一种多片产品同时转运输送的装置及方法
文献发布时间:2023-06-19 09:33:52
技术领域
本发明涉及转运设备技术领域,尤其涉及一种多片产品同时转运输送的装置及方法。
背景技术
目前,聚合物锂电池制作过程中,电芯极片搬运、输送通常采用纵向层叠放置并同时转运产品一片。现有技术中转运产品的装置,具有结构复杂、成本高、维修维护不方便、安装占用较大空间、通用性差需要制备多种规格装置的缺点。尤其是产品转运过程不可控,无法保证转运过程中产品位置精度,导致产品取放操作复杂,还存在产品边缘掉粉及损伤等问题。
发明内容
针对上述不足,本发明所要解决的技术问题是:提供一种多片产品同时转运输送的装置及方法,采用平铺放置的方式同时转运多片产品,并保证转运过程中产品位置保持不变,使本发明具有效率高、结构简单、操作方便、成本低、通用性高的优点。
为解决上述技术问题,本发明的技术方案是:
一种多片产品同时转运输送的装置,包括具有产品承托面的固定模组,用于定位所述产品承托面上产品的定位模组,及与所述固定模组可拆卸连接的压附模组;所述定位模组包括多个定位结构,各所述定位结构均设在所述产品承托面上,且所有所述定位结构按照产品加工需求和/或产品规格排列设置;所述压附模组压设在所述产品承托面上。
优选方式为,所述定位模组包括气路、与所述气路连通的进气口,及多组分别与所述气路连通的气孔组;所述气路和所述进气口分别设在所述固定模组上;所述气孔组为所述定位结构。
优选方式为,所述固定模组包括相对设置的第一固定板和第二固定板,所述第一固定板和所述第二固定板之间设置所述气路,所述第二固定板上设置所述进气口;所述第一固定板背离所述第二固定板的表面为所述产品承托面。
优选方式为,所述固定模组还包括两块固定块,两块所述固定块分别固定在所述第二固定板上,且分设在所述第一固定板的两侧;所述压附模组与两块所述固定块可拆卸连接。
优选方式为,所述压附模组与各所述固定块均通过磁吸组件可拆卸连接;所述磁吸组件包括相互磁吸的第一磁铁和第二磁铁,所述第一磁铁和所述第二磁铁分设在所述压附模组和所述固定块上。
优选方式为,所述压附模组包括多块压板,各所述压板的两端分别与所述固定块可拆卸连接。
优选方式为,所述第一固定板和所述第二固定板之间设置有密封结构。
优选方式为,所述第一固定板与所述固定块背离所述第二固定板的表面齐平设置。
一种多片产品同时转运输送的方法,应用于上述的多片产品同时转运输送的装置;
所述方法,包括以下步骤:
步骤一、拆分所述压附模组和所述固定模组,露出所述产品承托面;
步骤二、将多个产品平铺放在所述产品承托面上,利用定位结构将所有产品固定在所述产品承托面上;
步骤三、产品放置完毕,将所述压附模组固定在所述固定模组上,压附所有产品;
步骤四、关闭定位结构,转运所述多片产品同时转运输送的装置,转运到位后,再次利用定位结构,将所有产品固定,拆分所述压附模组,取出产品。
优选方式为,所述定位结构为设在所述固定模组上的气路、与所述气路连通的进气口,及多组设在所述产品承托面上的气孔组;
则所述方法中:
所述利用定位结构将所有产品固定在所述产品承托面上,具体为:将所述进气口与外部气源接通,通过各所述气孔组吸附对应产品;
所述关闭定位结构,具体为:将所述进气口与外部气源分开。
采用上述技术方案后,本发明的有益效果是:
由于本发明的多片产品同时转运输送的装置及方法,其中装置包括具有产品承托面的固定模组,定位模组及压附模组;定位模组包括多个定位结构,各定位结构均设在产品承托面上,且所有定位结构按照产品加工需求和/或产品规格排列设置;其中方法包括以下步骤,先将压附模组和固定模组拆分,露出产品承托面;上料工装将多个产品平铺在产品承托面上,利用定位结构将所有产品固定在产品承托面上;产品放置完毕,将压附模组固定在固定模组上,压附所有产品;关闭定位结构,转运到位后,再次利用定位结构,将所有产品固定,拆分压附模组,取出产品。可见,利用本发明的装置采用本发明的方法,采用平铺放置的方式,同时转运多片产品,并在转运过程中使产品保持位置不变,使本发明具有效率高、结构简单、操作方便、成本低、通用性高的优点。
由于定位模组包括气路、与气路连通的进气口,及多组分别与气路连通的气孔组;其中气路和进气口分别设在固定模组上;气孔组为定位结构,操作简单、成本低,通用性强。
由于压附模组与各固定块均通过磁吸组件可拆卸连接;磁吸组件包括相互磁吸的第一磁铁和第二磁铁,第一磁铁和第二磁铁分设在压附模组和固定块上,拆装操作方便。
由于压附模组包括多块压板,各压板的两端分别与固定块可拆卸连接,多块压板可根据产品实际的排列方式,分别压附,可靠保证转运过程中产品位置不变。
由于第一固定板和第二固定板之间设置有密封结构,确保气路的密封性。
由于第一固定板与固定块背离第二固定板的表面齐平设置,使压板能够可靠的压设产品。
综上所述,本发明解决了现有技术中多片产品转运采用纵向层叠放置,所引起的转运过程产品位置精度无法确定,物料边缘掉粉及产品损伤等问题;本发明采用平铺放置的方式同时转运多片产品,并保证转运过程中产品位置保持不变,使本发明具有效率高、结构简单、操作方便、成本低、通用性高的优点。
附图说明
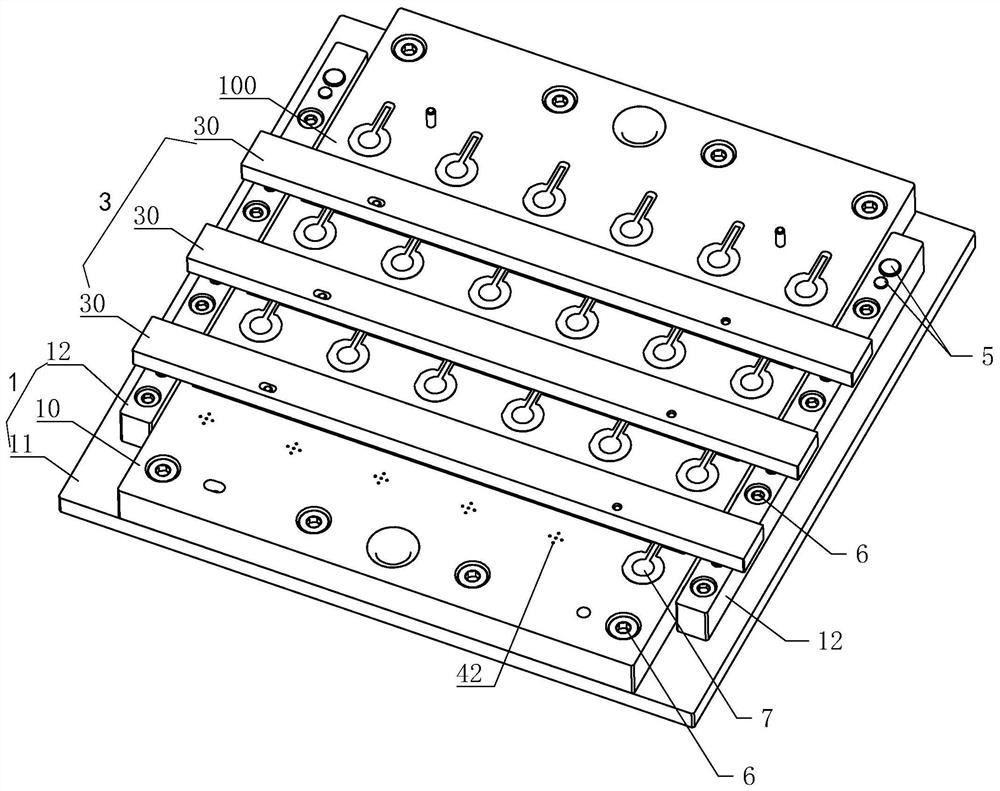
图1是本发明中多片产品同时转运输送的装置的结构示意图;
图2是发明中多片产品同时转运输送的装置的主视图;
图3是图2中A-A方向的剖面图;
图中:1-固定模组,10-第一固定板,100-产品承托面,11-第二固定板,12-固定块,3-压附模组,30-压板,4-定位模组,40-气路,41-进气口,42-气孔组,5-第一磁铁,6-螺钉,7-产品,8-密封结构。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
实施例一:
如图1、图2和图3所示,一种多片产品同时转运输送的装置,包括具有产品承托面100的固定模组1,用于定位产品承托面100上产品7的定位模组4,及与固定模组1可拆卸连接的压附模组3;其中,定位模组4包括多个定位结构,各定位结构均设在产品承托面100上,且所有定位结构按照产品7加工需求和/或产品7规格排列设置,比如:上料便利需求、取料便利需求、转运不同尺寸产品7等;压附模组3压设在产品承托面100上。
本发明的装置使用时,当产品移至上料工位时,将压附模组3与固定模组1拆分,令压附模组3避让上料工装,露出产品承托面100,方便放置产品。上料工装将产品平铺放到产品承托面100上,启动定位模组4,将所有产品固定住,使产品不会随意移动,避免上料过程中,发生产品相互接触损伤的问题。所有产品被放到产品承托面100上后,各产品均被对应的定位结构固定住。放置完毕后,将压附模组3压到固定模组1上,去压附所有产品,此时关闭定位模组4,产品被压附模组3固定在原位置;并且在转运过程中压附模组3也压附产品,使所有产品位置不变。转运到指定工位后,重新打开定位模组4,再次将各产品固定住,再次将压附模组3与固定模组1拆分,以避让取料工装。因取料过程中,产品被固定住,使产品不会随意移动,从而提高了取料效率。因此,本发明的装置,采用平铺放置的方式同时转运多片产品,并保证转运过程中产品位置保持不变,使本发明具有效率高、结构简单、操作方便、成本低、通用性高的优点;解决了取放操作复杂且产品边缘掉粉及损伤等问题。
如图1和图3所示,本例中定位模组4包括气路40、与气路40连通的进气口41,及多组分别与气路40连通的气孔组42;气路40和进气口41分别设在固定模组1上;气孔组42为定位结构;一种优选方案,各气孔组42均包括五个气孔,当然不限五个气孔,可根据产品规格以及定位需求设置气孔数量。气孔组42设置时,按照产品尺寸设置,以可靠吸附固定产品为主。气孔组42之间的间隔,以方便取放为主,保证取放过程中产品不会接触,避免相互损伤,掉粉等。
如图1、图2和图3所示,固定模组1包括相对设置的第一固定板10和第二固定板11,第一固定板10和第二固定板11之间设置气路40,第二固定板11上设置进气口41;第一固定板10背离第二固定板11的表面为产品承托面100;其中气路40可为但不限于设在第二固定板11上的凹槽。为了保证密封性,第一固定板10和第二固定板11之间设置密封结构8,密封结构8优选O型密封圈。
在放置产品时,打开定位结构的操作为:将进气口41与外部气源接通,使放在产品承托面100的各产品被对应的气孔组42吸住。当取产品时,将进气口41与取料工位处的外部气源接通,使各产品再次被对应的气孔组42吸住。本例所采用的定位结构,操作简单,成本低;当然,定位结构不限上面所列举的。
如图1、图2和图3所示,固定模组1还包括两块固定块12,两块固定块12分别固定在第二固定板11上,且分设在第一固定板10的两侧,则压附模组3与两块固定块12可拆卸连接;本例中每块固定块12与第二固定板11均通过螺钉6和螺纹孔实现固定;而第一固定板10和第二固定板11之间也通过螺钉6和螺纹孔实现固定。一种优选方案,第一固定板10与固定块12背离第二固定板11的表面齐平设置,使压附模组3可直接压在产品上。
如图1、图2和图3所示,压附模组3与各固定块12均通过磁吸组件可拆卸连接;磁吸组件包括相互磁吸的第一磁铁5和第二磁铁,第一磁铁5和第二磁铁分设在压附模组3和固定块12上。
本例中压附模组3包括多块压板30,各压板30的两端分别与两块固定块12可拆卸连接。其中第一磁铁5设在固定块12上,第二磁铁设在各压板30上。为了可靠固定,各压板30的每个端部均设置有两块第二磁铁,对应的两块固定块12上对应位置处设置两块第一磁铁5,当然数量不限两块,以可靠固定为主。另外,第一磁铁5在固定块12上的设置位置,与各气孔组42对应设置。比如:所有气孔组42成行设置时,每行气孔组42对应的两块固定块12位置处均设置第一磁铁5,使压板30可压在此行产品上。当然,压板30与固定块12之间可拆卸连接的方式不限上面所列举的磁吸,还可使用插接结构、卡合结构等。
综上,本实施例的装置具有结构简单、便于维护、成本低的优点,提高了转运产品的取放效率及操作的安全性。
实施例二:
如图1和图3所示,一种多片产品同时转运输送的方法,应用于实施例一中所述的多片产品同时转运输送的装置;
本发明的方法,包括以下步骤:
步骤一、拆分压附模组3和固定模组1,露出产品承托面100;
步骤二、将多个产品逐一放在产品承托面100上,利用定位结构将所有产品固定在产品承托面100上;
步骤三、产品放置完毕,将压附模组3固定在固定模组1上,压附所有产品;
步骤四、关闭定位结构,转运多片产品同时转运输送的装置,转运到位后,再次利用定位结构,将所有产品固定,拆分压附模组3,取出产品7。
采用本发明的方法转运多片产品时,放置产品时,产品不会随意移动,不会发生产品相互损伤、掉粉的情况,提高了上料效率;转运过程中,压附模组3压附所有产品,使转运过程中产品保持位置不变,保证了产品位置精度;取产品时,定位模组4再次将所有产品7固定,使取料操作可快速进行,提高了效率。
如图1、图2和图3所示,本实施例中:固定模组1包括相对设置的第一固定板10和第二固定板11,以及两块固定块12;压附模组3包括多块压板30,各压板30的两端分别与两块固定块12可拆卸连接;定位结构为设在固定模组1上的气路40、与气路40连通的进气口41,及多组设在产品承托面100上的气孔组42,气孔组42为定位结构;此时本发明的方法,包括以下步骤:
步骤一、产品移至上料工位后,通过外力,克服第一磁铁5和第二磁铁之间的磁力,拆下所有压板30,露出第一固定板10的产品承托面100,为产品放置提供方便;
步骤二、上料工装将多个产品平铺放在产品承托面100上后,将进气口41与外部气源接通,使放在产品承托面100的产品被对应处的气孔组42吸住,上料工装松开产品后,还可重复放置产品;
步骤三、产品放置完毕,按照产品承托面100上产品的排列方式,将压板30放到固定块12上,通过对应的第一磁铁5和第二磁铁之间的磁吸实现连接,所有产品被对应位置的压板30压住,进而保证转运过程产品位置不变;
步骤四、将进气口41与外部气源断开,转运到位后,再次将进气口41与该工位出的外部气源接通,使各产品再次被对应的气孔组42吸住,再次拆下所有压板30,露出所有产品,取料工装方便、快速的取出产品。
可见,利用实施例一的多片产品同时转运输送的装置,采用本发明的方法同时转运多片产品时,产品放置、转运以及取出过程中,产品均被固定住,使产品从放置、转运到取出整个过程中可控,避免因操作复杂而发生产品相互接触触碰损坏、掉粉等问题,降低产品不良率。
以上所述本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同一种多片产品同时转运输送的装置及方法的改进等,均应包含在本发明的保护范围之内。
- 一种多片产品同时转运输送的装置及方法
- 一种精密零件提升转运输送装置及提升转运输送方法