机床
文献发布时间:2023-06-19 10:00:31
技术领域
本发明涉及一种机床,具有保持工具的保持部,且构成为可手动将工具安装到该保持部或从该保持部卸除工具。
背景技术
例如,加工中心(machining center)等机床构成为:将工具保持在主轴上,在利用主轴马达使该主轴旋转的状态下,使该主轴与安装着工件的合适的工作台在三维空间内相对地移动,以此来对工件进行加工。
而且,在主轴设置着将工具保持在该主轴的保持孔中的保持机构,该保持机构由数控装置等合适的控制装置控制,执行保持工具的保持动作、及释放所保持的工具的释放动作。
另外,这种机床通常构成为可手动将工具安装到主轴或从主轴卸除工具。例如,在被设定为手动装卸工具的位置的装卸位置附近,设置用来进行装卸操作的操作按钮,通过由操作员操作该操作按钮,从该操作按钮向所述控制装置发送与操作对应的信号,在该控制装置的控制下驱动所述保持机构,使所述保持机构执行相对于主轴装卸工具。
具体来讲,操作员使主轴移动到所述装卸位置后,在握持着工具的状态下操作用于卸除的操作按钮,由此,从该操作按钮向所述控制装置发送卸除信号,在该控制装置的控制下,保持机构进行释放动作。由此,保持在主轴上的工具被释放,操作员将释放的工具从主轴卸除。
另一方面,在将工具安装到主轴上的情况下,同样地,操作员使主轴移动到所述装卸位置后,在工具插入到主轴的保持孔中的状态下操作用于安装的操作按钮,由此,从该操作按钮向所述控制装置发送安装信号,在该控制装置的控制下,保持机构进行保持动作,由此,将工具安装到主轴的保持孔中。
此外,机床中使用的工具既有钻头、立铣刀等重量相对较轻的工具,也存在平面铣刀、镗杆等相对较重的工具。而且,在手动将这种较重的工具从主轴卸除的情况下,如果操作员操作用于卸除的操作按钮后,所述保持机构立即进行释放动作,有时在操作员充分做好用来接收工具的姿势之前工具便被释放,在该情况下,会产生操作员没能接住工具而导致该工具掉落的问题。尤其是在立式机床的情况下,操作员容易使工具掉落。
另外,以往存在一种机床,构成为在工具上形成着在该工具前端开口的通孔,通过该通孔从工具的开口部喷出冷却剂,但该机床通常为了使工具的后端部与冷却剂供给部紧密接触而在主轴的保持孔内安装有弹簧体。因此,当所述保持机构进行释放动作而释放工具后,发生工具因受所述弹簧体的弹推力而从主轴飞出的现象,即使工具的重量相对较轻,也有可能导致操作员没接住工具,该工具掉落。
另外,反之,在将工具安装到主轴上的情况下,当工具较重时,有时操作员在未将工具切实地插入到主轴的保持孔中的状态下操作用于安装的操作按钮,在这种情况下,有可能无法将工具高精度地安装到主轴上。尤其是在立式机床的情况下,容易产生这种问题。
因此,以往为了应对这种问题,而提出有诸如下述专利文献1中公开的放电加工装置(机床)。即,该放电加工装置具备:计时器,在检测到执行夹持(保持)或松开(释放)的操作后,计测经过的由用户设定为被握持物的支撑准备期间的时间;以及夹具控制部,当该计时器超时(time out)的时候,使夹持装置执行与检测到的操作对应的动作。
根据该放电加工装置,即使被握持物的重量较重,作业人员无法用单手支撑,在计时器倒计时期间,作业人员也能用双手保持被握持物,从而能够防止从夹持装置松开后的被握持物掉落,或被握持物以不完全状态夹持在夹持装置中。
背景技术文献
专利文献
专利文献1:日本专利第5128013号公报
发明内容
发明要解决的问题
然而,以往,在所述专利文献1所公开的具备计时器及夹具控制部的机床中,依然未解决当对主轴安装工具或从主轴卸除工具时操作员无法以充分准备好的姿势来进行该操作这一问题。
即,通过在操作员进行手动操作后经过计时器所设定的时间之后执行与手动操作对应的装卸动作,操作员虽然有充裕的时间来应对装卸动作,但对于具体何时执行该装卸动作,操作员则只能凭感觉掌握其时机,因此,未必能以充分准备好的姿势来应对该装卸动作。
例如,在将工具从主轴卸除的情况下,如果操作员在操作了该操作按钮之后有充分的犹豫时间,就能采取将应卸除的工具充分握持的姿势,但如果不清楚释放的时点,操作员就无法在保持紧张感的状态下维持准备姿势。因此,对操作员来说,工具突然被释放,结果,操作员无法适当地应对工具的释放动作,因负担突然到来导致姿势被打乱或工具掉落。这种情况在将工具安装到主轴上时也同样如此。
本发明是鉴于以上的实际情况而完成的,目的在于提供一种机床,当通过手动操作将工具安装到主轴或从主轴卸除工具时,操作员能客观地预测或识别通过该操作执行装卸动作的时点。
解决问题的技术手段
用来解决所述问题的本发明涉及一种机床,构成为具备以下机构:
保持部,用于保持工具;
保持机构,其进行将工具保持在所述保持部的保持动作、及释放所保持的工具的释放动作;
控制部,用于驱动所述保持机构使其执行所述保持动作与释放动作;以及
手动操作部,用于将用来使所述保持机构执行所述保持动作与释放动作的操作信号输入至所述控制部;
所述控制部构成为:在接收到从所述手动操作部输入的操作信号后经过预先规定的犹豫时间之后,将与接收到的操作信号对应的驱动信号发送给所述保持机构,使所述保持机构执行与该操作信号对应的动作;且
所述机床具备将人能感知到的能量输出至外部空间的能量输出设备,且设置有犹豫状态报知部,所述犹豫状态报知部基于从所述控制部接收的信息来识别所述犹豫时间的剩余时间,通过使所述能量输出设备输出的能量的输出状态发生变化来报知与所识别的剩余时间对应的信息。
根据该机床,当操作员为了手动将工具安装到保持部或从保持部卸除工具而操作手动操作部时,从手动操作部向控制部发送对应的操作信号。然后,控制部在接收到从手动操作部输入的操作信号后经过预先规定的犹豫时间之后,将与接收到的操作信号对应的驱动信号发送给所述保持机构,使所述保持机构执行与该操作信号对应的动作。
另一方面,犹豫状态报知部基于从控制部接收的信息来识别犹豫时间的剩余时间,通过使能量输出设备输出的能量的输出状态发生变化来报知与所识别的剩余时间对应的信息。这样一来,操作员能够基于能量输出设备输出的能量的输出状态的变化来客观地预测或识别至保持机构执行动作为止的剩余时间,从而能够做好与装卸动作对应的姿势。因此,操作员在从保持部卸除工具时,能够切实地保持从保持部卸除的工具,另外,在将工具安装到保持部时,能够将该工具高精度地安装在保持部上。
此外,犹豫状态报知部可通过从控制部直接接收与犹豫时间的剩余时间相关的信息而识别该剩余时间,或者,可保持控制部中设定的与犹豫时间相关的信息,当从手动操作部输入操作信号时,经由所述控制部接收该操作信号,算出该犹豫时间的剩余时间,以此识别该剩余时间。
本发明中,所述犹豫状态报知部可采用如下实施例:具备照射光的灯作为所述能量输出设备,且构成为通过使照射光的所述灯亮灭交替来报知与所述剩余时间对应的信息,并且随着剩余时间变短,使灯的亮灭交替间隔缩短。这种实施例中,操作员通过识别灯的亮灭交替间隔,能够客观地预测或识别至保持机构执行动作为止的剩余时间。
另外,本发明中,所述犹豫状态报知部可采用如下实施例:具备照射光的灯作为所述能量输出设备,且构成为根据从所述灯照射的光的强度来报知与所述犹豫时间的剩余时间对应的信息,并且随着剩余时间变短,使所照射的光的强度降低或升高。这种实施例中,操作员通过识别颠倒的灯的强度,能够客观地预测或识别至保持机构执行动作为止的剩余时间。
此外,所述各实施例中,作为能量输出设备的灯,可应用对机床的加工区域内进行照明的灯。
另外,本发明中,所述犹豫状态报知部可采用如下实施例:具备多个照射光的灯作为所述能量输出设备,且构成为通过根据所述犹豫时间的剩余时间使预先设定的灯点亮,来报知与所述犹豫时间的剩余时间对应的信息。这种实施例中,操作员通过确认被点亮的灯,能够客观地预测或识别至保持机构执行动作为止的剩余时间。此外,可设为如下实施例:多个灯配置成一列,根据剩余时间依次使灯点亮。或者,可设为如下实施例:使多个灯分别为不同的发光色,且使与剩余时间对应的颜色的灯点亮。
另外,本发明中,所述犹豫状态报知部可采用如下实施例:具备输出声音的扬声器作为所述能量输出设备,且构成为利用从扬声器输出的声音来报知与所述犹豫时间的剩余时间对应的信息。这种实施例中,操作员根据从扬声器输出的声音能够客观地预测或识别至保持机构执行动作为止的剩余时间。
另外,本发明中,所述犹豫状态报知部可采用如下实施例:构成为从所述扬声器间断地输出声音,并且随着所述犹豫时间的剩余时间变短,使声音的输出间隔缩短。这种实施例中,操作员通过识别从扬声器间断地输出的声音的间隔,能够客观地预测或识别至保持机构执行动作为止的剩余时间。
另外,本发明中,所述犹豫状态报知部可采用如下实施例:构成为从所述扬声器输出语音,通过以语音倒计时来报知所述犹豫时间的剩余时间。这种实施例中,操作员通过识别从扬声器中以语音形式输出的计数,能够客观地预测或识别至保持机构执行动作为止的剩余时间。
另外,所述各实施例的机床中,优选为,所述手动操作部构成为将撤销最近输入的操作信号的撤销信号输入至所述控制部,
所述控制部构成为,当经过所述犹豫时间之前从所述手动操作部输入了撤销信号时,中止向所述保持机构发送与撤销信号之前输入的操作信号对应的驱动信号。
如上所述,在所述各实施例的机床中,操作员能够客观地预测或识别至保持机构执行动作为止的剩余时间,但在操作员一方,有时在保持机构执行动作之前会因某些原因而无法充分做好与手动操作对应的姿势。在该情况下,如果保持机构执行与手动操作对应的动作,结果可能出现以下状况,即,无法将工具高精度地安装到保持部,或无法切实地保持从保持部卸除的工具。因此,在操作员无法充分做好姿势的情况下,在经过犹豫时间之前从手动操作部输入撤销信号,将该撤销信号之前所输入的操作信号撤销,由此可防止产生如上所述的问题。
发明的效果
根据本发明,操作员能够基于能量输出设备输出的能量的输出状态的变化来客观地预测或识别至保持机构执行动作为止的剩余时间,从而能够做好与装卸动作对应的姿势。因此,操作员从保持部卸除工具时,能够切实地保持从保持部卸除的工具,另外,在将工具安装到保持部时,能够将该工具高精度地安装在保持部。
附图说明
图1是表示本发明的一实施例的机床的立体图。
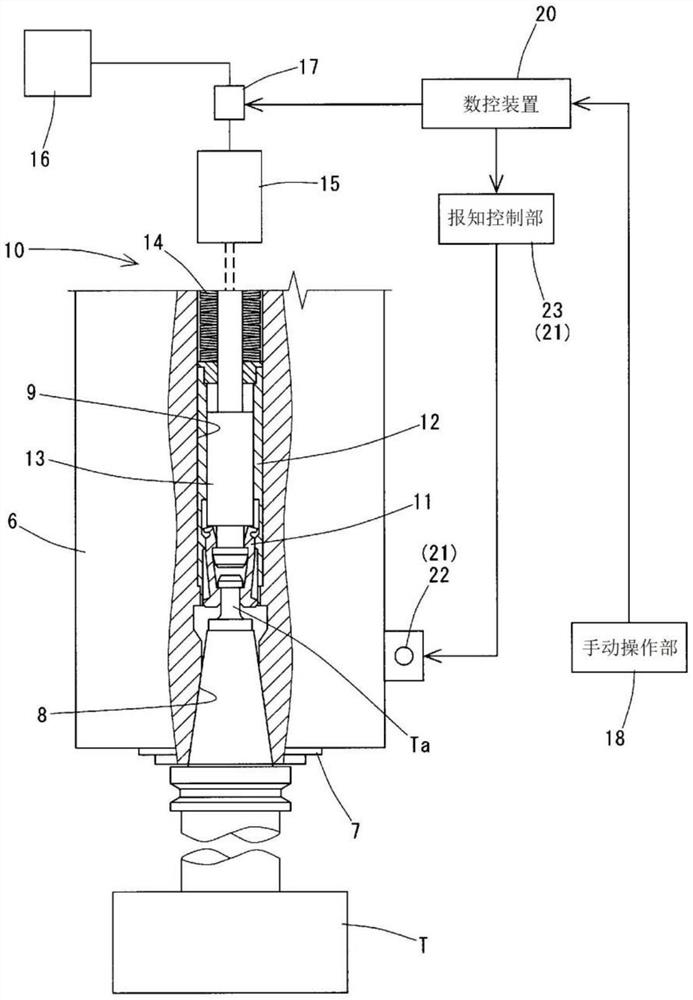
图2是表示本实施例的机床的概略构成的说明图。
图3是表示本发明的另一实施例的能量输出设备的前视图。
图4是表示本发明的又一实施例的能量输出设备的前视图。
具体实施方式
以下,参照附图对本发明的具体实施例进行说明。
如图1所示,本例的机床1是立式的加工中心,具备该图1所示的机座2、立设在机座2上的立柱3、能够在Y轴方向上移动地设置在机座2上的床鞍4、能够在X轴方向上移动地设置在床鞍4上的工作台5、及能够在Z轴方向上移动地支撑在所述立柱3上的主轴头6、以及图2所示的手动操作部18、数控装置20及犹豫状态报知部21等。此外,X轴、Y轴及Z轴是相互正交的移动轴,Z轴是垂直轴。
如图2所示,在所述主轴头6保持着主轴7且主轴7能以垂直轴为中心旋转。在该主轴7的中心前端部(下端部),形成有在该主轴7的端面开口的锥形安装孔(保持孔)8,主轴7作为保持工具T的保持部发挥功能,将工具T安装在该安装孔8中。
另外,在主轴7的中心形成有通到所述安装孔8的贯通孔9,该贯通孔9内配设着以下端部朝向所述安装孔8的方式插入的管状外筒部件12、插入至该外筒部件12的下端部的筒夹11、以下端部与所述筒夹11卡合的方式插入外筒部件12中的拉杆(draw bar)13、以及以外嵌于拉杆13的方式设置的盘簧14等。
这些筒夹11、外筒部件12、拉杆13及盘簧14构成保持机构10的一部分,作为保持机构10,除这些以外,还设置有连接于拉杆13的油压缸15、向油压缸15供给压油的压油供给源16以及切换压油从该压油供给源16向油压缸15的供给及停止的切换阀17。
所述盘簧14以将拉杆13向后方(上方)提拉的方式弹推,当利用所述切换阀17的切换作用停止向油压缸15供给压油时,拉杆13通过盘簧14的弹推作用被向上方提拉,由此,筒夹11与拉杆13一起被向上方提拉,该筒夹11闭合。以上的动作是保持机构10的保持动作。
另一方面,当利用所述切换阀17的切换作用向油压缸15供给压油时,所述油压缸15对抗所述盘簧14的弹推力而使拉杆13向前方(下方)移动,由此,筒夹11与该拉杆13一起向下方移动,该筒夹11打开。以上的动作是保持机构10的释放动作。
这样一来,如果在保持机构10已进行释放动作的状态、即向油压缸15供给压油,由此拉杆13及筒夹11向下方移动,从而该筒夹11打开的状态下,将工具T插入至主轴7的安装孔8中,那么工具T的牵引螺栓(pull stud)Ta成为插入至筒夹11内的状态。
接着,使保持机构10执行保持动作,即,对切换阀17实施切换而停止向油压缸15供给压油,通过盘簧14的弹推力使拉杆13及筒夹11向上方移动,此时,筒夹11闭合,工具T的牵引螺栓Ta由该筒夹11握持,并且工具T被拉入安装孔8中。由此,将工具T安装到主轴7上。
另一方面,使保持机构10执行释放动作,即,对切换阀17实施切换而向油压缸15供给压油,对抗盘簧14的弹推力使拉杆13及筒夹11向下方移动,此时,该筒夹11打开,由此,工具T从该筒夹11的握持下被释放,从而能够将该工具T从安装孔8中拔出。
这种保持机构10的保持动作及释放动作由所述手动操作部18及数控装置20控制。所述手动操作部18是供输入用来使保持机构10执行保持动作及释放动作的操作信号、以及用来撤销所输入的操作信号的信号(撤销信号)的设备,本例中,所述手动操作部18具备进行保持动作的安装按钮、进行释放动作的卸除按钮、及用于撤销的撤销按钮。该手动操作部18配设在操作员手动将工具T安装到主轴7或从主轴7卸除工具T时所能操作的位置。
所述数控装置20是控制机床1的进给装置(未图示)、主轴马达(未图示)等的控制装置,当从所述手动操作部18接收操作信号时,将表示已接收到该操作信号的信号(接收信号)发送给下述报知控制部23,并且对从接收到操作信号的时点算起的经过时间进行计数,当经过时间达到预先设定的犹豫时间后、即经过预先设定的犹豫时间之后,将与接收到的操作信号对应的驱动信号发送给所述保持机构10的切换阀17,使该切换阀17执行动作。
具体来讲,当从手动操作部18输入保持(动作)信号(安装信号)时,数控装置20在犹豫时间经过后,将用于停止的信号(驱动信号)发送给切换阀17,停止向油压缸15供给压油。另一方面,当从手动操作部18输入释放(动作)信号(卸除信号)时,数控装置20在犹豫时间经过后,将用于供给的信号(驱动信号)发送给切换阀17,向油压缸15供给压油。
另外,数控装置20当在从手动操作部18接收到操作信号(安装信号或卸除信号)后,且经过犹豫时间之前,从手动操作部18接收到撤销信号时,中止向切换阀17发送与此前接收到的操作信号对应的驱动信号。
所述犹豫状态报知部21包括:灯22,设置在主轴头7的下端附近,以便操作员在手动将工具T安装到主轴7或从主轴7卸除工具T时能够看到;以及报知控制部23,控制该灯22的点亮状态。
所述报知控制部23当从所述数控装置20接收到所述接收信号时,使所述灯22以预先设定的时间间隔亮灭交替的方式点亮,之后,报知控制部23一边识别所述犹豫时间的剩余时间,一边以随着识别到的剩余时间变短而时间间隔缩短的方式使灯22亮灭交替,当经过犹豫时间后,使灯22熄灭。
此外,作为缩短亮灭交替的时间间隔的方法,可采用阶段性缩短或者连续缩短的方法,但阶段性缩短的方法使操作员更容易掌握剩余时间。另外,作为报知控制部23识别剩余时间的方法,可采用从数控装置20直接接收与剩余时间相关的信息的实施例,或者,可保持数控装置20中设定的与犹豫时间相关的信息,从数控装置20接收到所述接收信号后,计算(计数)犹豫时间的剩余时间,以此来识别该剩余时间。
根据具备以上构成的本例的机床1,操作员以如下方式将工具T安装到主轴7或从主轴7卸除工具T。
即,首先,经由未图示的操作面板,在所述数控装置20的控制下,使主轴头6移动到被设定为工具装卸位置的Z轴方向的下方位置。此外,这时设为在主轴7上安装着工具T,操作员将当前工具T从主轴7卸除后,将新的工具T安装到主轴7上。
接着,操作员在单手握持已安装到主轴7的工具T的状态下按下手动操作部18的卸除按钮后,例如,在卸除对象的工具T的重量较重等情况下,采取用双手握持该工具T等适当的姿势。
当操作员按下卸除按钮时,从手动操作部18向数控装置20发送卸除信号,数控装置20在接收到卸除信号后,将所述接收信号发送给报知控制部23,并且对从接收时点算起的经过时间进行计数,当经过时间达到预先设定的犹豫时间时,将与卸除信号对应的驱动信号(用于供给的信号)发送给所述切换阀17,向油压缸15供给压油。由此,拉杆13及筒夹11向下方移动,该筒夹11打开,操作员能够将该工具T从安装孔8中拔出。
另一方面,报知控制部23从数控装置20接收到所述接收信号后,使灯22以预先设定的时间间隔亮灭交替的方式点亮,之后,报知控制部23一边识别所述犹豫时间的剩余时间,一边以随着识别到的剩余时间变短而时间间隔缩短的方式使灯20亮灭交替,当经过犹豫时间后,使灯22熄灭。这样一来,操作员通过识别灯20的亮灭交替间隔,能够客观地预测或识别至工具T从保持机构10的保持下被释放为止的剩余时间,当工具T脱离主轴7时,能够充分做好用来接收该工具T的姿势。因此,操作员即使在工具T的重量较重的情况下也能从容地将该工具T卸除。
接着,操作员在已将新的工具T插入主轴7的安装孔8中的状态下按下手动操作部18的安装按钮。当操作员按下安装按钮时,从手动操作部18向数控装置20发送安装信号,数控装置20在接收到安装信号后,将所述接收信号发送给报知控制部23,并且对从接收时点算起的经过时间进行计数,当经过时间达到预先设定的犹豫时间时,将与安装信号对应的驱动信号(用于停止的信号)发送给所述切换阀17,停止向油压缸15供给压油。由此,拉杆13及筒夹11向上方移动,该筒夹11闭合,工具T被安装到主轴7的安装孔8中。
另一方面,报知控制部23从数控装置20接收到所述接收信号后,使灯22以预先设定的时间间隔亮灭交替的方式点亮,之后,报知控制部23一边识别所述犹豫时间的剩余时间,一边以随着识别到的剩余时间变短而时间间隔缩短的方式使灯20亮灭交替,但犹豫时间经过后,使灯22熄灭。由此,操作员通过识别灯20的亮灭交替间隔,能够客观地预测或识别至新的工具T被保持机构10保持为止的剩余时间。因此,操作员在将工具T安装到主轴7的安装孔8中时,可采取将该工具T压抵于安装孔8等足以将该工具T安装到主轴7的应对措施,即使在工具T的重量较重的情况下也能将工具T高精度地安装到主轴7。
此外,如上所述,操作员在将工具T安装到主轴7或从主轴7卸除工具T时,能够足够从容地进行该装卸动作,但即便如此,仍可能存在因某些因素导致保持机构10执行保持、释放动作之前无法充分做好姿势的情况,在该情况下,操作员可在经过犹豫时间之前按下手动操作部18的撤销按钮,将之前输入的操作撤销。
以上,对本发明的一实施例进行了说明,但本发明能够采用的具体实施例不受该实施例任何限定。
例如,上例中,例示了加工中心作为机床1,但能够应用本发明的机床并不限定于此,其包含以往公知的所有机床。另外,上例中,例示了主轴7作为保持工具T的保持部,但并不限定于此,机床中保持工具T的所有保持部均包含于本发明的保持部。
另外,上例中,报知控制部23构成为以随着犹豫时间的剩余时间变短而缩短的时间间隔使灯22亮灭交替,但并不限定于此,报知控制部23也可以构成为,在接收到所述接收信号后,使所述灯22始终点亮,随着所述剩余时间变短,使灯22的发光强度降低或升高。通过这种实施例,操作员也能客观地预测或识别至保持机构10执行动作为止的剩余时间。
另外,上例中,使用灯22来报知与所述犹豫时间的剩余时间相关的信息,但并不限定于此,所述报知控制部23也可以是如下实施例:通过控制为了对该机床1的加工区域内进行照明而设置的灯的点亮状态(亮灭交替或发光强度),来报知与所述剩余时间相关的信息。
另外,上例中,使用一个灯22来报知与所述剩余时间相关的信息,但并不限定于此,也可以代替所述灯22而设为将如图3所示的多个(该例中为5个)灯24~28设置在主轴头6的构成。在该情况下,报知控制部23可采用如下实施例:根据所述剩余时间选择性地使预先设定的灯24~29点亮,由此来报知与所述剩余时间对应的信息。例如,可例示随着剩余时间变短,从最上方的灯24起依次往下使灯点亮的实施例、反之从最下方的灯28起依次往上使灯点亮的实施例。另外,在该情况下,可使各灯24~28的发光色分别为不同颜色。通过这种实施例,操作员也能客观地预测或识别至保持机构10执行动作为止的剩余时间。
另外,也可以设为代替上例的灯22而将图4所示的扬声器29配置在操作员进行工具T的装卸动作的位置附近的实施例。在该情况下,报知控制部23可采用如下实施例:构成为利用从扬声器29输出的声音来报知与所述剩余时间对应的信息,例如,从扬声器29间断地输出声音,随着所述剩余时间变短,使声音的输出间隔缩短。或者,报知控制部23可采用如下实施例:构成为从所述扬声器29输出语音,通过以语音倒计时来报知所述剩余时间。通过这些实施例,操作员也能客观地预测或识别至保持机构执行动作为止的剩余时间。
总之,所述灯22只要为能够将人能感知到的能量输出至外部且能够使该能量的输出状态发生变化的能量输出设备即可,报知控制部23可采用根据所述剩余时间来使能量输出设备输出的能量的输出状态发生变化的实施例。
重复说明一下,所述实施例的说明在所有方面均为例示,不具有限制性。本领域技术人员能够适当进行变形及变更。本发明的范围由权利要求而非所述实施例表示。进而,本发明的范围包含与权利要求均等的范围内的实施例的变更。
符号的说明
1 机床
6 主轴头
7 主轴
8 安装孔
10 保持机构
11 筒夹
12 外筒部件
13 拉杆
14 盘簧
15 油压缸
16 压油供给源
17 切换阀
18 手动操作部
20 数控装置
21 犹豫状态报知部
22 灯
23 报知控制部
24~28 灯
29 扬声器
- 机床的控制方法、机床的控制装置、机床的设定支援装置、机床的控制系统及程序
- 用于检测机床的主轴的热变形的设备、机床的主轴托架-主轴单元、机床的移动组和机床