一种艾草纤维与羊毛纤维混纺纱线的生产工艺
文献发布时间:2023-06-19 10:02:03
技术领域
本发明涉及纺织技术领域,特别涉及一种艾草纤维与羊毛纤维混纺纱线的生产工艺。
背景技术
纺织机把许多动植物纤维捻在一起纺成线或纱,这些线或纱可用来织成布。毛纺纺纱系统是以羊毛纤维和毛型化纤为原料,在毛纺设备上纺制毛纱、毛与化纤混纺纱和化纤纯纺纱的生产全过程,其包括:粗梳毛纺系统和精梳毛纺系统。毛纤维以羊毛为主,也包括山羊绒、兔毛、马海毛、牦牛毛等特种动物毛。毛纺过程也可用于毛型化纤纯纺、混纺以及与其他天然纤维混纺。用纯纺和混纺毛纱织制的毛织物、针织物、毛毯等,具有保暖、吸湿、富于弹性和耐磨等特点。用毛织物制成的服装手感柔润、丰满和挺刮。毛纱还用以织制工业用呢、文体用品和地毯等。毛纺主要包括以下工序:洗毛、混和加油、梳理、分条、搓拈、细纱等。艾草纤维是一种新型再生纤维素纤维,其不但吸湿透气性好,穿着舒适,而且抗菌能力强,抗虫效果好,祛味效果好。但是其存在强度较差的缺陷,单独纺纱后因为强度和使用寿命原因,推广性较差。艾草纤维一般和其他纤维进行混纺,以改善纱线的性能,一般采用常规的混纺工艺。而羊毛纤维是羊的皮肤的变形物,吸湿性较好,弹性恢复性好,保暖性极佳,多用于秋冬季节的服装,但抗菌性差、极易虫蛀。由于羊毛纤维抗菌性差、极易虫蛀的特性,所以羊毛纤维和艾草纤维混纺就呈了完美的组合,相辅相成,既保证了纱线的保暖性,又保证了抗菌性,大大提高了纱线的性能。但是这样的混纺也存在一个问题,艾草纤维强度低、羊毛纤维的强度也不高,只有1.5g/D,但断裂伸长率可达40%。如何提高艾草纤维和羊毛纤维混纺纱线的强度就成了目前的瓶颈。
专利公布号为CN106048762A的发明专利公开了一种高强度艾草抑菌粘胶纤维的制备方法,包括以下步骤:抗菌剂溶液的制备,加入分散剂,加入羧甲基纤维素钠,和纺丝原液共混,纺丝,后处理;本发明制备的粘胶纤维,染色效果好,抗菌能力强,对金黄色葡萄球菌的抑制率为99.1%-99.3%,对大肠杆菌的抑制率为98.9-99.3%,对白色念珠菌的抑制率为93.6-95.7%;本发明制备的粘胶纤维强度高,湿模量高:干态强度为6.21-6.34cN/dtex,湿态强度为4.71-4.94cN/dtex,断裂伸长率为23.4-25.5%,湿模量为0.63-0.65cN/dtex。其直接通过提高艾草纤维的强度,可以增强混纺纱线的强度,但是其成本较大,普及性较低。手段和本申请也完全不相同。
专利公布号为CN110344244A的发明专利公开了艾草提取物在改性羊毛纤维中的应用,包括以下的步骤:(1)有机溶剂中浸泡;(2)冲洗;(3)艾叶水浸泡;(4)干燥;(5)氧化处理;(6)角蛋白酶酶解,灭酶;(7)涂覆艾草提取物,晾干。本发明的有益效果在于,采用本发明的方法对羊毛纤维处理,所获得的产品具有较好的抗静电性能,且能显著的减少羊毛纤维给人所带来的刺痒感,并且还具有防虫蛀、耐储存的性能。本发明的羊毛纤维应用于织物后通过毡缩率测试表明,其毡缩率极小。上述技术方案虽然公开了艾草提取物在改性羊毛纤维中的应用,但其不属于混纺,更没有在强度没有任何改善。
发明内容
本发明的目的是提供一种艾草纤维与羊毛纤维混纺纱线的生产工艺,采用了特殊的工艺大大提高了艾草纤维与羊毛纤维混纺纱线的强度,提高了艾草纤维与羊毛纤维混纺纱线的使用寿命,有利于艾草纤维与羊毛纤维混纺纱线的普及。
本发明解决其技术问题所采用的技术方案是:
一种艾草纤维与羊毛纤维混纺纱线的生产工艺,包括以下步骤:
步骤一:羊毛预处理,将羊毛进行开松处理,在羊毛中加入和毛油、防静电剂,按重量百分比计,羊毛90-95份,和毛油2-4份,防静电剂0.5-1份,加油后的羊毛回潮率为20-22%,羊毛加油后储存24小时;
步骤二:羊毛梳理,经过预处理的羊毛在梳毛机中进行梳理、去杂;
步骤三:并条,将梳理后的羊毛和艾草纤维用并条机进行并条加工,形成混纺条;
步骤四:牵磨条,将并条后形成的混纺条用专用牵磨条设备进行牵条磨条加工;
步骤五:粗纱,将牵条磨条后形成的加强混纺条进行粗纱加工;
步骤六:细纱,将粗纱加工形成的混合纱线进行细纱加工;
步骤七:蒸纱,将细纱处理后的纱线进行蒸纱处理,蒸纱后的纱线要放在室内通风处,储存16-24小时;
步骤八:络筒。
所述步骤四中,专用牵磨条设备包括机架、走条导向装置、磨条装置、牵条装置、压条装置,所述机架包括机架底座、机架支承座、机架支承台板,所述机架支承台板通过机架支承座安装在机架底座上,所述走条导向装置包括导向机构、除杂机构、加湿机构,所述导向机构包括第一导条辊、第二导条辊、第三导条辊、第四导向辊,所述第一导条辊、第二导条辊、第三导条辊、第四导向辊均可转动设置在机架支承台板上,所述除杂机构设置在第一导条辊和第二导条辊之间,所述除杂机构包括除杂辊、除杂贴片、除杂贴片支承环、除杂贴片调节螺钉、除杂贴片调节固定轴,所述除杂贴片调节固定轴固定在机架支承台板上,所述除杂贴片支承环可转动设置在除杂贴片调节固定轴上,并且通过除杂贴片调节螺钉紧固,所述除杂贴片的一端安装在除杂贴片支承环上,所述除杂辊可转动设置在机架支承台板上,所述除杂贴片和除杂辊贴合,所述加湿机构设置在第三导条辊和第四导向辊之间,所述加湿机构包括通道式加湿器、加湿器支承座、加湿器支承座紧固螺钉、加湿器升降台、加湿器升降台紧固螺钉、加湿器升降导杆、加湿器升降支承座,所述加湿器升降支承座的数量为两个,两个加湿器升降支承座都安装在机架支承台板上,所述加湿器升降导杆的数量为两个以上,所述加湿器升降导杆安装在两个加湿器升降支承座之间,所述加湿器升降台可上下滑动设置在加湿器升降导杆上,并且加湿器升降台上设置有加湿器升降台紧固螺钉,所述加湿器支承座为一体式,包括侧调节板和正支承板,所述侧调节板上设置有U形调节槽,所述加湿器支承座紧固螺钉穿过加湿器支承座的U形调节槽,并将加湿器支承座安装在加湿器升降台上,所述通道式加湿器的一端安装在加湿器支承座上,所述磨条装置设置在加湿机构的下端,所述磨条装置包括磨条导向辊、磨条支承盘、磨条支承盘紧固把手、第一磨条支承辊、第二磨条支承辊、下磨条板、下磨条板支承座、上磨条板、上磨条板支承座、上磨条支承辊,所述磨条支承盘可转动设置在机架支承台板上,并且通过磨条支承盘紧固把手锁紧,所述下磨条板支承座安装在磨条支承盘上,所述下磨条板安装在下磨条板支承座上,所述上磨条板支承座安装在磨条支承盘上,所述上磨条支承辊可转动设置在上磨条板支承座上,所述上磨条板安装在上磨条支承辊上,所述第一磨条支承辊和第二磨条支承辊都可转动设置在磨条支承盘上,并且第一磨条支承辊和第二磨条支承辊分别位于下磨条板支承座的上下两侧,所述磨条导向辊可转动设置在机架支承台板上,所述牵条装置安装在机架底座上,并且牵条装置位于磨条装置的下方,所述牵条装置包括牵条支承座、牵条位置调节机构、牵条机构,所述牵条支承座安装在机架底座上,所述牵条位置调节机构包括牵条位置调节丝杆、牵条位置调节丝杆支座、牵条位置调节丝杆电机、牵条位置调节滑块、牵条位置调节轨道、牵伸台,所述牵条位置调节轨道的数量为两个,且都安装在牵条支承座上,所述牵条位置调节滑块的数量也为两个,两个牵条位置调节滑块分别可左右滑动设置在牵条位置调节轨道上,所述牵伸台安装在两个牵条位置调节滑块上,所述牵条位置调节丝杆支座的数量为两个,两个牵条位置调节丝杆支座安装在牵条支承座上,所述牵条位置调节丝杆可转动设置在牵条位置调节丝杆支座上,所述牵条位置调节丝杆和牵伸台丝杠连接,所述牵条位置调节丝杆电机安装在牵条位置调节丝杆支座上,所述牵条位置调节丝杆电机和牵条位置调节丝杆同轴连接,所述牵条机构包括前牵条组件和后牵条组件,所述前牵条组件和后牵条组件前后对称设置在牵伸台上,所述前牵条组件包括前牵条支承座、前牵条滑轨、前牵条滑动座、前牵条升降气缸、前牵条升降连接架、前牵条驱动电机、前牵条驱动电机支架、第一前牵条传动轮、第二前牵条传动轮、第一前牵条传动带、前牵条转轴、前牵条转轴支座、前牵条转盘、前牵条辊,所述前牵条支承座安装在牵伸台上,所述前牵条滑轨竖直安装在前牵条支承座上,所述前牵条滑动座可上下滑动设置在前牵条滑轨上,所述前牵条升降连接架安装在前牵条滑动座上,所述前牵条升降气缸安装在牵伸台上,所述前牵条升降气缸的上端和前牵条升降连接架连接,所述前牵条转轴支座安装在前牵条滑动座的上端,所述前牵条转轴可转动设置在前牵条转轴支座上,所述前牵条转盘同轴心设置在前牵条转轴的内侧,所述第二前牵条传动轮同轴心设置在前牵条转轴的外侧,所述前牵条辊偏心可转动设置在前牵条转盘上,所述前牵条驱动电机通过前牵条驱动电机支架安装在前牵条滑动座上,所述前牵条驱动电机和第一前牵条传动轮同轴连接,所述第一前牵条传动轮和第二前牵条传动轮通过第一前牵条传动带连接,所述后牵条组件包括后牵条支承座、后牵条滑轨、后牵条滑动座、后牵条升降气缸、后牵条升降连接架、后牵条驱动电机、后牵条驱动电机支架、第一后牵条传动轮、第二后牵条传动轮、第一后牵条传动带、后牵条转轴、后牵条转轴支座、后牵条转盘、后牵条辊,所述后牵条支承座安装在牵伸台上,所述后牵条滑轨竖直安装在后牵条支承座上,所述后牵条滑动座可上下滑动设置在后牵条滑轨上,所述后牵条升降连接架安装在后牵条滑动座上,所述后牵条升降气缸安装在牵伸台上,所述后牵条升降气缸的上端和后牵条升降连接架连接,所述后牵条转轴支座安装在后牵条滑动座的上端,所述后牵条转轴可转动设置在后牵条转轴支座上,所述后牵条转盘同轴心设置在后牵条转轴的内侧,所述第二后牵条传动轮同轴心设置在后牵条转轴的外侧,所述后牵条辊偏心可转动设置在后牵条转盘上,所述后牵条驱动电机通过后牵条驱动电机支架安装在后牵条滑动座上,所述后牵条驱动电机和第一后牵条传动轮同轴连接,所述第一后牵条传动轮和第二后牵条传动轮通过第一后牵条传动带连接,所述前牵条辊和后牵伸辊相互交错,所述压条装置包括压条支承板、第一压条组件、第二压条组件,所述压条支承板安装在机架支承台板上,所述第一压条组件和第二压条组件都安装在压条支承板上,所述第一压条组件包括第一活动压条辊、第一固定压条柱、第一压条板,所述第一固定压条柱的两端分别固定在压条支承板和第一压条板上,所述第一活动压条辊可转动设置在压条支承板和第一压条板上,所述第一活动压条辊和第一固定压条柱相邻不接触,所述第一固定压条柱位于第一活动压条辊的斜上侧,所述第二压条组件包括第二活动压条辊、第二固定压条柱、第二压条板,所述第二固定压条柱的两端分别固定在压条支承板和第二压条板上,所述第二活动压条辊可转动设置在压条支承板和第二压条板上,所述第二活动压条辊和第二固定压条柱相邻不接触,所述第二活动压条辊位于第二固定压条柱的斜上侧。
进一步地,所述除杂贴片调节固定轴上设置有紧固贴面。
进一步地,所述牵条位置调节丝杆电机为伺服电机。
进一步地,所述第一固定压条柱和第二固定压条柱上都设置有两个凸起的压台。
本发明和现有技术相比,具有以下优点和效果:
1.本申请和现有技术最大的不同,就是独创性的采用了专用的牵磨条设备实现了对混纺条的牵磨条工艺,大大改善了混纺纱线的强度,提高了艾草纤维与羊毛纤维混纺纱线的使用寿命。艾草纤维与羊毛纤维混纺条依次经过第一导条辊、第二导条辊、除杂机构、第三导条辊、加湿机构、第四导向辊、磨条导向辊、第一磨条支承辊、上磨条板和下磨条板之间、第二磨条支承辊、前牵条辊和后牵条辊,最后经过压条装置,实现完整的牵磨条加工。艾草纤维与羊毛纤维混纺条经过除杂机构时,艾草纤维与羊毛纤维混纺条在除杂辊、除杂贴片的共同作用下实现除杂加工,有效去除混纺条上的短纤维和各种杂质,保证后续成纱的质量。接着,除杂后的艾草纤维与羊毛纤维混纺条经过通道式加湿器,提高混纺条的湿度,有利于后续的牵磨条加工。再接着,艾草纤维与羊毛纤维混纺条经过磨条装置,艾草纤维与羊毛纤维混纺条在上磨条板和下磨条板的作用实现磨条加工,进一步磨掉混纺条上的毛羽和短纤维。第一磨条支承辊和第二磨条支承辊在磨条过程中起到了良好的支承,保证磨条效果。然后,混纺条经过牵条装置,前牵条驱动电机和后牵条驱动电机同步转动,前牵条驱动电机通过第一前牵条传动轮、第一前牵条传动带、第二前牵条传动轮带动前牵条转盘转动一个角度,与此同时,后牵条驱动电机通过第一后牵条传动轮、第一后牵条传动带、第二后牵条传动轮带动后牵条转盘转动一个角度,交错设置的前牵条辊和后牵条辊实现对混纺条的牵伸,大大提高了混纺条的强度。牵条后的加强混纺条经过压条装置,第一压条组件的第一活动压条辊和第一固定压条柱、第二压条组件的第一活动压条辊和第一固定压条柱连续对加强混纺条进行压条加工,因为在牵伸加强的过程中又会产生毛羽,压条加工后的混纺条经过压条加工有效减少了毛羽,提高了混纺条的质量。
2.除杂贴片调节固定轴上设置有紧固贴面,有利于提高除杂贴片的安装稳定性。
3.牵条位置调节丝杆电机为伺服电机,转动角度非常精确,有利于实现牵条位置的左右调整,而且调整位置精确性好。
4.第一固定压条柱和第二固定压条柱上都设置有两个凸起的压台,有利于实现对混纺条的连续压条加工,大大提高了对混纺条的压条效果。
5.通道式加湿器的上下位置和前后位置都可调。拧松加湿器升降台紧固螺钉,调整加湿器升降台的上下位置,再次拧紧加湿器升降台紧固螺钉,可实现通道式加湿器上下位置的调整。拧松加湿器支承座紧固螺钉,通过U形调节槽调整加湿器支承座的安装位置,从而实现通道式加湿器前后位置的调整。
6.磨条支承盘可转动,从而实现对上磨条板和下磨条板的角度调整,从利于保证混纺条进出角度,保证磨条效果。
7.混纺条的牵条位置可调,以满足不同比例的艾草纤维与羊毛纤维混纺条的牵条加工。牵条位置调节丝杆电机动作,通过牵条位置调节丝杆带动牵伸台沿着牵条位置调节轨道左右滑动,实现牵条左右位置的调整。前牵条升降气缸和后牵条升降气缸同步动作,可带动前牵条滑动座和后牵条滑动座上下动作,从而实现前牵条辊和后牵条辊上下位置的调整。
附图说明
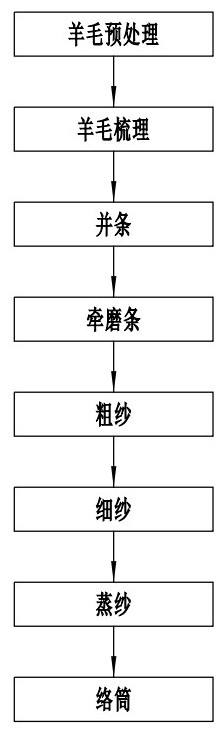
图1为本发明一种艾草纤维与羊毛纤维混纺纱线的生产工艺流程图。
图2为本发明一种用于艾草纤维与羊毛纤维混纺纱线生产的专用牵磨条设备的结构示意图。
图3为本发明一种用于艾草纤维与羊毛纤维混纺纱线生产的专用牵磨条设备的右视图。
图4为本发明除杂机构的结构示意图。
图5为本发明加湿机构的结构示意图。
图6为本发明磨条装置的结构示意图。
图7为本发明压条装置的结构示意图。
图8为本发明第一固定压条柱和第二固定压条柱上的压台的结构示意图。
图中:1.机架,2.走条导向装置,3.磨条装置,4.牵条装置,5.压条装置,6.机架底座,7.机架支承座,8.机架支承台板,9.导向机构,10.除杂机构,11.加湿机构,12.第一导条辊,13.第二导条辊,14.第三导条辊,15.第四导向辊,16.除杂辊,17.除杂贴片,18.除杂贴片支承环,19.除杂贴片调节螺钉,20.除杂贴片调节固定轴,21.通道式加湿器,22.加湿器支承座,23.加湿器支承座紧固螺钉,24.加湿器升降台,25.加湿器升降台紧固螺钉,26.加湿器升降导杆,27.加湿器升降支承座,28.侧调节板,29.正支承板,30.U形调节槽,31.磨条导向辊,32.磨条支承盘,33.磨条支承盘紧固把手,34.第一磨条支承辊,35.第二磨条支承辊,36.下磨条板,37.下磨条板支承座,38.上磨条板,39.上磨条板支承座,40.上磨条支承辊,41.牵条支承座,42.牵条位置调节机构,43.牵条机构,44.牵条位置调节丝杆,45.牵条位置调节丝杆支座,46.牵条位置调节丝杆电机,47.牵条位置调节滑块,48.牵条位置调节轨道,49.牵伸台,50.前牵条组件,51.后牵条组件,52.前牵条支承座,53.前牵条滑轨,54.前牵条滑动座,55.前牵条升降气缸,56.前牵条升降连接架,57.前牵条驱动电机,58.前牵条驱动电机支架,59.第一前牵条传动轮,60.第二前牵条传动轮,61.第一前牵条传动带,62.前牵条转轴,63.前牵条转轴支座,64.前牵条转盘,65.前牵条辊,66.后牵条支承座,67.后牵条滑轨,68.后牵条滑动座,69.后牵条升降气缸,70.后牵条升降连接架,71.后牵条驱动电机,72.后牵条驱动电机支架,73.第一后牵条传动轮,74.第二后牵条传动轮,75.第一后牵条传动带,76.后牵条转轴,77.后牵条转轴支座,78.后牵条转盘,79.后牵条辊,80.压台,81.压条支承板,82.第一压条组件,83.第二压条组件,84.第一活动压条辊,85.第一固定压条柱,86.第一压条板,87.第二活动压条辊,88.第二固定压条柱,89.第二压条板,90.紧固贴面。
具体实施方式
下面结合附图并通过实施例对本发明作进一步的详细说明,以下实施例是对本发明的解释而本发明并不局限于以下实施例。
如图1所示,一种艾草纤维与羊毛纤维混纺纱线的生产工艺,包括以下步骤:
步骤一:羊毛预处理,将羊毛进行开松处理,在羊毛中加入和毛油、防静电剂,按重量百分比计,羊毛95份,和毛油4份,防静电剂1份,加油后的羊毛回潮率为21.7%,羊毛加油后储存24小时;
步骤二:羊毛梳理,经过预处理的羊毛在梳毛机中进行梳理、去杂;
步骤三:并条,将梳理后的羊毛和艾草纤维用并条机进行并条加工,形成混纺条;
步骤四:牵磨条,将并条后形成的混纺条用专用牵磨条设备进行牵条磨条加工;
步骤五:粗纱,将牵条磨条后形成的加强混纺条进行粗纱加工;
步骤六:细纱,将粗纱加工形成的混合纱线进行细纱加工;
步骤七:蒸纱,将细纱处理后的纱线进行蒸纱处理,蒸纱后的纱线要放在室内通风处,储存16-24小时;
步骤八:络筒。
本申请和现有技术最大的不同,就是独创性的采用了专用的牵磨条设备实现了对混纺条的牵磨条工艺,大大改善了混纺纱线的强度,提高了艾草纤维与羊毛纤维混纺纱线的使用寿命。如图2、图3、图4、图5、图6、图7和图8所示,专用牵磨条设备包括机架1、走条导向装置2、磨条装置3、牵条装置4、压条装置5,所述机架1包括机架底座6、机架支承座7、机架支承台板8,所述机架支承台板8通过机架支承座7安装在机架底座1上,所述走条导向装置2包括导向机构9、除杂机构10、加湿机构11,所述导向机构9包括第一导条辊12、第二导条辊13、第三导条辊14、第四导向辊15,所述第一导条辊12、第二导条辊13、第三导条辊14、第四导向辊15均可转动设置在机架支承台板8上,所述除杂机构10设置在第一导条辊12和第二导条辊13之间,所述除杂机构10包括除杂辊16、除杂贴片17、除杂贴片支承环18、除杂贴片调节螺钉19、除杂贴片调节固定轴20,所述除杂贴片调节固定轴20固定在机架支承台板8上,所述除杂贴片支承环18可转动设置在除杂贴片调节固定轴20上,并且通过除杂贴片调节螺钉19紧固,所述除杂贴片调节固定轴20上设置有紧固贴面90,有利于提高除杂贴片17的安装稳定性。所述除杂贴片17的一端安装在除杂贴片支承环18上,所述除杂辊16可转动设置在机架支承台板8上,所述除杂贴片17和除杂辊16贴合,所述加湿机构11设置在第三导条辊14和第四导向辊15之间,所述加湿机构11包括通道式加湿器21、加湿器支承座22、加湿器支承座紧固螺钉23、加湿器升降台24、加湿器升降台紧固螺钉25、加湿器升降导杆26、加湿器升降支承座27,所述加湿器升降支承座27的数量为两个,两个加湿器升降支承座27都安装在机架支承台板8上,所述加湿器升降导杆26的数量为两个以上,所述加湿器升降导杆26安装在两个加湿器升降支承座27之间,所述加湿器升降台24可上下滑动设置在加湿器升降导杆26上,并且加湿器升降台24上设置有加湿器升降台紧固螺钉25,所述加湿器支承座22为一体式,包括侧调节板28和正支承板29,所述侧调节板28上设置有U形调节槽30,所述加湿器支承座紧固螺钉23穿过加湿器支承座22的U形调节槽30,并将加湿器支承座22安装在加湿器升降台24上,所述通道式加湿器21的一端安装在加湿器支承座22上,所述磨条装置3设置在加湿机构11的下端,所述磨条装置包括磨条导向辊31、磨条支承盘32、磨条支承盘紧固把手33、第一磨条支承辊34、第二磨条支承辊35、下磨条板36、下磨条板支承座37、上磨条板38、上磨条板支承座39、上磨条支承辊40,所述磨条支承盘32可转动设置在机架支承台板8上,并且通过磨条支承盘紧固把手33锁紧,所述下磨条板支承座39安装在磨条支承盘32上,所述下磨条板36安装在下磨条板支承座37上,所述上磨条板支承座37安装在磨条支承盘32上,所述上磨条支承辊40可转动设置在上磨条板支承座39上,所述上磨条板38安装在上磨条支承辊40上,所述第一磨条支承辊34和第二磨条支承辊35都可转动设置在磨条支承盘32上,并且第一磨条支承辊34和第二磨条支承辊35分别位于下磨条板支承座37的上下两侧,所述磨条导向辊31可转动设置在机架支承台板8上,所述牵条装置4安装在机架底座6上,并且牵条装置4位于磨条装置3的下方,所述牵条装置4包括牵条支承座41、牵条位置调节机构42、牵条机构43,所述牵条支承座41安装在机架底座6上,所述牵条位置调节机构42包括牵条位置调节丝杆44、牵条位置调节丝杆支座45、牵条位置调节丝杆电机46、牵条位置调节滑块47、牵条位置调节轨道48、牵伸台49,所述牵条位置调节轨道48的数量为两个,且都安装在牵条支承座41上,所述牵条位置调节滑块47的数量也为两个,两个牵条位置调节滑块47分别可左右滑动设置在牵条位置调节轨道48上,所述牵伸台49安装在两个牵条位置调节滑块47上,所述牵条位置调节丝杆支座45的数量为两个,两个牵条位置调节丝杆支座45安装在牵条支承座41上,所述牵条位置调节丝杆44可转动设置在牵条位置调节丝杆支座45上,所述牵条位置调节丝杆44和牵伸台49丝杠连接,所述牵条位置调节丝杆电机46安装在牵条位置调节丝杆支座45上,所述牵条位置调节丝杆电机46和牵条位置调节丝杆44同轴连接,所述牵条位置调节丝杆电机46为伺服电机,转动角度非常精确,有利于实现牵条位置的左右调整,而且调整位置精确性好。所述牵条机构43包括前牵条组件50和后牵条组件51,所述前牵条组件50和后牵条组件51前后对称设置在牵伸台49上,所述前牵条组件50包括前牵条支承座52、前牵条滑轨53、前牵条滑动座54、前牵条升降气缸55、前牵条升降连接架56、前牵条驱动电机57、前牵条驱动电机支架58、第一前牵条传动轮59、第二前牵条传动轮60、第一前牵条传动带61、前牵条转轴62、前牵条转轴支座63、前牵条转盘64、前牵条辊65,所述前牵条支承座52安装在牵伸台49上,所述前牵条滑轨53竖直安装在前牵条支承座52上,所述前牵条滑动座54可上下滑动设置在前牵条滑轨53上,所述前牵条升降连接架56安装在前牵条滑动座54上,所述前牵条升降气缸55安装在牵伸台49上,所述前牵条升降气缸55的上端和前牵条升降连接架56连接,所述前牵条转轴支座63安装在前牵条滑动座54的上端,所述前牵条转轴62可转动设置在前牵条转轴支座63上,所述前牵条转盘64同轴心设置在前牵条转轴62的内侧,所述第二前牵条传动轮60同轴心设置在前牵条转轴62的外侧,所述前牵条辊65偏心可转动设置在前牵条转盘64上,所述前牵条驱动电机57通过前牵条驱动电机支架58安装在前牵条滑动座54上,所述前牵条驱动电机57和第一前牵条传动轮59同轴连接,所述第一前牵条传动轮59和第二前牵条传动轮60通过第一前牵条传动带61连接,所述后牵条组件51包括后牵条支承座66、后牵条滑轨67、后牵条滑动座68、后牵条升降气缸69、后牵条升降连接架70、后牵条驱动电机71、后牵条驱动电机支架72、第一后牵条传动轮73、第二后牵条传动轮74、第一后牵条传动带75、后牵条转轴76、后牵条转轴支座77、后牵条转盘78、后牵条辊79,所述后牵条支承座66安装在牵伸台49上,所述后牵条滑轨67竖直安装在后牵条支承座66上,所述后牵条滑动座68可上下滑动设置在后牵条滑轨67上,所述后牵条升降连接架70安装在后牵条滑动座68上,所述后牵条升降气缸69安装在牵伸台49上,所述后牵条升降气缸69的上端和后牵条升降连接架70连接,所述后牵条转轴支座77安装在后牵条滑动座68的上端,所述后牵条转轴76可转动设置在后牵条转轴支座77上,所述后牵条转盘78同轴心设置在后牵条转轴76的内侧,所述第二后牵条传动轮74同轴心设置在后牵条转轴76的外侧,所述后牵条辊79偏心可转动设置在后牵条转盘78上,所述后牵条驱动电机71通过后牵条驱动电机支架72安装在后牵条滑动座68上,所述后牵条驱动电机71和第一后牵条传动轮73同轴连接,所述第一后牵条传动轮73和第二后牵条传动轮74通过第一后牵条传动带75连接,所述前牵条辊65和后牵伸辊79相互交错,所述压条装置5包括压条支承板81、第一压条组件82、第二压条组件83,所述压条支承板81安装在机架支承台板8上,所述第一压条组件82和第二压条组件83都安装在压条支承板8上,所述第一压条组件82包括第一活动压条辊84、第一固定压条柱85、第一压条板86,所述第一固定压条柱85的两端分别固定在压条支承板81和第一压条板86上,所述第一活动压条辊84可转动设置在压条支承板81和第一压条板86上,所述第一活动压条辊84和第一固定压条柱85相邻不接触,所述第一固定压条柱85位于第一活动压条辊84的斜上侧,所述第二压条组件83包括第二活动压条辊87、第二固定压条柱88、第二压条板89,所述第二固定压条柱88的两端分别固定在压条支承板81和第二压条板89上,所述第二活动压条辊87可转动设置在压条支承板81和第二压条板89上,所述第二活动压条辊87和第二固定压条柱88相邻不接触,所述第二活动压条辊87位于第二固定压条柱88的斜上侧。所述第一固定压条柱85和第二固定压条柱88上都设置有两个凸起的压台80,有利于实现对混纺条的连续压条加工,大大提高了对混纺条的压条效果。
通过上述技术方案,艾草纤维与羊毛纤维混纺条依次经过第一导条辊12、第二导条辊13、除杂机构10、第三导条辊13、加湿机构11、第四导向辊15、磨条导向辊31、第一磨条支承辊34、上磨条板38和下磨条板36之间、第二磨条支承辊35、前牵条辊65和后牵条辊79,最后经过压条装置5,实现完整的牵磨条加工。艾草纤维与羊毛纤维混纺条经过除杂机构10时,艾草纤维与羊毛纤维混纺条在除杂辊16、除杂贴片17的共同作用下实现除杂加工,有效去除混纺条上的短纤维和各种杂质,保证后续成纱的质量。接着,除杂后的艾草纤维与羊毛纤维混纺条经过通道式加湿器21,提高混纺条的湿度,有利于后续的牵磨条加工。再接着,艾草纤维与羊毛纤维混纺条经过磨条装置3,艾草纤维与羊毛纤维混纺条在上磨条板38和下磨条板36的作用实现磨条加工,进一步磨掉混纺条上的毛羽和短纤维。第一磨条支承辊34和第二磨条支承辊35在磨条过程中起到了良好的支承,保证磨条效果。然后,混纺条经过牵条装置4,前牵条驱动电机57和后牵条驱动电机71同步转动,前牵条驱动电机57通过第一前牵条传动轮59、第一前牵条传动带61、第二前牵条传动轮60带动前牵条转盘64转动一个角度,与此同时,后牵条驱动电机71通过第一后牵条传动轮73、第一后牵条传动带75、第二后牵条传动轮74带动后牵条转盘78转动一个角度,交错设置的前牵条辊65和后牵条辊79实现对混纺条的牵伸,大大提高了混纺条的强度。牵条后的加强混纺条经过压条装置5,第一压条组件82的第一活动压条辊84和第一固定压条柱85、第二压条组件83的第一活动压条辊87和第一固定压条柱88连续对加强混纺条进行压条加工,因为在牵伸加强的过程中又会产生毛羽,压条加工后的混纺条经过压条加工有效减少了毛羽,提高了混纺条的质量。
通道式加湿器21的上下位置和前后位置都可调。拧松加湿器升降台紧固螺钉25,调整加湿器升降台24的上下位置,再次拧紧加湿器升降台紧固螺钉25,可实现通道式加湿器21上下位置的调整。拧松加湿器支承座紧固螺钉23,通过U形调节槽30调整加湿器支承座22的安装位置,从而实现通道式加湿器21前后位置的调整。
磨条支承盘32可转动,从而实现对上磨条板38和下磨条板36的角度调整,从利于保证混纺条进出角度,保证磨条效果。
混纺条的牵条位置可调,以满足不同比例的艾草纤维与羊毛纤维混纺条的牵条加工。牵条位置调节丝杆电机46动作,通过牵条位置调节丝杆44带动牵伸台49沿着牵条位置调节轨道48左右滑动,实现牵条左右位置的调整。前牵条升降气缸55和后牵条升降气缸69同步动作,可带动前牵条滑动座54和后牵条滑动座68上下动作,从而实现前牵条辊65和后牵条辊79上下位置的调整。
本说明书中所描述的以上内容仅仅是对本发明所作的举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本发明说明书的内容或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
- 一种艾草纤维与羊毛纤维混纺纱线的生产工艺
- 一种羊毛纤维与薄荷纤维混纺纱线的纺纱方法