的值中的任意的1个的组合来确定。距离L1的范围可以通过上述的第一组所包含的值中的任意2个的组合来确定。距离L1的范围可以通过上述的第二组所包含的值中的任意2个的组合来确定。例如,可以为5.0mm以上且7.5mm以下,可以为5.0mm以上且7.0mm以下,可以为5.0mm以上且6.5mm以下,可以为5.0mm以上且6.0mm以下,可以为5.0mm以上且5.5mm以下,可以为5.5mm以上且7.5mm以下,可以为5.5mm以上且7.0mm以下,可以为5.5mm以上且6.5mm以下,可以为5.5mm以上且6.0mm以下,可以为6.0mm以上且7.5mm以下,可以为6.0mm以上且7.0mm以下,可以为6.0mm以上且6.5mm以下,可以为6.5mm以上且7.5mm以下,可以为6.5mm以上且7.0mm以下,可以为7.0mm以上且7.5mm以下。
距离L2例如可以为3.5mm以上,可以为4.0mm以上,还可以为4.5mm以上。通过将距离L2设为3.5mm以上,能够抑制第二对准焊接部52的焊接应变对第一对准掩模孔43造成影响。距离L2例如可以为4.0mm以下,可以为4.5mm以下,可以为5.0mm以下。通过将距离L2设为5.0mm以下,能够抑制第二对准焊接部52远离第一对准掩模孔43。距离L2的范围可以通过由3.5mm、4.0mm以及4.5mm构成的第一组和/或由4.0mm、4.5mm以及5.0mm构成的第二组来确定。距离L2的范围可以通过上述的第一组所包含的值中的任意1个与上述的第二组所包含的值中的任意1个的组合来确定。距离L2的范围可以通过上述的第一组所包含的值中的任意2个的组合来确定。距离L2的范围可以通过上述的第二组所包含的值中的任意2个的组合来确定。例如,可以为3.5mm以上且5.0mm以下,可以为3.5mm以上且4.5mm以下,可以为3.5mm以上且4.0mm以下,可以为3.5mm以上且4.5mm以下,可以为3.5mm以上且4.0mm以下,可以为4.0mm以上且5.0mm以下,可以为4.0mm以上且4.5mm以下,可以为4.0mm以上且4.0mm以下,可以为4.0mm以上且4.5mm以下,可以为4.5mm以上且5.0mm以下,可以为4.5mm以上且4.5mm以下,可以为4.5mm以上且4.0mm以下,可以为4.0mm以上且5.0mm以下,可以为4.0mm以上且4.5mm以下,可以为4.5mm以上且5.0mm以下。
如图2和图7所示,可以在对准掩模40上形成有第三对准焊接部53和第四对准焊接部54。第三对准焊接部53和第四对准焊接部54将框架15和对准掩模40接合。第三对准焊接部53是第三焊接部的一例,第四对准焊接部54是第四焊接部的一例。
第三对准焊接部53和第四对准焊接部54可以位于第二对准重叠部42。第三对准焊接部53可以相对于第二对准掩模孔44位于第二方向D2上的对准掩模40的外侧。在该情况下,第三对准焊接部53在第二方向D2上位于比第二对准掩模孔44远离对准掩模40的中心的位置。第四对准焊接部54可以相对于第二对准掩模孔44位于第二方向D2上的对准掩模40的内侧。在该情况下,第四对准焊接部54在第二方向D2上位于比第二对准掩模孔44靠近对准掩模40的中心的位置。在第二方向D2上,第二对准掩模孔44可以位于第三对准焊接部53与第四对准焊接部54之间。
如图7所示,第三对准焊接部53可以包括在第一方向D1上排列的多个第三焊接分割部53a。第四对准焊接部54可以包括在第二方向D2上排列的多个第四焊接分割部54a。第三焊接分割部53a和第四焊接分割部54a可以在俯视时形成为点状,可以从对准掩模40遍及框架15地形成。例如,可以通过点焊形成第三焊接分割部53a以及第四焊接分割部54a。第三焊接分割部53a的个数可以是1个,也可以是2个以上,是任意的。第四焊接分割部54a的个数可以是1个,也可以是2个以上,是任意的。第三焊接分割部53a和第四焊接分割部54a可以形成为相对于第一对准掩模面40a不隆起。
第三对准焊接部53不限于包含多个第三焊接分割部53a。例如,虽然未图示,但第三对准焊接部53可以形成为在第一方向D1上呈连续状延伸。第四对准焊接部54也同样可以形成为在第一方向D1上呈连续状延伸。
如图7所示,第三对准焊接部53与第二对准掩模孔44可以以距离L3分离。距离L3是在俯视时第三对准焊接部53的中心与第二对准掩模孔44的中心之间在第二方向D2上的距离。第四对准焊接部54与第二对准掩模孔44可以以距离L4分离。距离L4是在俯视时第四对准焊接部54的中心与第二对准掩模孔44的中心之间在第二方向D2上的距离。
距离L3例如可以为8.0mm以上,可以为8.5mm以上,还可以为9.0mm以上。通过将距离L3设为8.0mm以上,能够抑制第三对准焊接部53的焊接应变对第二对准掩模孔44造成影响。距离L3例如可以为10.5mm以下,可以为11.0mm以下,可以为11.5mm以下。通过将距离L3设为11.5mm以下,能够抑制第三对准焊接部53远离第二对准掩模孔44。距离L3的范围可以通过由8.0mm、8.5mm及9.0mm构成的第一组和/或由10.5mm、11.0mm及11.5mm构成的第二组来确定。距离L3的范围可以通过上述的第一组所包含的值中的任意1个与上述的第二组所包含的值中的任意1个的组合来确定。距离L3的范围可以通过上述的第一组所包含的值中的任意2个的组合来确定。距离L3的范围可以通过上述的第二组所包含的值中的任意2个的组合来确定。例如,可以为8.0mm以上且11.5mm以下,可以为8.0mm以上且11.0mm以下,可以为8.0mm以上且10.5mm以下,可以为8.0mm以上且9.0mm以下,可以为8.0mm以上且8.5mm以下,可以为8.5mm以上且11.5mm以下,可以为8.5mm以上且11.0mm以下,可以为8.5mm以上且10.5mm以下,可以为8.5mm以上且9.0mm以下,可以为9.0mm以上且11.5mm以下,可以为9.0mm以上且11.0mm以下,可以为9.0mm以上且10.5mm以下,可以为10.5mm以上且11.5mm以下,可以为10.5mm以上且11.0mm以下,可以为11.0mm以上且11.5mm以下。
距离L4例如可以为8.0mm以上,可以为8.5mm以上,还可以为9.0mm以上。通过将距离L4设为8.0mm以上,能够抑制第四对准焊接部54的焊接应变对第二对准掩模孔44造成影响。距离L4例如可以为10.5mm以下,可以为11.0mm以下,可以为11.5mm以下。通过将距离L4设为11.5mm以下,能够抑制第四对准焊接部54远离第二对准掩模孔44。距离L4的范围可以通过由8.0mm、8.5mm及9.0mm构成的第一组和/或由10.5mm、11.0mm及11.5mm构成的第二组来确定。距离L4的范围可以通过上述的第一组所包含的值中的任意1个与上述的第二组所包含的值中的任意1个的组合来确定。距离L4的范围可以通过上述的第一组所包含的值中的任意2个的组合来确定。距离L4的范围可以通过上述的第二组所包含的值中的任意2个的组合来确定。例如,可以为8.0mm以上且11.5mm以下,可以为8.0mm以上且11.0mm以下,可以为8.0mm以上且10.5mm以下,可以为8.0mm以上且9.0mm以下,可以为8.0mm以上且8.5mm以下,可以为8.5mm以上且11.5mm以下,可以为8.5mm以上且11.0mm以下,可以为8.5mm以上且10.5mm以下,可以为8.5mm以上且9.0mm以下,可以为9.0mm以上且11.5mm以下,可以为9.0mm以上且11.0mm以下,可以为9.0mm以上且10.5mm以下,可以为10.5mm以上且11.5mm以下,可以为10.5mm以上且11.0mm以下,可以为11.0mm以上且11.5mm以下。
对准掩模40可以由与构成上述蒸镀掩模20的材料相同的材料构成。但是,不限于此,可以由与蒸镀掩模20不同的材料构成。
接着,参照图8~图11,对由这样的结构构成的本实施方式的蒸镀掩模装置10的制造方法进行说明。本实施方式的蒸镀掩模装置10的制造方法可以具备框架准备工序、蒸镀掩模准备工序、对准掩模准备工序、第一接合工序和第二接合工序。蒸镀掩模装置10的制造可以在未图示的架设装置内进行。
首先,作为准备工序,可以准备上述的框架15。框架15能够通过任意的制造方法来制造。例如,框架15可以通过对板材、锻造件等进行机械加工来制造。例如,第一框架对准孔17和第二框架对准孔18可以通过机械加工形成。框架15可以安装于上述的架设装置。
作为蒸镀掩模准备工序,可以准备上述的蒸镀掩模20。如上所述,蒸镀掩模20可以通过轧制件的蚀刻处理或镀敷处理等任意的制造方法来制造。在通过镀敷处理制造的情况下,蒸镀掩模20可以由2个以上的层构成。在该情况下,贯通孔25以贯通这些层的方式形成。
作为对准掩模准备工序,可以准备上述的对准掩模40。对准掩模40可以与蒸镀掩模20同样地通过轧制件的蚀刻处理或镀敷处理等任意的制造方法来制造。
在各准备工序之后,作为第一接合工序,如图8所示,可以利用各对准焊接部51~54将2个对准掩模40接合于框架15的第一框架面15a。
更具体而言,首先,对准掩模40一边主要在第二方向D2上被赋予张力,一边与第一框架面15a上的期望的位置对位。此时,第一对准掩模孔43相对于对应的第一框架对准孔17对位。例如,可以在从第二框架面15b朝向第一框架面15a的方向上利用照相机61(参照图12)视觉辨认第一框架对准孔17和第一对准掩模孔43来进行对位。在第一对准掩模孔43的直径比第一框架对准孔17的直径小的情况下,照相机61能够容易地视觉辨认出第一对准掩模孔43。在对准掩模40相对于框架15对位的情况下,在俯视时,第一对准重叠部41与第二延伸部分15d重叠,第二对准重叠部42与第一延伸部分15c重叠。
在对准掩模40被对位之后,如图8~图10所示,对准掩模40通过各对准焊接部51~54与框架15接合。在对对准掩模40赋予了张力的状态下,形成各对准焊接部51~54。例如,可以通过基于激光L的点焊将对准掩模40接合于框架15。在该情况下,如图9和图10所示,向对准掩模40的第一对准掩模面40a照射激光L。在被照射了激光L的区域中的、从第一对准掩模面40a越过第二对准掩模面40b而遍及框架15的区域形成熔融部。通过使熔融部冷却而固化,由此,在第一对准重叠部41形成第一焊接分割部51a和第二焊接分割部52a,并且在第二对准重叠部42形成第三焊接分割部53a和第四焊接分割部54a。
这样,对准掩模40被接合并固定于框架15。
在第一接合工序之后,作为第二接合工序,如图11所示,可以在框架15的第一框架面15a接合多个蒸镀掩模20。多个蒸镀掩模20相对于对准掩模40在第一方向D1上排列。
更具体而言,首先,蒸镀掩模20一边主要在第二方向D2上被赋予张力、一边与第一框架面15a上的期望的位置对位。此时,确认贯通孔25相对于框架15的位置。更具体而言,可以确认贯通孔25的位置相对于所希望的位置是否被定位于允许范围内。例如,可以测量贯通孔25相对于基于4个第一对准掩模孔43所设定的原点的坐标,并将该测量出的坐标与贯通孔25的目标坐标进行比较。
例如,可以将通过位于对角线上的2个第一对准掩模孔43的中心的2条直线的交点作为原点。如图12所示,对于第一对准掩模孔43的中心,可以通过在从第二框架面15b朝向第一框架面15a的方向上利用照相机61进行视觉辨认并进行图像解析来测量。贯通孔25的坐标可以是俯视时的贯通孔25的中心点。如图13所示,对于贯通孔25的坐标,可以通过在从第二框架面15b朝向第一框架面15a的方向上利用照相机61进行视觉辨认并进行图像解析来测量。坐标的测量可以在多个贯通孔25处进行,并确认多个贯通孔25的位置。可以调整施加于蒸镀掩模20的张力,以将各贯通孔25的位置定位于期望的位置。在对蒸镀掩模20进行了对位的情况下,在俯视时,重叠部21与第二延伸部分15d重叠。
在蒸镀掩模20被对位后,如图11所示,蒸镀掩模20与框架15接合。在对蒸镀掩模20赋予有张力的状态下,形成蒸镀掩模焊接部30的焊接分割部30a。蒸镀掩模焊接部30可以与上述的对准焊接部51~54同样地形成。蒸镀掩模焊接部30的焊接分割部30a形成于重叠部21。
这样,蒸镀掩模20被接合并固定于框架15。
在第二接合工序之后,作为切断工序,将各蒸镀掩模20的重叠部21的一部分切断(也称为修整)。在该情况下,在蒸镀掩模20的重叠部21中的比蒸镀掩模焊接部30靠第二方向D2的外侧的位置,蒸镀掩模20被切断。
这样,得到图2所示的蒸镀掩模装置10。将蒸镀掩模装置10从架设装置取出。
接着,参照图1和图14~图18对使用了本实施方式的蒸镀掩模装置10的有机器件的制造方法进行说明。以下,作为有机器件的一例,以有机EL显示装置90为例进行说明。
在此,使用图14对有机EL显示装置90进行说明。图14是示出有机EL显示装置90的示意剖视图。有机EL显示装置90具备通过使用上述的本实施方式的蒸镀掩模装置10而形成于基板91的发光层92。发光层92是蒸镀层的一例。1个有机EL显示装置90可以相当于1个显示区域。
更具体而言,如图14所示,在基板91的一个面上排列设置有多个元件93。虽然未图示,但元件93可以在图14的纸面的进深方向上排列。元件93可以构成为像素。元件93可以包括第一电极94、通电层95和第二电极96。第一电极94可以位于基板91上。通电层95可以位于第一电极94上。第二电极96可以位于通电层95上。通电层95可以包含发光层92。1个有机EL显示装置90由多个元件93构成。可以在1个基板91上形成多个有机EL显示装置90的元件93而实现拼版。在该情况下,通过按每个有机EL显示装置90裁断基板91,由此能够得到各个有机EL显示装置90。在图14中,作为一例,示出了2个有机EL显示装置90形成于1个基板91的例子。
如图1所示,基板91可以包括第一基板面91a和第二基板面91b。第二基板面91b可以位于与第一基板面91a相反的一侧。第二基板面91b可以是在蒸镀时与蒸镀掩模20的第一掩模面20a紧贴的面。
如图15所示,基板91可以包括基板对准孔91c。基板对准孔91c可以从第一基板面91a向第二基板面91b延伸(参照图16),并贯通基板91。但是,关于基板对准孔91c,只要能够进行与第二对准掩模孔44的对位,则也可以不贯通基板91。基板对准孔91c的平面形状是任意的。如图15所示,基板对准孔91c的平面形状可以是圆形的形状。在基板91具有针对可见光的透过性的情况下,基板对准孔91c的直径可以与第二对准掩模孔44的直径相等,也可以不同。在该情况下,基板对准孔91c的直径可以大于或小于第二对准掩模孔44的直径。在基板91不具有针对可见光的透过性的情况下,基板对准孔91c的直径可以比第二对准掩模孔44的直径小。
基板91可以是具有绝缘性的板状的部件。基板91可以具有使光透过的透光性。基板91例如可以是玻璃基板,也可以是硅基板。另外,基板91例如可以由石英、具有透光性的聚酰亚胺、或者具有透光性的液晶聚合物构成。
如图14所示,第一电极94包含具有导电性的材料。例如,第一电极94可以包含金属、具有导电性的金属氧化物、或其他无机材料等。第一电极94可以包含铟锡氧化物等具有透光性和导电性的金属氧化物。
如上所述,通电层95可以包括通过通电而放出光的发光层92。在该情况下,通电层95可以包含空穴注入层、空穴输送层、电子输送层、电子注入层等。例如,在第一电极94为阳极并且第二电极96为阴极的情况下,在第一电极94上依次层叠空穴注入层、空穴输送层、发光层92、电子输送层、电子注入层以及第二电极96。通电是指对通电层95施加电压、或者在通电层95中流过电流。在图14中,为了简化附图,省略了空穴注入层、空穴输送层、电子输送层和电子注入层。
第二电极96包含金属等具有导电性的材料。作为构成第二电极96的材料的例子,可举出铂、金、银、铜、铁、锡、铬、铝、铟、锂、钠、钾、钙、镁、铬、碳等及它们的合金。
在有机EL显示装置90上显示图像的情况下,在构成元件93的第一电极94与第二电极96之间施加电压。由此,从元件93的发光层92放出光,放出的光在从发光层92朝向第一电极94的方向上被取出到外部,或者在从发光层92朝向第一电极94的方向上被取出到外部。通过在各元件93中控制从发光层92的光的放出,由此显示所期望的图像。
接下来,参照图15至图18,对本公开的一个实施方式的有机EL显示装置90的制造方法进行说明。有机EL显示装置90的制造可以在图1所示的蒸镀装置80内进行。
有机EL显示装置90的制造方法可以具备使用蒸镀掩模装置10使蒸镀材料82附着于基板91而形成发光层92的工序。更具体而言,本实施方式的有机EL显示装置的制造方法可以具备基板准备工序、装置准备工序、基板对位工序、紧贴工序和蒸镀工序。
首先,作为基板准备工序,可以准备上述的基板91。
另外,作为装置准备工序,可以准备上述的蒸镀掩模装置10。蒸镀掩模装置10可以安装在上述的蒸镀装置80内。
在装置准备工序之后,作为对位工序,如图15所示,将蒸镀掩模装置10与基板91对位。例如,可以调整蒸镀掩模装置10和基板91中的至少一方的位置,以将对准掩模40的第二对准掩模孔44与基板91的基板对准孔91c对位。在该情况下,首先,如图16所示,将基板91定位于蒸镀掩模20的第一掩模面20a。接着,可以在从基板91的第一基板面91a朝向第二基板面91b的方向上利用照相机62视觉辨认基板对准孔91c和第二对准掩模孔44来进行对位。在基板91能够使可见光透过的情况下,照相机62能够视觉辨认出基板对准孔91c和第二对准掩模孔44,而和基板对准孔91c与第二对准掩模孔44的大小关系无关。在第二对准掩模孔44的直径比第二框架对准孔18的对准框架开口18a的直径大的情况下,照相机62能够容易地视觉辨认出第二对准掩模孔44。在对位工序中,基板91可以保持于未图示的夹具。
在对位工序之后,作为紧贴工序,如图17所示,可以使基板91紧贴于蒸镀掩模20。可以使基板91紧贴于蒸镀掩模20的第一掩模面20a。
更具体而言,首先,以蒸镀掩模20的第一掩模面20a被配置于上方的方式将蒸镀掩模装置10配置于蒸镀装置80内。另外,基板91被夹具保持。接着,基板91在被夹具保持的状态下配置于蒸镀掩模20的上方。接着,基板91的第二基板面91b与蒸镀掩模20的第一掩模面20a对接。
接着,如图17所示,将磁铁85定位于基板91的上表面,利用磁铁85的磁力将蒸镀掩模20向基板91吸引。由此,基板91紧贴于蒸镀掩模20的第一掩模面20a。另外,在第一电极94为阳极的情况下,可以在使蒸镀掩模20紧贴于基板91之前,在基板91上形成构成第一电极94和通电层95的空穴注入层及空穴输送层。
在紧贴工序之后,作为蒸镀工序,如图18所示,可以通过蒸镀掩模20的贯通孔25将蒸镀材料82蒸镀到基板91而形成发光层92。发光层92形成在对应的通电层95的空穴输送层上。更具体而言,将蒸镀装置80的内部空间设为真空气氛,使蒸镀材料82蒸发而向基板91飞来。飞来的蒸镀材料82通过蒸镀掩模20的各贯通孔25到达并附着于所希望的通电层95的空穴输送层。由此,在基板91上以与贯通孔25的图案对应的图案形成发光层92。
如上所述,在本实施方式中,贯通孔25在各有效区域27中以规定的图案配置。此外,在想要进行基于多种颜色的彩色显示的情况下,准备具备与各种颜色对应的蒸镀掩模20的蒸镀掩模装置10,利用各蒸镀掩模装置10使各种颜色的蒸镀材料82附着于对应的通电层95的空穴输送层。由此,例如能够使红色用的有机发光材料、绿色用的有机发光材料以及蓝色用的有机发光材料分别蒸镀在一个基板91上。
在形成发光层92后,在发光层92上形成构成通电层95的电子输送层和电子注入层,得到通电层95。之后,在各通电层95上形成第二电极96。
这样,得到在基板91上形成有各色的发光层92的有机EL显示装置90。
在制造有机EL显示装置90后制造其他有机EL显示装置90的情况下,可以将蒸镀掩模装置10从蒸镀装置80卸下。在制造对应的有机EL显示装置90的情况下,卸下的蒸镀掩模装置10可以再次安装于蒸镀装置80。在该情况下,对准掩模40也能够抑制第二对准掩模孔44发生位置偏移。
更具体而言,在第二方向D2上的第一对准掩模孔43的两侧形成有第一对准焊接部51和第二对准焊接部52。由此,在蒸镀掩模装置10的处理中,抑制了第一对准重叠部41在第三方向D3上挠曲的情况。因此,能够抑制第一对准掩模孔43的位置发生偏移,从而能够再现蒸镀掩模装置10与基板91的对位精度。
同样地,在第二方向D2上的第二对准掩模孔44的两侧形成有第三对准焊接部53及第四对准焊接部54。由此,在蒸镀掩模装置10的处理中,抑制了第二对准重叠部42在第三方向D3上挠曲的情况。因此,能够抑制第二对准掩模孔44的位置发生偏移,从而能够再现蒸镀掩模装置10与基板91的对位精度。
这样,根据本实施方式,相对于第一对准掩模孔43,第一对准焊接部51位于第二方向D2上的对准掩模40的外侧。相对于第一对准掩模孔43,第二对准焊接部52位于第二方向D2上的对准掩模40的内侧。由此,能够在第二方向D2上的第一对准掩模孔43的两侧将对准掩模40固定于框架15,能够抑制对准掩模40在第三方向D3上挠曲。因此,能够抑制第一对准掩模孔43的位置发生偏移。其结果是,能够提高对准掩模40与框架15的对位精度。
另外,根据本实施方式,第一对准焊接部51包括在第一方向D1上排列的多个第一焊接分割部51a,第二对准焊接部52包括在第一方向D1上排列的多个第二焊接分割部52a。由此,在第二方向D2上的第一对准掩模孔43的两侧,能够将对准掩模40更牢固地固定于框架15,能够进一步抑制对准掩模40在第三方向D3上挠曲的情况。因此,能够进一步抑制第一对准掩模孔43的位置发生偏移。
另外,根据本实施方式,框架15包括从第一框架面15a朝向第二框架面15b延伸的第一框架对准孔17。第一框架对准孔17在俯视时与第一对准掩模孔43重叠。由此,能够使用第一对准掩模孔43和第一框架对准孔17进行对准掩模40和框架15的对位。
另外,根据本实施方式,第一框架对准孔17从第一框架面15a贯通至第二框架面15b。由此,能够通过从第一框架面15a进行机械加工来形成第一框架对准孔17,或者能够通过从第二框架面15b进行机械加工来形成第一框架对准孔17。因此,能够容易地形成第一框架对准孔17。
另外,根据本实施方式,第一框架对准孔17在与第一方向D1及第二方向D2正交的第三方向D3上延伸。由此,能够在从框架15的第二框架面15b朝向第一框架面15a的方向上经由第一框架对准孔17视觉辨认出第一对准掩模孔43。
另外,根据本实施方式,第一对准掩模孔43在第二方向D2上位于框架开口16的两侧。由此,能够使对准掩模40的2个第一对准掩模孔43在第二方向D2上相互远离。因此,能够提高对准掩模40与框架15的对位精度。
另外,根据本实施方式,对准掩模40包括在第二方向D2上位于相互不同的位置并且与框架15重叠的2个第二对准掩模孔44。2个第二对准掩模孔44在第二方向D2上位于一方的第二对准焊接部52与另一方的第二对准焊接部52之间。由此,能够使用第二对准掩模孔44进行蒸镀掩模装置10与基板91的对位。
另外,根据本实施方式,相对于第二对准掩模孔44,第三对准焊接部53位于第二方向D2上的对准掩模40的外侧。相对于第二对准掩模孔44,第四对准焊接部54位于第二方向D2上的对准掩模40的内侧。由此,能够在第二方向D2上的第二对准掩模孔44的两侧将对准掩模40固定于框架15,从而能够抑制对准掩模40在第三方向D3上挠曲。因此,能够抑制第二对准掩模孔44的位置发生偏移。其结果是,能够提高对准掩模40与框架15的对位精度。
另外,根据本实施方式,第三对准焊接部53包括在第一方向D1上排列的多个第三焊接分割部53a,第四对准焊接部54包括在第一方向D1上排列的多个第四焊接分割部54a。由此,在第二方向D2上的第二对准掩模孔44的两侧,能够将对准掩模40更牢固地固定于框架15,从而能够进一步抑制对准掩模40在第三方向D3上挠曲。因此,能够进一步抑制第二对准掩模孔44的位置发生偏移。
另外,根据本实施方式,框架15包括从第一框架面15a朝向第二框架面15b延伸的第二框架对准孔18。第二框架对准孔18包括位于第一框架面15a的对准框架开口18a。对准框架开口18a在俯视时与第二对准掩模孔44重叠。由此,能够使用第二对准掩模孔44和对准框架开口18a进行蒸镀掩模装置10与基板91的对位。另外,在从对准掩模40的第一对准掩模面40a朝向第二对准掩模面40b的方向上视觉辨认第二对准掩模孔44时,能够经由第二对准掩模孔44视觉辨认出对准框架开口18a。在该情况下,能够提高第二对准掩模孔44的视觉辨认性。
另外,根据本实施方式,第二框架对准孔18从第一框架面15a贯通至第二框架面15b。由此,能够通过从第一框架面15a进行机械加工来形成第二框架对准孔18,或者能够通过从第二框架面15b进行机械加工来形成第二框架对准孔18。因此,能够容易地形成第二框架对准孔18。
另外,根据本实施方式,第二框架对准孔18相对于第一框架面15a倾斜。由此,即使在第二框架对准孔18贯通框架15的情况下,在蒸镀工序中,也能够抑制蒸镀材料82到达对准框架开口18a。因此,能够利用1个蒸镀掩模装置10进行多次蒸镀,能够反复使用。另外,在第二框架对准孔18相对于第一框架面15a倾斜的情况下,能够增强第二框架对准孔18与第二对准掩模孔44的对比度。因此,能够提高第二对准掩模孔44的视觉辨认性。
另外,根据本实施方式,第二对准掩模孔44在第一方向D1上位于框架开口16的一侧。由此,能够使2个对准掩模40的第一对准掩模孔43在第一方向D1上相互远离。因此,能够提高对准掩模40与框架15的对位精度。
能够对上述的实施方式施加各种变更。以下,根据需要参照附图对变形例进行说明。在以下的说明以及以下的说明所使用的附图中,对于能够与上述的实施方式同样地构成的部分,使用与对上述的实施方式中的对应的部分所使用的标号相同的标号,并省略重复的说明。另外,在上述的实施方式中得到的作用效果在变形例中很明显也能够得到的情况下,有时也省略其说明。
在上述的本实施方式中,对第二框架对准孔18相对于第一框架面15a倾斜的例子进行了说明。但是,并不限定于此。例如,只要能够抑制蒸镀材料82在蒸镀工序中到达对准框架开口18a,则第二框架对准孔18也可以相对于第一框架面15a不倾斜。
在上述的本实施方式中,对使用第二对准掩模孔44进行蒸镀掩模装置10与基板91的对位的例子进行了说明。但是,并不限定于此。例如,可以使用第一对准掩模孔43进行蒸镀掩模装置10与基板91的对位。在该情况下,对准掩模40可以不包括第二对准掩模孔44,框架15可以不包括第二框架对准孔18。对准掩模40可以不包括第三对准焊接部53,且可以不包括第四对准焊接部54。
在上述的本实施方式中,对如下例子进行了说明:在第二方向D2上,第一对准焊接部51位于第一对准掩模孔43的外侧,第二对准焊接部52位于第一对准掩模孔43的内侧。但是,并不限定于此。
例如,如图19所示,可以是,相对于第一对准掩模孔43,将框架15与对准掩模40接合在一起的对准焊接部位于第一方向D1上的至少一侧。更具体而言,图19所示的第五对准焊接部55和第六对准焊接部56中的至少一方可以形成于对准掩模40。第五对准焊接部55和第六对准焊接部56是第五焊接部的一例。也可以在对准掩模40上形成第五对准焊接部55和第六对准焊接部56的任意一方,而不形成另一方。如图19所示,也可以在对准掩模40上形成第五对准焊接部55和第六对准焊接部56这两者,在该情况下,第一对准掩模孔43被对准焊接部51、52、55、56包围。
如图19所示,第五对准焊接部55可以相对于第一对准掩模孔43位于第一方向D1上的框架15的外侧。在该情况下,第五对准焊接部55在第一方向D1上位于比第一对准掩模孔43远离对准掩模40的中心的位置。第五对准焊接部55可以包括多个第五焊接分割部55a。多个第五焊接分割部55a可以在第二方向D2上排列。第五焊接分割部55a可以在第二方向D2上配置于第一对准掩模孔43的两侧。第五焊接分割部55a可以与第一焊接分割部51a等同样地形成。
第六对准焊接部56可以相对于第一对准掩模孔43位于第一方向D1上的框架15的内侧。在该情况下,第六对准焊接部56在第一方向D1上位于比第一对准掩模孔43靠近对准掩模40的中心的位置。第六对准焊接部56可以包括多个第六焊接分割部56a。多个第六焊接分割部56a可以在第二方向D2上排列。第六焊接分割部56a可以在第二方向D2上配置于第一对准掩模孔43的两侧。第六焊接分割部56a可以与第一焊接分割部51a等同样地形成。
这样,根据图19所示的变形例,能够在第二方向D2上的第一对准掩模孔43的两侧将对准掩模40固定于框架15。另外,能够在第一方向D1上的第一对准掩模孔43的两侧将对准掩模40固定于框架15。由此,能够进一步抑制对准掩模40在第三方向D3上挠曲,从而能够进一步抑制第一对准掩模孔43的位置发生偏移。
例如,如图19所示,相对于第二对准掩模孔44,将框架15与对准掩模40接合在一起的对准焊接部可以位于第一方向D1上的至少一侧。第七对准焊接部57和第八对准焊接部58中的至少一方可以形成于对准掩模40。第七对准焊接部57和第八对准焊接部58是第六焊接部的一例。也可以在对准掩模40上形成第七对准焊接部57和第八对准焊接部58中的任意一方,而不形成另一方。也可以在对准掩模40上形成第七对准焊接部57和第八对准焊接部58这两者,在该情况下,第二对准掩模孔44被对准焊接部53、54、57、58包围。
如图19所示,第七对准焊接部57可以相对于第二对准掩模孔44位于第一方向D1上的框架15的外侧。在该情况下,第七对准焊接部57在第一方向D1上位于比第一对准掩模孔43远离对准掩模40的中心的位置。第七对准焊接部57可以包括多个第七焊接分割部57a。多个第七焊接分割部57a可以在第二方向D2上排列。第七焊接分割部57a可以在第二方向D2上配置于第二对准掩模孔44的两侧。第七焊接分割部57a可以与第一焊接分割部51a等同样地形成。
第八对准焊接部58可以相对于第二对准掩模孔44位于第一方向D1上的框架15的内侧。在该情况下,第八对准焊接部58在第一方向D1上位于比第一对准掩模孔43靠近对准掩模40的中心的位置。第八对准焊接部58可以包括多个第八焊接分割部58a。多个第八焊接分割部58a可以在第二方向D2上排列。第八焊接分割部58a可以在第二方向D2上配置于第二对准掩模孔44的两侧。第八焊接分割部58a可以与第一焊接分割部51a等同样地形成。
这样,根据图19所示的变形例,能够在第二方向D2上的第二对准掩模孔44的两侧将对准掩模40固定于框架15。另外,能够在第一方向D1上的第二对准掩模孔44的两侧将对准掩模40固定于框架15。由此,能够进一步抑制对准掩模40在第三方向D3上挠曲,从而能够进一步抑制第二对准掩模孔44的位置发生偏移。
在图19所示的例子中,对相对于第一对准掩模孔43形成有第一对准焊接部51、第二对准焊接部52、第五对准焊接部55以及第六对准焊接部56的例子进行了说明。但是,并不限定于此。例如,如图20所示,也可以不形成第二对准焊接部52。在该情况下,相对于第一对准掩模孔43形成有第一对准焊接部51、第五对准焊接部55以及第六对准焊接部56。根据图20所示的变形例,能够在第二方向D2上的第一对准掩模孔43的外侧将对准掩模40固定于框架15。另外,能够在第一方向D1上的第一对准掩模孔43的两侧将对准掩模40固定于框架15。由此,能够抑制对准掩模40在第三方向D3上挠曲,从而能够抑制第一对准掩模孔43的位置发生偏移。
在图19所示的例子中,对相对于第二对准掩模孔44形成有第三对准焊接部53、第四对准焊接部54、第七对准焊接部57以及第八对准焊接部58的例子进行了说明。但是,并不限定于此。例如,如图20所示,也可以不形成第四对准焊接部54。在该情况下,相对于第二对准掩模孔44形成有第三对准焊接部53、第七对准焊接部57以及第八对准焊接部58。根据图20所示的变形例,能够在第二方向D2上的第二对准掩模孔44的外侧将对准掩模40固定于框架15。另外,能够在第一方向D1上的第二对准掩模孔44的两侧将对准掩模40固定于框架15。由此,能够抑制对准掩模40在第三方向D3上挠曲,从而能够抑制第二对准掩模孔44的位置发生偏移。
对上述的实施方式的几个变形例进行了说明,但是,当然也能够将多个变形例适当组合来应用。
- 蒸镀掩模用基材、蒸镀掩模用基材的制造方法、蒸镀掩模的制造方法及显示装置的制造方法
- 蒸镀掩模、带框架的蒸镀掩模、及它们的制造方法
- 器件侧面蒸镀装置及器件侧面蒸镀方法
- 掩模板及蒸镀装置、基板的制备方法
- 蒸镀掩模、带框架的蒸镀掩模、蒸镀掩模准备体、蒸镀掩模的制造方法、有机半导体元件的制造方法、有机EL显示器的制造方法、及图案的形成方法
- 蒸镀掩模、带框架的蒸镀掩模、蒸镀掩模制备体、蒸镀图案形成方法、有机半导体元件的制造方法、有机EL显示装置的制造方法