超快激光连续裂片装置及方法
文献发布时间:2023-06-19 09:30:39
技术领域
本发明涉及激光裂片技术领域,尤其涉及一种对于超硬材料的超快激光连续裂片装置及方法。
背景技术
以碳化硅、金刚石、碳化镓等宽禁带化合物半导体为代表的第三代半导体材料,其生长工艺复杂、材料硬度高,增加了半导体晶圆加工难度,阻碍了半导体器件的应用。传统的晶圆加工技术采用金刚石线或浆基锯丝切割工艺,其加工时间长,切割极限高,同时需要后续的研磨抛光,加工成本始终居高不下。
激光冷裂技术是一种新型的对超硬材料的非接触的激光加工技术,利用高能超快激光的冷加工特点,基于多光子吸收效应,实现材料局部的晶格结构的破坏,形成改制层,同时利用脆性材料和粘附在材料表面的聚合物材料之间的热膨胀系数的差异,将结合的材料冷却到聚合物材料的玻璃化转化温度之下引起热应力,从而导致材料的横向分离,完成激光裂片过程。相比传统裂片工艺,生产效率提升40%,晶圆剥离厚度小于100μm,材料利用率提高了3倍,是大规模SiC推广应用的新一代加工工艺。
激光冷裂技术是由脉冲激光透过经抛光过的材料表面到材料内部,经激光辐照加工,材料内部改质,从而产生冷裂层,经后续处理获得超薄的晶圆。顶部辐照的激光冷裂技术需要对材料进行抛光、研磨等工序,降低了加工效率,限制了激光冷裂技术的潜力。
发明内容
有鉴于此,本发明的主要目的在于提供一种超快激光连续裂片装置及方法,以期部分地解决上述技术问题中的至少之一。
为了实现上述目的,作为本发明的一方面,提供了一种超快激光连续裂片方法,包括以下步骤:
将超快激光光源的激光从材料抛光的上表面聚焦到距离底部一定厚度处进行扫描加工,扫描间隔控制可变,形成改质层;
将所述改质层以下的部分通过冷裂,从改质层处裂开并从待冷裂材料主体剥离下来;
将待冷裂材料下移一个晶片厚度,也就是将超快激光聚焦点上移一个晶片厚度,重复上述加工过程,即实现超快激光连续裂片。
作为本发明的另一方面,提供了一种超快激光连续裂片装置,所述装置包括超快激光光源、光束整形耦合系统、三维位移系统和控制器;其中,
超快激光光源,用于提供超快激光脉冲,为激光裂片提供光源;
光束整形耦合系统,位于激光输出路径上,包括激光扩束系统和激光聚焦系统;其中,激光扩束系统位于超快激光光源的输出光路上;激光聚焦系统位于超快激光光源的输出光路上;
三维位移系统,用于控制位于三维位移系统上的待冷裂材料的运动方向、速度和轨迹,从而实现超快激光脉冲焦点在材料内部的不同的作用位置和不同的运动轨迹;
控制器,输出端与三维位移系统相连,用于控制三维位移系统的运动方向、速度和轨迹。
其中,所述超快激光光源包括皮秒激光器、亚皮秒激光器、飞秒激光器和阿秒激光器。
其中,所述超快激光光源,针对不同的材料,需求不同的激光辐照参数,包括激光辐照波长、单脉冲能量、脉冲宽度和聚焦光斑大小。
其中,所述激光扩束系统包括单个扩束透镜、扩束透镜系统或其它用于激光扩束的器件;所述激光聚焦系统包括单个聚焦透镜、聚焦透镜系统、显微物镜或其它用于激光聚焦的器件。
其中,所述待冷裂材料包括碳化硅、蓝宝石、红宝石、硅和晶体材料。
其中,所述待冷裂材料底部位于光束整形耦合系统焦点附近。
其中,所述三维位移系统包括一维位移平台、二维位移平台、三维位移平台、振镜和丝杆。
其中,所述控制器包括自主编程输入控制、傻瓜输入控制、电脑控制器和单片机。
基于上述技术方案可知,本发明的超快激光连续裂片装置及方法相对于现有技术至少具有如下有益效果的一部分:
本发明提供的这种超快激光连续裂片方法,针对碳化硅、蓝宝石、红宝石、硅等超硬材料,对材料底部激光辐照焦平面进行分布式轨迹位移操纵,形成改制层,达到冷裂目的。根据不同材料的吸收带能量不同,调控超快激光光源的激光波长、单脉冲能量和脉冲宽度等辐照参数,将辐照能量以聚焦方式作用在材料底部激光辐照焦平面区域内,致使其快速形成冷裂条件,此方法只需一次对材料的上表面进行抛光/研磨等工序,连续裂片过程中不需要材料抛光、研磨等工序,当材料底部形成破裂层后进行后续处理可直接得到高质量的晶圆薄片,降低加工成本的同时,提高了冷裂效率。同时超快激光连续裂片方法可以直接得到高质量的晶圆,不需要进行后续的研磨加工,可以连续进行激光裂片,大大节省加工时间和降低成本。
附图说明
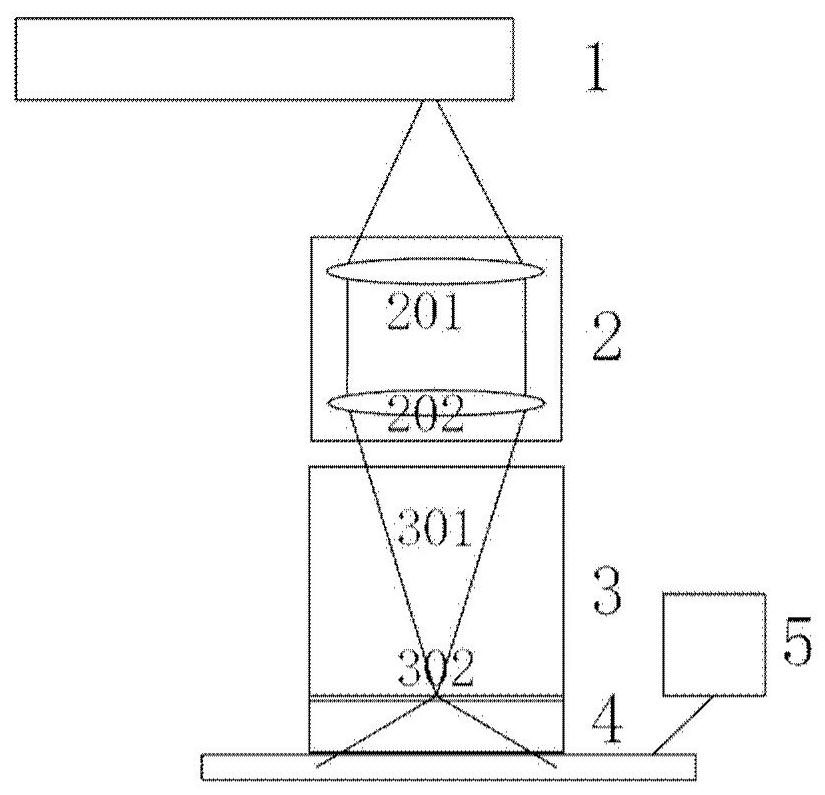
图1为依照本发明的超快激光连续裂片方法的实施方案示意图;
图2为提供辐照能量的超快激光光源的单脉冲示意图;
图3为光束整形耦合系统示意图;
图4为底部激光辐照超硬材料冷裂过程示意图。
具体实施方式
本发明提供了一种超快激光连续裂片装置,包括:提供辐照能量的超快激光光源;光束整形耦合系统,其位于超快激光光源的激光输出路径上,其由激光扩束系统和激光聚焦系统组成;三维位移系统,该三维位移系统与材料相连接,可以控制材料的运动方向、速度和轨迹,从而控制超快激光脉冲在材料的辐照位置和运动轨迹;控制器,其输出端与三维位移系统相连,用于控制三维位移系统的运动方向、速度和轨迹。
本发明的特色在于,将超快激光从抛光材料的上表面聚焦到距离底部一定厚度处进行横向的扫描加工,形成改质层,然后将该改质层以下的部分(晶片)通过冷裂,从改质层处裂开并从材料主体剥离下来;然后将材料下降一个晶片厚度,也就是将超快激光聚焦点上移一个晶片厚度,重复上述加工过程,即可实现连续裂片。
具体的,本发明公开了一种超快激光连续裂片方法,包括以下步骤:
将超快激光光源的激光从材料抛光的上表面聚焦到距离底部一定厚度处进行扫描加工,扫描间隔控制可变,形成改质层;
将所述改质层以下的部分通过冷裂,从改质层处裂开并从待冷裂材料主体剥离下来;
将待冷裂材料下移一个晶片厚度,也就是将超快激光聚焦点上移一个晶片厚度,重复上述加工过程,即实现超快激光连续裂片。
本发明还公开了一种超快激光连续裂片装置,所述装置包括超快激光光源、光束整形耦合系统、三维位移系统和控制器;其中,
超快激光光源,用于提供超快激光脉冲,为激光裂片提供光源;
光束整形耦合系统,位于激光输出路径上,包括激光扩束系统和激光聚焦系统;其中,激光扩束系统位于超快激光光源的输出光路上;激光聚焦系统位于超快激光光源的输出光路上;
三维位移系统,用于控制位于三维位移系统上的待冷裂材料的运动方向、速度和轨迹,从而实现超快激光脉冲焦点在材料内部的不同的作用位置和不同的运动轨迹;
控制器,输出端与三维位移系统相连,用于控制三维位移系统的运动方向、速度和轨迹。
其中,所述超快激光光源包括皮秒激光器、亚皮秒激光器、飞秒激光器和阿秒激光器。
其中,所述超快激光光源,针对不同的材料,需求不同的激光辐照参数,包括激光辐照波长、单脉冲能量、脉冲宽度和聚焦光斑大小。
其中,所述激光扩束系统包括单个扩束透镜、扩束透镜系统或其它用于激光扩束的器件;所述激光聚焦系统包括单个聚焦透镜、聚焦透镜系统、显微物镜或其它用于激光聚焦的器件。
其中,所述待冷裂材料包括碳化硅、蓝宝石、红宝石、硅和晶体材料。
其中,所述待冷裂材料底部位于光束整形耦合系统焦点附近。
其中,所述三维位移系统包括一维位移平台、二维位移平台、三维位移平台、振镜和丝杆。
其中,所述控制器包括自主编程输入控制、傻瓜输入控制、电脑控制器和单片机。
为使本发明的目的、技术方案和优点更加清楚明白,以下结合具体实施例,并参照附图,对本发明作进一步的详细说明。
如图1所示,本发明公开了一种超快激光连续裂片装置,包括
一提供辐照能量的超快激光光源1,其提供超快激光脉冲,为激光裂片提供光源,所述的超快激光光源为皮秒激光器、亚皮秒激光器、飞秒激光器和阿秒激光器等;如图2所示为提供辐照能量的超快激光光源的单脉冲示意图。1’、2’、3’、4’均为超快激光的输出脉冲序列,其中5’为适合不同超硬材料吸收带能量的脉冲宽度。
一光束整形耦合系统2,其位于激光输出路径上,由激光扩束系统201和显微物镜系统202组成;如图3所示为光束整形耦合系统示意图。其中201为激光扩束系统,202为激光聚焦系统。
激光扩束系统201,其位于激光整形耦合系统2中,位于超快激光光源1的输出光路上,为单个透镜、透镜系统和其它用于激光扩束的器件等;
激光聚焦系统202,其位于激光整形耦合系统2中,位于超快激光光源1的输出光路上,为聚焦透镜、透镜系统和其它用于激光聚焦的器件等;
一材料3,其放置于三维位移系统4上,材料底部位于激光整形耦合系统2焦点附近,所述的材料3为碳化硅、蓝宝石、红宝石、硅等材料;
一三维位移系统4,其顶部放置材料3,输入端与控制器5相连;三维位移系统4为三维位移系统一维位移平台、二维位移平台、三维位移平台、振镜、丝杆等;三维位移系统4,与材料3相连接,可以控制材料3的运动方向、速度和轨迹,从而实现超快激光脉冲在材料3内部不同的辐照位置和运动轨迹;
一控制器5,其输出端与三维位移系统4相连,用于控制三维位移系统的运动方向、速度和轨迹;控制器5为三维位移系统的控制系统。该控制器5输入指令的方式应包括自主编程输入和傻瓜式输入两种模式,通过输入位移轨迹、与加工光源距离等变量精确控制三维位移系统4的运动方向、速度、轨迹;控制器5自主编程输入指令,其中所述的精确控制三维位移系统的轨迹应包括开环式、闭环式等分布式轨迹位移操纵方式。
如图1所示,图1为依照本发明超快激光连续裂片方法的实施方案图,该技术方案包括:用于提供辐照能量的超快激光光源1;光束整形耦合系统2,其位于激光输出路径上,由激光扩束系统201和激光聚焦系统202组成,激光扩束系统201和激光聚焦系统202均位于超快激光器的输出光路上,其中激光扩束系统201由单个透镜、透镜系统或其它用于激光扩束的器件组成,激光聚焦系统202由聚焦透镜、透镜系统、显微物镜系统和其它用于激光聚焦的器件组成;材料3,其固定于三维位移系统4上,材料底部位于光束耦合整形系统2焦点附近;三维位移系统4,该三维位移系统4与材料3相连接,通过控制器5可以精确控制三维位移系统4的运动方向、速度和轨迹,从而改变超快激光光源在超硬材料中的辐照位置和轨迹;控制器5,其输出端与三维位移平台4相连,该控制器5精确控制三维位移系统4的运动方向、速度和轨迹。
其中,用于提供能量的超快激光光源1根据超硬材料的吸收带能量不同,提供合适的激光波长、单脉冲能量和脉冲宽度等辐照参数,基于材料多光子吸收效应,使其底部激光辐照焦平面层达到损伤阈值;光束整形耦合系统2中的激光扩束系统201和激光聚焦系统202根据超硬材料的吸收带能量不同,更换具有不同焦距的透镜组合,在材料底部激光辐照焦平面区域范围实现不同的加工能量密度;需要冷裂的材料3固定在三维位移系统4上,材料底部应位于激光辐照焦平面区域内,通过控制器5输入对三维位移系统4进行不同位移轨迹操作的指令,进而使超硬材料底部形成改质层;然后将该改质层以下的部分(晶片)通过冷裂,从改质层处裂开并从材料主体剥离下来;然后将材料下降一个晶片厚度,也就是将超快激光聚焦点上移一个晶片厚度,重复上述加工过程,即可实现连续裂片。如图4所示为底部激光辐照超硬材料冷裂过程示意图。其中8’为材料上表面经过抛光研磨的超硬材料晶圆,9’为经过超快激光光源辐照后在材料底部形成的改质层,10’为冷裂层形成后需要经后续处理的晶圆薄片,11’为具有高聚焦能量、宽发散角的超快激光光束。
以下结合具体实施例对本发明提供的超快激光连续裂片方法作进一步详细说明。
本发明对激光入射的方向和材料的位置、方向运动轨迹进行控制,通过激光聚焦,实现连续激光裂片。
1、将材料SiC 3的上表面抛光,研磨。SiC片的尺寸为为2厘米×2厘米×500微米。
2、超快激光光源1的参数为脉冲宽度15皮秒,输出功率10瓦,重复频率20000赫兹,激光器输出的光斑大小为1毫米。将输出光斑入射到激光整形耦合系统2中。
3、皮秒激光束在激光整形耦合系统2中,首先经过激光扩束系统201,本实施例中,激光扩束器件201由f=5微米和f=2000微米的透镜组合而成,光斑扩大到20微米,然后经过激光聚焦系统202中,本实施例中,聚光聚焦器件202为显微物镜,可以将光斑聚焦到5微米。焦点的位置距离SiC的底部100微米。
4、将材料SiC3放置在三维位移系统4上,通过控制器5控制三维位移系统4的速度,运动速度为1米/秒,进行来回辐照扫描,形成改质层。
5、当扫描完成后,将底部晶片冷裂下来,获得就完美晶圆。
以上所述的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步详细说明,应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 超快激光连续裂片装置及方法
- 多频脉冲序列超快激光连续光谱检测装置及方法