袋型二次电池及其制造方法
文献发布时间:2024-01-17 01:27:33
技术领域
本申请要求基于2021年11月23日提交的韩国专利申请第10-2021-0162724号和于2022年11月22日提交的韩国专利申请第10-2022-0157528号的优先权的权益。
本发明涉及一种袋型二次电池及其制造方法。
背景技术
根据电池壳体的形状,二次电池分为电极组件内置在圆柱形或棱柱形金属罐中的圆柱形电池和棱柱形电池、以及电极组件内置在由铝层压片制成的袋型电池壳体中的袋型电池。
内置在电池壳体中的电极组件是能够充电和放电的电力产生元件,由正极、负极和插置在正极与负极之间的隔膜构成。电极组件可分为果冻卷型和堆叠型,在果冻卷型中,被涂布有活性材料的长片形正极和负极在之前插置隔膜的情况下卷绕,在堆叠型中,多个预定尺寸的正极和负极在之间插置隔膜的情况下顺序堆叠。
如图1中所示,在该袋型二次电池中,电极组件100被容纳在电池壳体200内部,并且正极接片和负极接片分别被焊接至两个电极引线110,使得它们暴露到电池壳体200的外部。
图2图解了通过在袋型电池壳体中容纳并密封电极组件来制造袋型二次电池的一系列工序。参照图2,用于容纳电极组件100的电池壳体200如图2所示可具有其中下壳体220和覆盖下壳体220的上壳体210一体形成的结构,并且可具有其中下壳体220与上壳体210之间的接触面被弯曲和折叠的结构。此外,下壳体220和上壳体210的每一个具有由内涂层、金属层和外涂层构成的层压结构。
这种电池壳体200设置有具有凹进的内部以容纳电极组件100的电极组件容纳部230,并且将电极组件容纳在容纳部中。可通过弯曲并折叠下壳体220与上壳体210之间的接触面(虚线),然后使用密封构件(未示出)沿着电极组件容纳部的外周形成被热密封的密封部S,来制造袋型二次电池。
通过使用密封构件在高温下按压要被密封的部分来形成密封部,在高温/密封构件加压过程中,具有层压结构的电池壳体被加热并且内涂层的树脂熔融,从而随着两层电池壳体被热密封而形成密封部。
然而,当利用密封构件在高温下按压电池壳体要被密封的部分以形成密封部时,从电极组件的端部突出的隔膜中的粘合剂成分和电池壳体的内涂层因热而一起熔融,并且电池壳体的内涂层可能被热密封到电极组件。在这种情况下,当二次电池由于诸如外部物理冲击之类的各种原因而移动时,内部的电极组件移动并且流动力会传递到与电极组件附接的电池壳体的内涂层,如图11中所示,在内涂层上可能发生诸如破裂之类的损坏,这会导致电池壳体的绝缘缺陷。
因此,需要开发一种能够防止这种绝缘缺陷的技术。
发明内容
技术问题
本发明的袋型二次电池是为了解决在形成袋型电池的密封部时由于隔膜的粘合剂成分熔融导致隔膜与电池壳体的内涂层热密封的上述问题,因此旨在提供一种能够防止在电极组件移动时对电池壳体的内涂层造成的损坏的袋型二次电池及其制造方法。
技术方案
根据本发明一实施方式的袋型二次电池是这样的袋型二次电池,该袋型二次电池具有其中在容纳电极组件的状态下两层袋型电池壳体被热密封的密封部,所述袋型二次电池可包括:在构成所述电极组件的厚度的四个厚度侧面中的至少一个厚度侧面上位于所述电极组件的厚度侧面与袋型电池壳体之间的盖构件。
在本发明的示例性实施方式中,所述盖构件可沿着所述密封部位于所述电极组件的厚度侧面与所述袋型电池壳体之间。
在本发明的示例性实施方式中,所述袋型电池壳体可具有这样的形式,即,具有一对容纳部的袋型电池壳体沿着弯折线弯折,使得所述一对容纳部处于对称位置,所述一对容纳部具有容纳所述电极组件的凹进的内部,并且在这种情况下,所述密封部可沿着所述容纳部的除所述弯折线的外周之外的其余外周形成。
在本发明的示例性实施方式中,所述密封部可沿着所述容纳部的外周形成。
在本发明的示例性实施方式中,所述盖构件可以是熔点(Tm)比在形成所述密封部时的热压温度高的耐热聚合物材料。
在本发明的示例性实施方式中,所述盖构件可紧密接触所述电极组件的厚度侧面。
在本发明的示例性实施方式中,所述盖构件可具有使得所述盖构件完全覆盖所述电极组件的厚度侧面的尺寸。
在本发明的示例性实施方式中,所述盖构件在纵向方向上的长度可对应于所述电极组件的厚度,并且所述盖构件可具有I形并且可位于所述厚度侧面与所述袋型电池壳体之间。
在本发明的示例性实施方式中,所述盖构件在纵向方向上的长度可大于所述电极组件的厚度,并且所述盖构件可在所述厚度方向的两端处弯折以形成围绕所述电极组件的厚度侧面的U形,并且所述盖构件可位于所述厚度侧面与所述袋型电池壳体之间。
在本发明的示例性实施方式中,所述电极组件可以是选自以下中的一种:堆叠型电极组件、堆叠折叠型电极组件、层压堆叠型电极组件和果冻卷型电极组件。
根据本发明一示例性实施方式的制造袋型二次电池的方法包括:制备电极组件;通过切割制备盖构件;将所述电极组件和所述盖构件容纳在袋型电池壳体内部;和将所述袋型电池壳体的要被密封的部分密封,其中在容纳步骤中,所述盖构件被容纳成使得所述盖构件位于与所述要被密封的部分对应的所述电极组件的厚度侧面与所述袋型电池壳体之间。
在本发明的示例性实施方式中,制备电极组件可包括:进行组装以使得隔膜插置在正极与负极之间;分别将正极接片和负极接片焊接至正极引线和负极引线;和用保护膜包裹焊接部分。
在本发明的示例性实施方式中,制备盖构件包括以下工序:将所述盖构件切割成以I形覆盖构成所述电极组件的厚度的所述厚度侧面的尺寸。
在本发明的示例性实施方式中,制备盖构件包括以下工序:将所述盖构件切割成以U形覆盖构成所述电极组件的厚度的所述厚度侧面的尺寸。
在本发明的示例性实施方式中,容纳步骤可包括以下工序:在所述盖构件紧密接触与所述要被密封的部分对应的构成所述电极组件的厚度的所述厚度侧面的状态下容纳所述盖构件。
有益效果
在根据本发明的袋型二次电池及其制造方法中,盖构件插入电极组件与袋型电池壳体之间的分离空间中,并且盖构件断开隔膜与电池壳体的内涂层,因而即使当在形成密封部的过程中隔膜的粘合剂成分熔融时,也可防止隔膜粘附到电池壳体的内涂层。因此,当作为常规袋型二次电池的问题,电极组件移动时,可防止由于内涂层的损坏而导致的绝缘缺陷。
此外,由于盖构件填充电极组件与袋之间的分离空间,所以具有减弱因电极组件的移动导致的冲击的效果。
附图说明
图1是根据现有技术的袋型二次电池的透视图。
图2是用于说明根据现有技术的袋型二次电池制造工序的流程图。
图3是根据本发明一示例性实施方式的袋型二次电池的示意图。
图4是容纳在图3的袋型二次电池内部的电极组件的示意图和B-B’剖面图。
图5是图3中的A-A的剖面图。
图6是图3的袋型二次电池的分解图。
图7是示出盖构件紧密接触电极组件的状态的顶视图。
图8是沿图7的线C-C’截取的剖面图,示出了根据本发明第一实施方式的盖构件。
图9是沿图7的线C-C’截取的剖面图,示出了根据本发明第二实施方式的盖构件。
图10是根据本发明一示例性实施方式的制造袋型二次电池的方法的流程图。
图11是用于说明现有技术的问题的概念图,(a)示出了二次电池移动之前,(b)示出了二次电池移动之后。
[附图标记]
100:电极组件
110:电极引线
200:袋型电池壳体
210:上壳体
220:下壳体
230:容纳部
S:密封部
T:厚度侧面
300:盖构件。
具体实施方式
本发明可以具有各种修改和各种示例,因此在附图中示出了具体示例并且在说明书中详细描述这些具体示例。然而,应当理解,本发明不限于具体实施方式,而是包括在本发明的精神和技术范围内的所有修改、等同或替代。
本文中使用术语“包括”、“包含”和“具有”表示存在本申请中所描述的特征、数量、步骤、动作、部件或构件或者它们的组合,并且应理解为不预先排除存在或添加一个或多个其他特征、数量、步骤、动作、部件、构件或它们的组合的可能性。此外,当层、膜、区域或板的一部分设置在另一部分“上方”时,这不仅包括一个部分“直接”设置在另一部分“上方”的情况,而且还包括第三部分插入其间的情况。相比之下,当层、膜、区域或板的一部分设置在另一部分“下方”时,这不仅包括一个部分“直接”设置在另一部分“下方”的情况,而且还包括第三部分插入其间的情况。此外,在本申请中,“在…上”不仅可包括设置在上部的情况,而且还可包括设置在下部的情况。
图3是根据本发明一示例性实施方式的袋型二次电池的示意图,图4是容纳在图3的袋型二次电池内部的电极组件的示意图和B-B’剖面图,图5是图3中的A-A的剖面图,图6是图3的袋型二次电池的分解图。
参照这些附图,根据本发明一示例性实施方式的袋型二次电池B可包括袋型电池壳体200和容纳在袋型电池壳体内部的电极组件100。
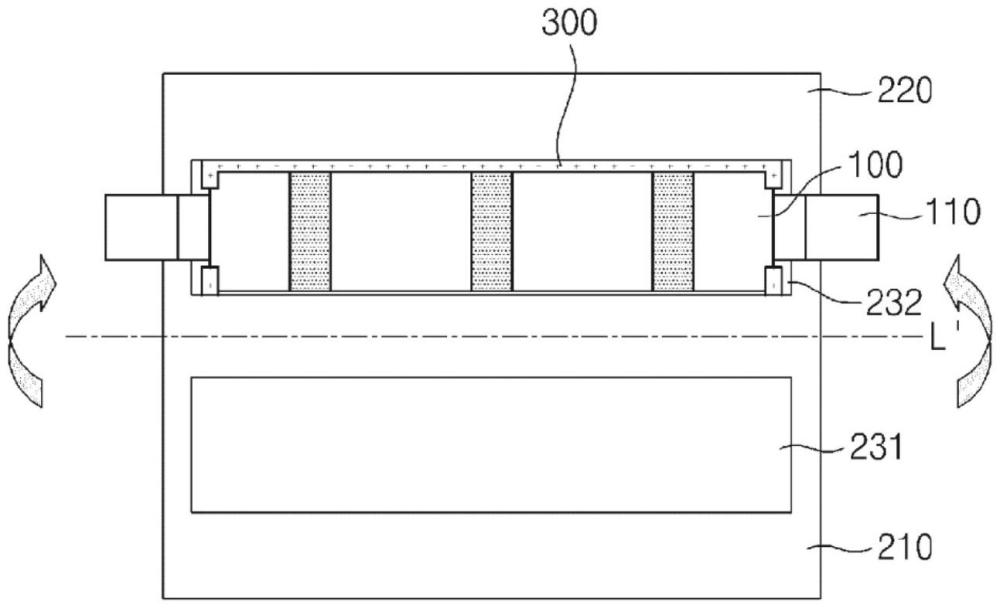
参照图2和图6,袋型电池壳体200用于以气密状态容纳电极组件100,具有一对容纳部230;231、232,并且可具有沿着弯折线L-L’弯折的形状,使得一对容纳部230;231、232处于对称位置,所述一对容纳部具有容纳电极组件100的凹进的内部。
根据本发明一示例性实施方式的袋型二次电池B设置有其中在将电极组件100容纳在设置于袋型电池壳体200中的容纳部中的状态下两层袋型电池壳体200被热密封的密封部,并且在构成电极组件100的厚度的四个厚度侧面T中的至少一个厚度侧面上包括位于电极组件的厚度侧面T与袋型电池壳体200之间的盖构件300。
如图2和图6中所示,根据本发明一示例性实施方式的袋型二次电池B可具有沿着容纳部231、232的除弯折线L-L’的外周之外的其余外周形成的密封部S。在容纳部231、232的四个外周之中,弯折线L-L’的周围直接连接至下壳体210和覆盖下壳体210的上壳体220,因此不需要与下壳体210和上壳体220密封,从而如图3中所示,在相应部分处可不形成密封部S。
然而,不限于此,可通过制备具有一个容纳部的两个袋型电池壳体来沿着容纳部的外周形成密封部,其中一个电池壳体是下壳体,另一个电池壳体覆盖下壳体。
本发明的电极组件100可具有其中正极11/隔膜12/负极13/隔膜12结构的至少一个基本单元10进行堆叠的结构。沿着堆叠方向形成的电极组件的侧表面成为厚度侧面T。参照图4,在厚度侧面T中,比正极11和负极13相对长地被切割的隔膜12可从正极11的端部和负极13的端部突出。因此,当为了形成密封部S而在高温下按压电池壳体200的密封部时,由于隔膜12的粘合剂成分和构成电池壳体200的内涂层一起熔融,所以在厚度侧面处隔膜10可能与电池壳体200的密封部S的内涂层熔融粘附在一起。
因此,在本发明中,当形成密封部S时,通过在电极组件100与袋型电池壳体200之间插置盖构件300,可防止隔膜12熔融粘附到电池壳体200的内涂层。因而,即使电极组件移动,电池壳体200的内涂层也不会被损坏,从而防止绝缘缺陷的风险。
盖构件300用于在隔膜12与袋型电池壳体200的内涂层之间断开,如图4中所示,在构成电极组件100的厚度的厚度侧面T处,隔膜12突出到电极的外部,因而盖构件300放置在电极组件100的厚度侧面T与袋型电池壳体200之间的分离空间内。
此外,在用于形成密封部S的密封工序期间,盖构件300应当防止隔膜12的粘合剂熔融粘附到密封部周围的内涂层,因而盖构件300优选沿着密封部S位于电极组件100的厚度侧面T与袋型电池壳体200之间。
在此,将参照图3和图6解释盖构件300沿着密封部S位于电极组件100的厚度侧面T与袋型电池壳体200之间的含义。
参照这些附图,密封部S可沿着容纳电极组件100的容纳部的除弯折线L-L’之外的其余外周形成。由于插置盖构件300来防止在将两层电池壳体热密封的密封工序中隔膜的粘合剂和电池壳体的内涂层被热密封在一起,所以优选沿着密封部S的整个部分插置盖构件。
如图5和图6中所示,盖构件300插入电极组件100的厚度侧面T与袋型电池壳体200之间的分离空间中,并且防止电极组件100的端部处的隔膜12与袋型电池壳体200之间的直接接触。因此,当形成密封部S时,可抑制由于密封部S的温度升高到一定程度而导致隔膜12的温度升高,并且即使隔膜12中包含的粘合剂成分熔融,由于盖构件300断开隔膜12与电池壳体200的内涂层,所以也会防止隔膜12粘附到电池壳体200的内涂层。
此外,由于盖构件300插入电极组件100与袋型电池壳体200之间的分离空间中,所以其填充该分离空间并且用于减小因电极组件的移动而导致的冲击。
盖构件优选是在用于形成密封部的密封工序期间不熔融的耐热材料。就是说,盖构件优选是熔点(Tm)比在形成密封部时的热压温度高的高耐热聚合物材料。此外,盖构件优选是具有绝缘特性的聚合物材料,并且可以是膜的形式。
如果盖构件像袋型电池壳体的内涂层一样在密封工序期间熔融,则电极组件的隔膜-盖构件-内涂层会被熔融粘附,从而当电极组件移动时,流动冲击传递到内涂层,由此损坏内涂层。
另外,在密封工序期间,由于用于形成密封部的热压温度通常为100℃至200℃,所以盖构件优选是具有180℃至300℃的熔点的聚合物材料,但不限于此。具有上述温度范围内的熔点的耐热聚合物材料的示例包括聚酰亚胺、聚四氟乙烯、聚对苯二甲酸乙二醇酯、聚碳酸酯、聚苯硫醚、特氟隆、丙烯腈-丁二烯-苯乙烯、聚丙烯酸酯等。本发明的盖构件可包括选自由这些聚合物树脂构成的群组中的一种或两种或更多种。
此外,如图6中所示,盖构件300插置在可接触电极引线110的位置处,因为不可以因与电极引线110的电连接而传导电流,所以优选是绝缘材料。就是说,诸如金属之类的导电材料在高温下不熔融,从而防止电池壳体的内涂层热密封到电极组件,但是当与电极引线110接触时会导致内部短路,因而不适于作为本发明的盖构件300的材料。
此外,如图7中所示,盖构件300可紧密接触电极组件100的厚度侧面T。就是说,盖构件300设置成靠近厚度侧面T,使得在盖构件300与电极组件100之间不形成空余区域。当在盖构件与厚度侧面之间存在空余区域时,是不优选的,因为隔膜会通过空余区域突出并且侵入盖构件与袋型电池壳体之间的空间。
优选地,盖构件具有完全覆盖电极组件的厚度侧面的尺寸,使得可阻挡隔膜与袋型电池壳体的内涂层接触。因此,盖构件在纵向方向上的长度可以是电极组件的厚度的100%至150%、100%至130%或100%至120%。在此,盖构件的纵向方向是电极组件的厚度方向。
图8是沿图7的线C-C’截取的剖面图,示出了根据本发明第一实施方式的盖构件的形状。参照图8,根据本发明第一实施方式的盖构件在纵向方向上的长度对应于电极组件的厚度,并且可位于厚度侧面与袋型电池壳体之间,从而在电极组件的厚度侧面中呈I形。
在本发明的具体示例中,容纳在电池壳体200中的电极组件100可以是选自由果冻卷型电极组件、堆叠型电极组件、堆叠折叠型电极组件、层压堆叠型电极组件等构成的群组中的一种,果冻卷型电极组件具有其中长片形正极和负极在之间插置隔膜的情况下卷绕的结构,堆叠型电极组件由具有其中矩形的正极和负极在之间插置隔膜的情况下堆叠的结构的单元电池构成,在堆叠折叠型电极组件中,单元电池通过长隔离膜进行卷绕,在层压堆叠型电极组件中,单元电池在之间插置隔膜的情况下堆叠并且彼此附接。
参照图1,这种电极组件100可包括由正极引线和负极引线构成的电极引线110。正极引线被焊接至正极接片,负极引线被焊接至负极接片,并且正极引线和负极引线的每一个可暴露到电池壳体200的外部。正极引线和负极引线的引出方向可相同或可彼此相反。
由于正极引线和负极引线是金属材料,所以在正极引线和负极引线所在的密封部230中设置有彼此面对的一对绝缘膜(未示出),从而确保绝缘和密封特性,并且正极引线和负极引线的每一个可设置成穿过一对绝缘膜(未示出)之间。
袋型电池壳体200可具有由内涂层、金属层和外涂层构成的层压结构。由于内涂层与电极组件直接接触,所以其应当具有绝缘性和耐电解质性,并且必须具有与外部密封的密封特性,就是说,内涂层被彼此热结合的密封部应当具有优异的热粘合强度。
内涂层的材料可选自诸如聚丙烯、聚乙烯、聚乙烯丙烯酸和聚丁烯之类的聚烯烃树脂;聚氨酯树脂;和聚酰亚胺树脂,这些树脂具有优异的耐化学性和优良的密封特性,但不限于此。最优选在耐化学性和诸如抗拉强度、刚度、表面硬度和抗冲击性之类的机械特性方面优异的聚丙烯(PP)。
与内涂层接触的金属层对应于防止水分或各种气体从外部渗透到电池内部的阻挡层,作为这种金属层的优选材料,可使用重量轻且具有优异的成型性的铝膜。
此外,外涂层设置在金属层的另一侧上,并且外涂层可使用具有优异的抗拉强度、透湿性和透气性的耐热聚合物,以在保护电极组件的同时确保耐热性和耐化学性。例如,可使用尼龙或聚对苯二甲酸乙二醇酯,但不限于此。
图9是沿图7的线C-C’截取的剖面图,示出了根据本发明第二实施方式的盖构件的形状。参照图9,在根据本发明第二实施方式的盖构件300中,盖构件在纵向方向上的长度大于电极组件的厚度,盖构件在纵向方向的两端E、E’处弯折以形成围绕电极组件的厚度侧面的U形,并且盖构件可位于电极组件的厚度侧面与袋型电池壳体之间。
与第一实施方式相比,如第二实施方式中,当盖构件的两端E、E’弯折时,厚度侧面被盖构件覆盖的区域变宽,因此电极组件的隔膜更难与袋型电池壳体的内涂层接触。因此,当形成密封部时,可进一步降低隔膜与内涂层熔融粘附的可能性。
由于第二实施方式与第一实施方式相比区别仅在于盖构件的形状,所以省略进步详细的描述。
图10是根据本发明一示例性实施方式的制造袋型二次电池的方法的流程图。参照图10,根据本发明的制造袋型二次电池的方法包括:制备电极组件(S10);通过切割制备盖构件(S20);将电极组件和盖构件容纳在袋型电池壳体内部(S30);和通过热压袋型电池壳体的要被密封的部分进行密封(Sealing)(S40)。
如图4中所示,制备电极组件(S10)可以是制备其中电极引线110与电极接片(未示出)结合的电极组件100的步骤。该电极组件具有其中多个电极11、13和多个隔膜12交替堆叠的结构。多个电极11、13各自设置有电极接片(未示出),并且电极引线110结合至电极接片(未示出)。在此,多个电极可以是正极和负极,电极接片可以是设置在正极中的正极接片和设置在负极中的负极接片。此外,电极引线110可以是与正极接片结合的正极引线和与负极接片结合的负极引线。
电极引线用于将外部装置和电极组件连接,并且在之后的容纳步骤(S30)中,电极引线的末端被抽出到袋型电池壳体之外。
在一个具体示例中,制备电极组件的步骤(S10)可包括:进行组装以使得隔膜插置在正极与负极之间(S11);分别将正极接片和负极接片焊接至正极引线和负极引线(S12);和用保护膜包裹焊接部分(S13)。
制备盖构件的步骤(S20)是通过将盖构件切割成适当尺寸制备盖构件的步骤。盖构件优选是熔点(Tm)比在形成密封部时的热压温度高并且具有绝缘性能的耐热聚合物材料,并且可以是膜的形式。
盖构件在纵向方向上的长度可以是电极组件的厚度的100%至150%。在一个具体示例中,制备盖构件可以是将盖构件切割成以I形覆盖构成电极组件的厚度的厚度侧面的尺寸。在另一个具体示例中,制备盖构件可以是将盖构件切割成以U形覆盖构成电极组件的厚度的厚度侧面的尺寸。
容纳步骤(S40)是将电极组件和盖构件容纳在袋型电池壳体内部的步骤。在此,如图7中所示,可在盖构件300紧密接触电极组件100的厚度侧面的状态下将盖构件和电极组件一起容纳在袋型电池壳体内部,使得盖构件300位于对应于密封部的厚度侧面与袋型电池壳体之间。
密封步骤(S40)是通过热压在电极组件容纳部的边缘部分中的要被密封的部分来形成密封部的步骤。在电极组件被容纳在袋型电池壳体中的状态下,上壳体的要被密封的部分和下壳体的要被密封的部分紧密接触,并且使用位于上壳体的要被密封的部分的上部以及下壳体的要被密封的部分的下部的一对密封条以预定力执行热压,使得上壳体和下壳体可紧密接触。因此,热压过的要被密封的部分的内涂层熔融,由此形成密封部。
如上所述,已经参照示例性实施方式描述了本发明,但是本领域技术人员或本领域普通技术人员应当理解,在不脱离所附权利要求中描述的本发明的精神和技术范围的情况下,可以对本发明进行各种修改和改变。
因此,本发明的技术范围并不限于本申请的详细说明书中描述的内容,而应由权利要求书来限定。
- 水系锂离子二次电池用负极的制造方法和水系锂离子二次电池的制造方法
- 层叠多孔质膜及制造方法、非水电解液二次电池用隔膜、层叠电极片和非水电解液二次电池
- 二次电池以及二次电池的制造方法
- 二次电池用电极组件及二次电池用电极组件的制造方法
- 二次电池用电极组件及二次电池用电极组件的制造方法
- 用于二次电池的袋外部、使用该袋外部的袋型二次电池及制造该袋型二次电池的方法
- 用于二次电池的袋外部、使用该袋外部的袋型二次电池及制造该袋型二次电池的方法