线缆芯线三段处理焊接结构、工艺及其使用的刀具
文献发布时间:2023-06-19 10:00:31
技术领域:
本发明涉及芯线焊接技术领域,特指一种线缆芯线三段处理焊接结构、工艺及其使用的刀具。
背景技术:
线缆是光缆、电缆等物品的统称。线缆的用途有很多,主要用于控制安装、连接设备、输送电力等多重作用,是日常生活中常见而不可缺少的一种东西。
现有技术中的线缆一般都包括芯线和设置于芯线外围的外被,且该芯线包括有位于中心的纤维丝、设置于该纤维丝外围的导体以及成型于导体外围的绝缘皮,该纤维丝能够提升线缆的抗拉力性能;线缆在与连接器焊接时,通常在裁切处理时会将纤维丝和导体一起切断,仅将芯线的绝缘皮剥除,以显露导体,此时,导体端面和纤维丝端面齐平;该导体则焊接固定于连接器的端子上,焊接后,纤维丝在导体内部内,仍然是松散自由的状态,未被固定。当测试拉力时,导体被拉断,但是纤维丝会被完整抽出,导致纤维丝并未发挥其抗力强度高的作用,即无法保证产品的质量。
有鉴于此,本发明人提出以下技术方案。
发明内容:
本发明的目的在于克服现有技术的不足,提供一种线缆芯线三段处理焊接结构、工艺及其使用的刀具。
为了解决上述技术问题,本发明采用了下述第一种技术方案:该线缆芯线三段处理焊接结构包括线缆以及设置于该线缆端部的连接器和一体注塑成型于该线缆与连接器衔接处的绝缘外套,其中该线缆内的芯线与连接器的端子通过焊接形成的焊锡固定,所述芯线包括有位于中心的纤维丝、设置于该纤维丝外围的导体以及成型于导体外围的绝缘皮,且该导体前端凸伸出于绝缘皮前端外,且纤维丝凸伸出导体前端外,形成三段式结构;所述导体及纤维丝均贴在端子上,并被焊锡覆盖,使该导体及纤维丝均通过焊锡固定在端子上。
进一步而言,上述技术方案中,所述纤维丝前端还伸出于焊锡外,并被所述绝缘外套覆盖并固为一体;所述端子上还设置有容锡槽,所述焊锡还覆盖于该容锡槽中。
为了解决上述技术问题,本发明采用了下述第二种技术方案:该线缆芯线三段处理焊接工艺包括以下步骤:准备线缆,并剥去线缆的外被以显露芯线,其中该芯线包括有位于中心的纤维丝、设置于该纤维丝外围的导体以及成型于导体外围的绝缘皮,再采用刀具一次性将该芯线剥切形成三段式结构,其中,该导体前端凸伸出于绝缘皮前端外,且纤维丝凸伸出导体前端外;将该芯线的导体及纤维丝的后端均贴在端子上,并被焊接焊锡,使焊锡覆盖导体及纤维丝的后端,且纤维丝前端伸出于焊锡外;最后在线缆与连接器衔接处一体注塑成型绝缘外套,该绝缘外套覆盖纤维丝前端,并一体固定。
进一步而言,上述技术方案中,所述刀具包括有相互交错贴合装配并用于剥除芯线中绝缘皮的上剥皮刀和下剥皮刀、相互交错贴合装配并用于切断芯线中导体的上裁切刀和下裁切刀、相互交错贴合装配并用于切断芯线中纤维丝的上切刀和下切刀,其中,该下剥皮刀与下裁切刀贴合装配,且上剥皮刀与上裁切刀之间形成供下剥皮刀与下裁切刀伸入的第一间隔,该下裁切刀与下切刀之间形成有供上裁切刀伸入的第二间隔,该上裁切刀与上切刀之间形成有供下切刀伸入的第三间隔。
进一步而言,上述技术方案中,所述上剥皮刀、上裁切刀和上切刀上端分别具有第一连接部、第二连接部和第三连接部,该第一连接部、第二连接部和第三连接部贴合装配固定在一起;所述下剥皮刀、下裁切刀和下切刀上端分别具有第四连接部、第五连接部和第六连接部,该第四连接部、第五连接部和第六连接部贴合装配固定在一起。
进一步而言,上述技术方案中,所述上剥皮刀和下剥皮刀相对的面分别设置有呈V字形的尖锐的第一刀刃和第二刀刃;所述上切刀和下切刀相对的面分别设置有呈V字形的尖锐的第三刀刃和第四刀刃;所述上裁切刀和下裁切刀相对的面分别设置有第一V形槽和第二V形槽,且该第一V形槽的开口处设置有第一斜刃和第二斜刃。
进一步而言,上述技术方案中,所述上切刀和下切刀均为钨钢刀片;所述上剥皮刀或下剥皮刀上设置有第一排料孔;所述上裁切刀或下裁切刀设置有第二排料孔;所述上切刀或下切刀上设置有第三排料孔。
为了解决上述技术问题,本发明采用了下述第三种技术方案:该线缆芯线三段处理焊接工艺使用的刀具包括有相互交错贴合装配并用于剥除芯线中绝缘皮的上剥皮刀和下剥皮刀、相互交错贴合装配并用于切断芯线中导体的上裁切刀和下裁切刀、相互交错贴合装配并用于切断芯线中纤维丝的上切刀和下切刀,其中,该下剥皮刀与下裁切刀贴合装配,且上剥皮刀与上裁切刀之间形成供下剥皮刀与下裁切刀伸入的第一间隔,该下裁切刀与下切刀之间形成有供上裁切刀伸入的第二间隔,该上裁切刀与上切刀之间形成有供下切刀伸入的第三间隔。
进一步而言,上述技术方案中,所述上剥皮刀、上裁切刀和上切刀上端分别具有第一连接部、第二连接部和第三连接部,该第一连接部、第二连接部和第三连接部贴合装配固定在一起;所述下剥皮刀、下裁切刀和下切刀上端分别具有第四连接部、第五连接部和第六连接部,该第四连接部、第五连接部和第六连接部贴合装配固定在一起。
进一步而言,上述技术方案中,所述上剥皮刀和下剥皮刀相对的面分别设置有呈V字形的尖锐的第一刀刃和第二刀刃;所述上切刀和下切刀相对的面分别设置有呈V字形的尖锐的第三刀刃和第三刀刃;所述上裁切刀和下裁切刀相对的面分别设置有第一V形槽和第二V形槽,且该第一V形槽的开口处设置有第一斜刃和第二斜刃;所述上切刀和下切刀均为钨钢刀片;所述上剥皮刀或下剥皮刀上设置有第一排料孔;所述上裁切刀或下裁切刀设置有第二排料孔;所述上切刀或下切刀上设置有第三排料孔。
采用上述技术方案后,本发明与现有技术相比较具有如下有益效果:
1、本发明线缆芯线三段处理焊接结构将芯线切成三段式结构,其中该导体前端凸伸出于绝缘皮前端外,且纤维丝凸伸出导体前端外,以致后期在与连接器的端子焊接时,所述导体及纤维丝的后端均贴在端子上,并被焊锡覆盖,即焊锡将该导体及纤维丝和端子固定在一起,如此,纤维丝被焊锡挤压,并固定在锡点下,当测试拉力时,纤维丝不会被抽出,而会马上被绷紧抵抗拉力,以此可保护导体,使导体不会先被拉断,从而将纤维丝的抗拉力作用被充分利用,保证整根芯线的质量,并且可保证线缆与连接器的焊接质量,令本发明具有极强的市场竞争力。
2、本发明线缆芯线三段处理焊接工艺采用刀具一次性将该芯线剥切形成三段式结构,其中该导体前端凸伸出于绝缘皮前端外,且纤维丝凸伸出导体前端外,以致后期在与连接器的端子焊接时,所述导体及纤维丝的后端均贴在端子上,并被焊锡覆盖,即焊锡将该导体及纤维丝和端子固定在一起,如此,纤维丝被焊锡挤压,并固定在锡点下,当测试拉力时,纤维丝不会被抽出,而会马上被绷紧抵抗拉力,以此可保护导体,使导体不会先被拉断,从而将纤维丝的抗拉力作用被充分利用,保证整根芯线的质量,并且可保证线缆与连接器的焊接质量,令本发明具有极强的市场竞争力。另外,纤维丝露出焊锡以外,固定纤维丝和抗拉效果更佳,需露出焊锡0.2mm最小,露出的长度越长,纤维丝/产品抗拉力的持续性越强。露出的纤维丝被注塑的绝缘外套包裹,可以进一步固定纤维丝,提升拉力。
附图说明:
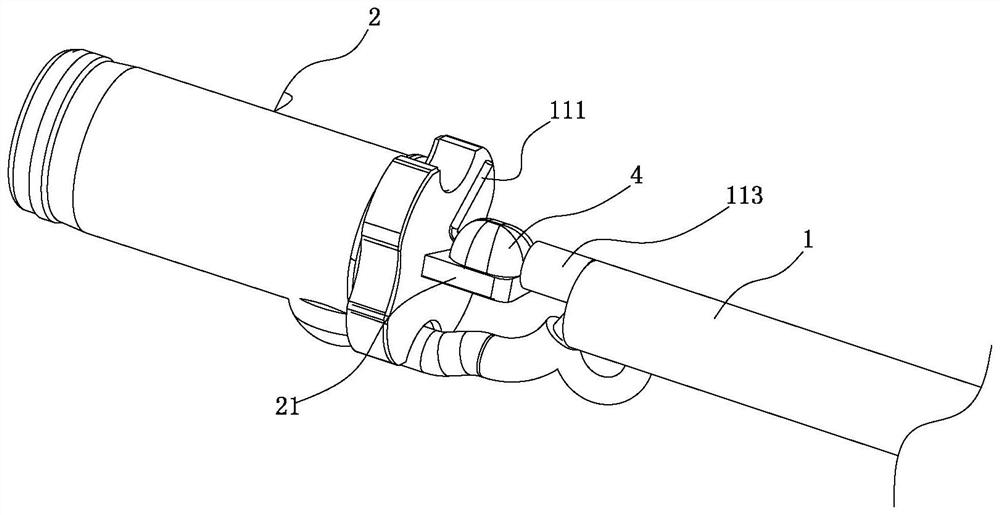
图1是本发明线缆芯线三段处理焊接结构的立体图;
图2是本发明中线缆芯线三段处理焊接结构的内部结构图;
图3是本发明线缆芯线三段处理焊接结构的立体分解图;
图4是本发明线缆芯线三段处理焊接工艺中刀具的立体图;
图5是本发明线缆芯线三段处理焊接工艺中刀具与线缆的示意图;
图6是本发明线缆芯线三段处理焊接工艺中刀具的立体分解图;
图7是本发明线缆芯线三段处理焊接工艺中上裁切刀的立体图;
图8是本发明线缆芯线三段处理焊接工艺中下裁切刀的立体图。
具体实施方式:
下面结合具体实施例和附图对本发明进一步说明。
见图1-8所示,为一种线缆芯线三段处理焊接结构,其包括线缆1以及设置于该线缆1端部的连接器2和一体注塑成型于该线缆1与连接器2衔接处的绝缘外套3,其中该线缆1内的芯线11与连接器2的端子21通过焊接形成的焊锡4固定,所述芯线11包括有位于中心的纤维丝111、设置于该纤维丝111外围的导体112以及成型于导体112外围的绝缘皮113,且该导体112前端凸伸出于绝缘皮113前端外,且纤维丝111凸伸出导体112前端外,形成三段式结构;所述导体112及纤维丝111均贴在端子21上,并被焊锡4覆盖,使该导体112及纤维丝111均通过焊锡4固定在端子21上。本发明将芯线11切成三段式结构,其中该导体112前端凸伸出于绝缘皮113前端外,且纤维丝111凸伸出导体112前端外,以致后期在与连接器2的端子21焊接时,所述导体112及纤维丝111的后端均贴在端子21上,并被焊锡4覆盖,即焊锡4将该导体112及纤维丝111和端子21固定在一起,如此,纤维丝111被焊锡挤压,并固定在锡点下,当测试拉力时,纤维丝不会被抽出,而会马上被绷紧抵抗拉力,以此可保护导体,使导体不会先被拉断,从而将纤维丝的抗拉力作用被充分利用,保证整根芯线11的质量,并且可保证线缆1与连接器2的焊接质量,令本发明具有极强的市场竞争力。
所述纤维丝111前端还伸出于焊锡4外,并在后期被所述绝缘外套3覆盖并固为一体,使纤维丝111装配更加稳定,可更好体现抗拉力作用。
所述端子21上还设置有容锡槽211,所述焊锡4还覆盖于该容锡槽211中,使焊锡更好的与端子21固定,使导体112及纤维丝111和端子21之间的结构更加牢固。
综上所述,本发明将芯线11切成三段式结构,其中该导体112前端凸伸出于绝缘皮113前端外,且纤维丝111凸伸出导体112前端外,以致后期在与连接器2的端子21焊接时,所述导体112及纤维丝111的后端均贴在端子21上,并被焊锡4覆盖,即焊锡4将该导体112及纤维丝111和端子21固定在一起,如此,纤维丝111被焊锡挤压,并固定在锡点下,当测试拉力时,纤维丝不会被抽出,而会马上被绷紧抵抗拉力,以此可保护导体,使导体不会先被拉断,从而将纤维丝的抗拉力作用被充分利用,保证整根芯线11的质量,并且可保证线缆1与连接器2的焊接质量,令本发明具有极强的市场竞争力。
本发明还提出一种线缆芯线三段处理焊接工艺,结合图1-8所示,其包括以下步骤:准备线缆1,并剥去线缆1的外被以显露芯线11,其中该芯线11包括有位于中心的纤维丝111、设置于该纤维丝111外围的导体112以及成型于导体112外围的绝缘皮113,再采用刀具5一次性将该芯线11剥切形成三段式结构,其中,该导体112前端凸伸出于绝缘皮113前端外,且纤维丝111凸伸出导体112前端外;将该芯线11的导体112及纤维丝111的后端均贴在端子21上,并被焊接焊锡4,使焊锡4覆盖导体112及纤维丝111的后端,且纤维丝111前端伸出于焊锡4外;最后在线缆1与连接器2衔接处一体注塑成型绝缘外套3,该绝缘外套3覆盖纤维丝111前端,并一体固定。本发明采用刀具5一次性将该芯线11剥切形成三段式结构,其中该导体112前端凸伸出于绝缘皮113前端外,且纤维丝111凸伸出导体112前端外,以致后期在与连接器2的端子21焊接时,所述导体112及纤维丝111的后端均贴在端子21上,并被焊锡4覆盖,即焊锡4将该导体112及纤维丝111和端子21固定在一起,如此,纤维丝111被焊锡挤压,并固定在锡点下,当测试拉力时,纤维丝不会被抽出,而会马上被绷紧抵抗拉力,以此可保护导体,使导体不会先被拉断,从而将纤维丝的抗拉力作用被充分利用,保证整根芯线11的质量,并且可保证线缆1与连接器2的焊接质量,令本发明具有极强的市场竞争力。另外,纤维丝露出焊锡以外,固定纤维丝和抗拉效果更佳,需露出焊锡0.2mm最小,露出的长度越长,纤维丝/产品抗拉力的持续性越强。露出的纤维丝被注塑的绝缘外套3包裹,可以进一步固定纤维丝,提升拉力。
所述刀具5包括有相互交错贴合装配并用于剥除芯线中绝缘皮113的上剥皮刀51和下剥皮刀52、相互交错贴合装配并用于切断芯线中导体112的上裁切刀53和下裁切刀54、相互交错贴合装配并用于切断芯线中纤维丝111的上切刀55和下切刀56,其中,该下剥皮刀52与下裁切刀54贴合装配,且上剥皮刀51与上裁切刀53之间形成供下剥皮刀52与下裁切刀54伸入的第一间隔,该下裁切刀54与下切刀56之间形成有供上裁切刀53伸入的第二间隔,该上裁切刀53与上切刀55之间形成有供下切刀56伸入的第三间隔。通过调节各刀片的厚度,可以灵活调节导体和纤维丝留出的长度,以满足不同的使用要求。
所述上剥皮刀51、上裁切刀53和上切刀55上端分别具有第一连接部511、第二连接部531和第三连接部551,该第一连接部511、第二连接部531和第三连接部551贴合装配固定在一起;所述下剥皮刀52、下裁切刀54和下切刀56上端分别具有第四连接部521、第五连接部541和第六连接部561,该第四连接部521、第五连接部541和第六连接部561贴合装配固定在一起。
所述上剥皮刀51和下剥皮刀52相对的面分别设置有呈V字形的尖锐的第一刀刃512和第二刀刃522;所述上切刀55和下切刀56相对的面分别设置有呈V字形的尖锐的第三刀刃552和第四刀刃562。
所述上裁切刀53和下裁切刀54相对的面分别设置有第一V形槽532和第二V形槽542,且该第一V形槽512的开口处设置有第一斜刃533和第二斜刃543,使刀刃不是尖锐的。所述上裁切刀53和下裁切刀54焊接工艺达成的关键作用是完全切断导体,但是要把纤维丝全部/部分留出。上裁切刀53和下裁切刀54之间根据需要可留出间隙0.02mm,具体数值可根据导体直径和需要留出的纤维丝数量调整),且刀片刀刃不是尖锐的,而是参考剪子刀刃的设计,留有部分平面,增强刀片强度的同时,也避免切断导体的同时切断了纤维丝。
所述上切刀55和下切刀56均为钨钢刀片,上切刀55和下切刀56之间不能留有间隙,需要完全切断纤维丝不残留
所述上剥皮刀51或下剥皮刀52上设置有第一排料孔501;所述上裁切刀53或下裁切刀54设置有第二排料孔502;所述上切刀55或下切刀56上设置有第三排料孔503。
本发明还提供一种刀具5,结合图3-8上述,所述刀具5包括有相互交错贴合装配并用于剥除芯线中绝缘皮113的上剥皮刀51和下剥皮刀52、相互交错贴合装配并用于切断芯线中导体112的上裁切刀53和下裁切刀54、相互交错贴合装配并用于切断芯线中纤维丝111的上切刀55和下切刀56,其中,该下剥皮刀52与下裁切刀54贴合装配,且上剥皮刀51与上裁切刀53之间形成供下剥皮刀52与下裁切刀54伸入的第一间隔,该下裁切刀54与下切刀56之间形成有供上裁切刀53伸入的第二间隔,该上裁切刀53与上切刀55之间形成有供下切刀56伸入的第三间隔。本发明的刀具5一次性将该芯线11剥切形成三段式结构,其中该导体112前端凸伸出于绝缘皮113前端外,且纤维丝111凸伸出导体112前端外,以致后期在与连接器2的端子21焊接时,所述导体112及纤维丝111的后端均贴在端子21上,并被焊锡4覆盖,即焊锡4将该导体112及纤维丝111和端子21固定在一起,如此,纤维丝111被焊锡挤压,并固定在锡点下,当测试拉力时,纤维丝不会被抽出,而会马上被绷紧抵抗拉力,以此可保护导体,使导体不会先被拉断,从而将纤维丝的抗拉力作用被充分利用,保证整根芯线11的质量,并且可保证线缆1与连接器2的焊接质量,令本发明具有极强的市场竞争力。
通过调节刀具中各刀片的厚度,可以灵活调节导体和纤维丝留出的长度,以满足不同的使用要求。
所述上剥皮刀51、上裁切刀53和上切刀55上端分别具有第一连接部511、第二连接部531和第三连接部551,该第一连接部511、第二连接部531和第三连接部551贴合装配固定在一起;所述下剥皮刀52、下裁切刀54和下切刀56上端分别具有第四连接部521、第五连接部541和第六连接部561,该第四连接部521、第五连接部541和第六连接部561贴合装配固定在一起。
所述上剥皮刀51和下剥皮刀52相对的面分别设置有呈V字形的尖锐的第一刀刃512和第二刀刃522;所述上切刀55和下切刀56相对的面分别设置有呈V字形的尖锐的第三刀刃552和第四刀刃562。
所述上裁切刀53和下裁切刀54相对的面分别设置有第一V形槽532和第二V形槽542,且该第一V形槽512的开口处设置有第一斜刃533和第二斜刃543,使刀刃不是尖锐的。所述上裁切刀53和下裁切刀54焊接工艺达成的关键作用是完全切断导体,但是要把纤维丝全部/部分留出。上裁切刀53和下裁切刀54之间根据需要可留出间隙0.02mm,具体数值可根据导体直径和需要留出的纤维丝数量调整),且刀片刀刃不是尖锐的,而是参考剪子刀刃的设计,留有部分平面,增强刀片强度的同时,也避免切断导体的同时切断了纤维丝。
所述上切刀55和下切刀56均为钨钢刀片,上切刀55和下切刀56之间不能留有间隙,需要完全切断纤维丝不残留
所述上剥皮刀51或下剥皮刀52上设置有第一排料孔501;所述上裁切刀53或下裁切刀54设置有第二排料孔502;所述上切刀55或下切刀56上设置有第三排料孔503。
当然,以上所述仅为本发明的具体实施例而已,并非来限制本发明实施范围,凡依本发明申请专利范围所述构造、特征及原理所做的等效变化或修饰,均应包括于本发明申请专利范围内。
- 线缆芯线三段处理焊接结构、工艺及其使用的刀具
- 线缆芯线三段处理焊接结构及其使用的刀具