一种消除错支筒子纱的方法及其装备
文献发布时间:2023-06-19 09:44:49
技术领域
本发明涉及一种消除错支筒子纱的方法及其装备,属于纺织技术领域。
背景技术
现代信息技术的发展,使得在线信息监控系统能够准确快速的控制纱线质量。络筒是纺纱最后工序,同时也是织造的首道工序,因而在纺织过程中有着重要的地位。在络筒过程中,由于有些纱线品种订单量小、品种种类多,因此络筒过程中就要对络筒工序进行品种的翻新,这就给纱线质量控制带来困难。
纺织企业在纱线生产过程中,经常会因络筒过程中混入不同品种的纱线,在织造甚至在染整过程中才会被发现,这给企业带来重大的经济损失。为此,在纱线络筒工序中纱线质量控制一直受到了人们的关注。
针对在络筒工序中发生的问题,在生产过程中有通过使用不同颜色的纱管进行不同品种纱线的区分,但是操作较繁琐,实际效果不明显。
杨敏(杨敏.络筒工序纱线质量在线监控系统研究[J].棉纺织技术,2012,40(10):27-30.)提出以自动络筒机电子清纱器为主要载体,并对建立纱线质量监控系统进行了阐述,但是没有提出对上述问题的解决办法。冯文等(冯文,王照旭,付嘉诚,等.在线控制技术在细纱络筒中的应用[J].棉纺织技术,2017,45(1):13-16.)提出了在线控制技术在细纱络筒中的应用,分析了络筒多部位的检测情况及效果,也未提出解决络筒工序中纱线错支的问题。
因此,如何解决络筒工序中纱线错支,保证纱线络筒工序中纱线质量是目前亟需要解决的问题。
发明内容
为了解决上述至少一个问题,本发明提供了一种消除错支筒子纱的方法及其装备,通过建立络筒工序纱线质量监控系统,运用RFID(射频识别)信息技术,对络筒过程中的纱线质量进行全程监控,保证纱线质量可监测,可溯源;本发明的方法提高了产品质量,增加了纺织企业经济效益。
本发明的第一个目的是提供一种消除错支筒子纱的装备,所述的装备包括在络筒机上的含有电子标签的细纱管、设置于络筒机滑道处的阅读器、用于处理管纱信息的信息管理系统,其中在自动络筒机的每个锭位滑道旁都安装有阅读器;每个锭位包含有一个管纱退绕点;电子标签内含有芯片和天线,阅读器内含有天线和读写模块,阅读器天线平面与处在络筒状态的电子标签平行或成不等于90度的夹角。
在本发明的一种实施方式中,所述的消除错支筒子纱的装备中电子标签的形状根据细纱管的形状设计,为环形电子标签或者长方形电子标签,其中环形电子标签的直径为5~30mm,长方形电子标签的尺寸为12mm×9mm~30mm×30mm。
在本发明的一种实施方式中,所述的消除错支筒子纱的装备中所述环形电子标签为RFID电子标签,属于微型射频标签,环形电子标签芯片型号为FM11RF08。
在本发明的一种实施方式中,所述的消除错支筒子纱的装备中阅读器与电子标签的距离为0~50mm。
在本发明的一种实施方式中,所述的消除错支筒子纱的装备中电子标签的天线功率为28~30dBm。
在本发明的一种实施方式中,所述的消除错支筒子纱的装备中安装有环形电子标签的方法为:将环形电子标签粘贴在细纱管主体顶部30mm的范围内,之后细纱管主体和细纱管顶端啮合,即将环形电子标签内嵌在细纱管内。
在本发明的一种实施方式中,所述的消除错支筒子纱的装备中安装长方形电子标签的方法为将长方形电子标签粘贴在细纱管主体顶部30mm的范围内,之后细纱管主体和细纱管顶端啮合,即将长方形电子标签内嵌在细纱管内。
本发明的一种实施方式中,络筒机每个锭位上都安装有一个阅读器,用于处理管纱信息的信息管理系统与多个阅读器相连,阅读器多线程工作,读取相应锭位细纱管上的电子标签信息。
在本发明的一种实施方式中,所述的消除错支筒子纱的装备中阅读器上安装有一个报警器;用于提示发生质量问题的络筒机锭位。
在本发明的一种实施方式中,设置于络筒机滑道处的阅读器用于检测安装在细纱管上的电子标签,连接于阅读器上接收检测信号并输出报警信号的报警器。
在本发明的一种实施方式中,阅读器通过RS232或者USB方式连接用于处理管纱信息的信息管理系统进行数据通信,将实时读卡信息传送至用于处理管纱信息的信息管理系统,带有电子标签的管纱处于络筒状态时,固定在滑道处的阅读器读取电子标签信息,通过天线将电子标签信息发送至用于处理管纱信息的信息管理系统。
在本发明的一种实施方式中,每个细纱管上安装的电子标签里包含有对应的唯一序列号。
在本发明的一种实施方式中,采用超高频频段的高频阅读器和超高频射频电子标签。
在本发明的一种实施方式中,采用KLM930超高频RFID读写模块和KL12080读写器天线;其读取范围一般为0~1m。
本发明的第二个目的是提供一种消除错支筒子纱的方法,所述的方法采用本发明所述的消除错支筒子纱的装备进行络筒工序。
在本发明的一种实施方式中,所述的方法包括如下步骤:
(1)制作环形电子标签:环形电子标签的直径为5~30mm;
(2)将环形电子标签内嵌在细纱管中:将环形电子标签粘贴在细纱管主体顶部30mm的范围内,之后细纱管主体和细纱管顶端啮合,即将环形电子标签内嵌在细纱管内;
(3)安装阅读器:阅读器安装在络筒机滑道处;阅读器的天线平面与处在络筒状态的环形电子标签平行,同时阅读器与环形电子标签的距离为0~50mm;
(4)进行络筒工序。
在本发明的一种实施方式中,所述的方法包括如下步骤:
(1)制作长方形电子标签:长方形电子标签的尺寸为12mm×9mm~30mm×30mm;
(2)安装长方形电子标签:将长方形电子标签粘贴在细纱管主体顶部30mm的范围内,之后细纱管主体和细纱管顶端啮合,即将长方形电子标签内嵌在细纱管内;
(3)安装阅读器:阅读器安装在络筒机滑道处;阅读器的天线平面与处在络筒状态的长方形电子标签平行,同时阅读器与长方形电子标签的距离为0~50mm;
(4)进行络筒工序。
在本发明的一种实施方式中,阅读器与电子标签通过电磁反向散射耦合的方式给电子标签提供能量。
在本发明的一种实施方式中,每个阅读器上安装有一个报警器;用于提示发生质量问题的络筒机锭位。
在本发明的一种实施方式中,设置于络筒机滑道处的阅读器用于检测安装在细纱管上的标签,连接于阅读器上接收检测信号并输出报警信号的报警器。
在本发明的一种实施方式中,阅读器通过RS232或者USB方式连接用于处理管纱信息的信息管理系统进行数据通信,将实时读卡信息传送至用于处理管纱信息的信息管理系统,带有电子标签的管纱处于络筒状态时,固定在滑道处的阅读器读取电子标签身份信息,通过天线将电子标签信息发送至用于处理管纱信息的信息管理系统。
在本发明的一种实施方式中,用于处理管纱信息的信息管理系统接收标签序列号后通过软件系统判断该管纱是否为所需批次的纱线;当发现有其它批次纱线后,电脑远程控制端给出停止该锭络筒机工作的信号,同时安装在阅读器上的报警器发出报警信号;当每个管纱络筒结束时,络筒机继续工作,进行下一个管纱的信息读取、识别和络筒,当每个管纱通过识别后,监控系统置于初始状态,准备下一次管纱的再次识别及络筒。
在本发明的一种实施方式中,络筒机每个锭位上都安装有一个阅读器,用于处理管纱信息的信息管理系统与多个阅读器相连,阅读器多线程工作,读取相应锭位细纱管上的环形电子标签。
在本发明的一种实施方式中,阅读器为RFID超高频阅读器。
在本发明的一种实施方式中,在络筒机滑道附近安装的阅读器天线平面与处在络筒状态的电子标签平行,同时阅读器与电子标签的距离为0~50mm,天线功率为28~30dBm;用于读取准备退绕的细纱管信息。
在本发明的一种实施方式中,所述电子标签为RFID电子标签,属于微型射频标签,环形电子标签芯片型号为FM11RF08。
在本发明的一种实施方式中,每个细纱管上安装的电子标签里包含有对应的唯一序列号。电子标签可被阅读器准确读取,同时将信号传输到信息处理系统并进行识别,以此来判断纱线信息是否符合要求。
在本发明的一种实施方式中,电子标签上有可擦写可编程的存储器来储存识编码或其他数据。
在本发明的一种实施方式中,采用超高频频段的高频阅读器和超高频射频电子标签。
在本发明的一种实施方式中,采用KLM930超高频RFID读写模块和KL12080读写器天线;其读取范围一般为0~1m。
在本发明的一种实施方式中,采用超高频段阅读器可以对电子标签进行较远距离的读取,因此阅读器与管纱之间的距离可适当增大来减小对络筒工序的影响。
本发明的有益效果:
本发明的方法可以精准的监控管纱的信息,在自动络筒过程中,络筒机每个锭位上都安装有一个阅读器,当读取到其他细纱管的信息时,由阅读器将信号传输到软件系统进行判断,当发现管纱信息错误时,此时电脑远程控制端给出停止该锭络筒机工作信号,信号传输到自动控制系统,通过执行元件使络筒机停止运转,同时该锭络筒机上的阅读器发出报警信号。解决了在络筒过程中不同品种管纱发生混乱的问题,保证了络筒过程中纱线的质量。
附图说明
图1为消除错支筒子纱的装备的安装示意图;
图2为消除错支筒子纱的装备的工作原理图;
图3为电子标签安装图;
图4为消除错支筒子纱的装备的智能流程图;
其中,1为细纱管;2为阅读器;3为滑道;4为筒子;5为细纱管主体;6为电子标签安装位置;7为细纱管顶端。
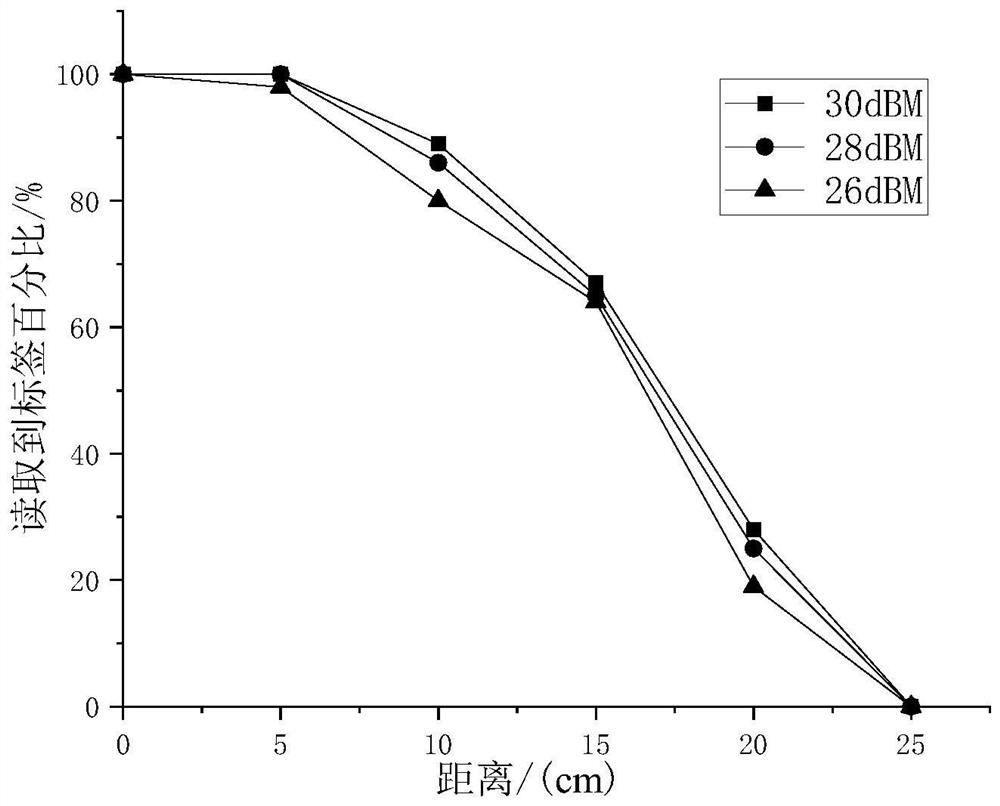
图5为实施例4中阅读器准确读取率随距离发生的变化。
图6为实施例5中不同安装方式对于阅读器准确读取率的影响。
具体实施方式
以下对本发明的优选实施例进行说明,应当理解实施例是为了更好地解释本发明,不用于限制本发明。
实施例1
一种消除错支筒子纱的装备,包括:在络筒机上的含有电子标签的细纱管、设置于络筒机滑道处的阅读器、用于处理管纱信息的信息管理系统,其中在自动络筒机的每个锭位滑道旁都安装有阅读器;每个锭位包含有一个管纱退绕点;电子标签内含有芯片和天线,阅读器内含有天线和读写模块,阅读器天线平面与处在络筒状态的电子标签平行。具体的安装示意图如图1所示;
工作原理如图2所示:
在整个系统中,每个细纱管上都安装有一个环形或者长方形电子标签,每个环形或者长方形电子标签都有对应的唯一序列号。在自动络筒机的每个锭位滑道处都安装有一个阅读器,阅读器通过RS232或者USB方式连接用于处理管纱信息的信息管理系统进行数据通信,将实时读卡信息传送至用于处理管纱信息的信息管理系统,便于对纱线质量的准确控制。测试过程中,阅读器固定在络筒机滑道旁,通常环形或者长方形电子标签与阅读器安装距离越短,阅读器反应时间越少,对环形或者长方形电子标签识别效率影响越大。
当带有环形或者长方形电子标签的管纱从纱库经滑道处于络筒状态时,固定在滑道上的阅读器读取环形或者长方形电子标签上的身份信息,阅读器可以采用多种数字调制技术对数据进行调制,经放大后,通过天线将环形或者长方形电子标签信息发送至用于处理管纱信息的信息管理系统。用于处理管纱信息的信息管理系统接收标签序列号后通过软件系统判断该管纱是否为所需批次的纱线。当发现有其它批次纱线后,电脑远程控制端给出停止该锭络筒机工作的信号,信号传输到自动控制系统,通过执行元件使络筒机停止运转,同时该阅读器发出报警信号。当每个管纱络筒结束时,络筒机继续工作,进行下一个管纱的信息读取、识别和络筒,当每个管纱通过识别后,监控系统置于初始状态,准备下一次管纱的再次识别及络筒。
用于处理管纱信息的信息管理系统与多个RFID阅读器相连,多个RFID阅读器多线程工作,读取细纱管上对应的环形或者长方形电子标签,这样有利于对处在络筒状态的管纱每根管纱进行实时准确的监测,确保络筒纱线质量。
采用的智能监控系统选用超高频阅读器和超高频射频标签,采用KLM930超高频RFID读写模块和KL12080读写器天线,其读取范围一般为0~1m,可以根据实际需求,通过调节阅读器的读取功率来控制阅读器的读取范围,。
在络筒机滑道附近安装的阅读器天线平面与处在络筒状态的电子标签平行,同时阅读器与电子标签的距离为0~50mm,天线功率为28dBm,用于读取准备退绕的细纱管信息,在此距离下阅读器的准确识别率最高,可达到100%,满足在实际生产过程中的应用需求。
阅读器与信息处理系统使用USB方式进行连接,阅读器将读取到的管纱信息汇集到信息处理系统进行处理,判断管纱信息是否正确。
每个细纱管上安装的环形或者长方形电子标签里包含有对应的唯一序列号。环形或者长方形电子标签可被阅读器准确读取,同时将信号传输到用于处理管纱信息的信息管理系统并进行识别,以此来判断纱线信息是否符合要求。
环形或者长方形电子标签上有可擦写可编程的存储器来储存识编码或其他数据,可对管纱信息进行更改。
每个阅读器上安装有一个报警器,当软件系统检测到该细纱管为其他批次纱线时,此时控制系统会向报警器发出信号,指示报警器发出警报,有利于工人对有质量问题管纱的清除。
安装有环形电子标签的方法为:将环形电子标签粘贴在细纱管主体顶部30mm的范围内,之后细纱管主体和细纱管顶端啮合,即将环形电子标签内嵌在细纱管内;环形电子标签芯片型号为FM11RF08;此种安装方法,使环形电子标签更牢固的安装在细纱管上,并且这种安装方式阅读器的读取准确率更高。
安装有长方形电子标签的方法为:将长方形电子标签粘贴在细纱管主体顶部30mm的范围内,之后细纱管主体和细纱管顶端啮合,即将长方形电子标签内嵌在细纱管内。
实施例2
一种消除错支筒子纱的方法,以GS669型络筒机为例说明,包括如下步骤:
(1)制作环形电子标签:制备电子环形电子标签的外径为7mm,内径为6mm;
(2)将环形电子标签内嵌在细纱管中:细纱管顶空内径为9.9mm,嵌入芯外径为10mm;将环形电子标签粘贴在细纱管主体顶部30mm的范围内,之后细纱管主体和细纱管顶端啮合,即将环形电子标签内嵌在细纱管内;
(3)阅读器的安装:阅读器安装在络筒机滑道处;阅读器天线平面与处在络筒状态的环形电子标签平行,同时阅读器与环形电子标签的距离为50mm,阅读器功率28dBm;阅读器的线圈范围为50×50。
(4)进行络筒工序:管纱从滑道下滑至络筒状态,在管纱退绕前,阅读器对管纱身份信息进行读取,同时将数据上传至信息管理系统,并根据识别结果判断络筒机继续运行或者报警器响起,络筒机停机。
通过上述方法,阅读器的准确识别率最高,达到了100%。
实施例3
选择长方形标签,标签芯片型号为Alien Higgs-3,天线尺寸是12mm×9mm,可选择将长方形电子标签安装在细纱管顶部30mm的范围内(图3中的6处),通过将图3中的7嵌套在6上,从而实现长方形电子标签在细纱管上的安装。阅读器在安装在滑道旁,此时阅读器与电子标签细纱管的位置处于左右平行放置,距离为50mm,阅读器的功率为28dBm。此时设置阅读器对电子标签信息进行读取,并将细纱管信息上传至信息管理系统进行识别,发现有其它批次纱线后,电脑远程控制端给出停止该锭络筒机工作的信号,信号传输到自动控制系统,通过执行元件使络筒机停止运转,同时该阅读器发出报警信号。当每个管纱络筒结束时,络筒机继续工作,进行下一个管纱的信息读取、识别和络筒,当每个细纱管通过识别后,监控系统置于初始状态,准备下一次细纱管的再次识别及络筒。
通过上述方法,阅读器的准确识别率高,达到了100%。
实施例4
调整实施例2中阅读器与环形电子标签的距离为0、50、100、150、200、250mm,其他和实施例2保持一致,进行阅读器的识别效率检测,具体是:通过调节天线的功率,实验以2dBm的增量进行测试,测试范围26~30dBm,在不同距离不同功率下,阅读器准确读取率随距离发生的变化。每组进行200次实验,统计准确读卡率;检测结果如图5所示:
从图5中可以看出,当读取距离增加时,准确读取率呈现下降趋势。当读卡器与标签的距离在0~50mm时,读卡识别率达到了100%。当读取距离大于50mm时,阅读器开始出现漏读现象,并随着距离的增加读卡识别率而降低。当距离增加到250mm时,读卡准确率为0%。在相同功率下,当读取距离越大时,电子标签感应到的能量密度就会越小,电子标签接收的能量较低;当读取距离到达一定程度时,电子标签天线获得的能量不能激活天线内部电路,所以不能达到激活标签的目的。同时,随着读取距离的增大,安装在络筒机上的阅读器与电子标签之间会出现介质或其它信号的干扰,这也是影响阅读器准确读取率的因素。
而且当功率为30dBm和28dBm,距离为50mm时,两者准确读取率皆可达到100%,阅读器与管纱的安装距离范围距离可选择0~50mm,当距离过近时会影响络筒过程中管纱的正常退绕,距离过远又会使阅读器的准确读取率要求。在保证读器读取准确率的前提下,选择细纱管与读卡器的距离为50mm,阅读器功率为28dBm,这样可以满足在络筒过程中对纱线质量的监控。
实施例5
调整实施例2中环形电子标签的安装位置,具体是黏贴在细纱管外壁、安装在细纱管中央(实施例2的安装方式)以及黏贴在细纱管内壁,其他和实施例2保持一致,进行阅读器的识别效率检测,具体是:在不同距离下,在功率为28dBm时,对不同黏贴方式的电子标签进行读卡距离实验,每组进行200次,记录不同安装方式下的准确读卡率;检测结果如图6所示:
从图6中我们可以看出,在读取距离相同的前提下,当标签安装在细纱管外侧时,电子标签的读取率最高。随着电子标签与阅读器之间细纱管厚度的叠加,阅读器的准确读取率逐渐降低。主要是电子标签安装的位置不同造成两者之间介质厚度的不同,此时电磁波的穿透力和反射是不一样的。当介质厚度增加时,因为介质阻挡了电磁波的传递,同时会有部分电磁波会在细纱管表面发生反射,影响电子标签对于能量的获取,造成准确读取率的不同。当标签安装在细纱管中央位置,在距离50mm时,阅读器可达到100%的准确读取率。
虽然本发明已以较佳实施例公开如上,但其并非用以限定本发明,任何熟悉此技术的人,在不脱离本发明的技术和范围内,都可做各种的改动与修饰,因此本发明的保护范围应该以权利要求书所界定的为准。
- 一种消除错支筒子纱的方法及其装备
- 一种掘、支、锚、运平行快掘配套装备及其方法