一种用于保温杯底抽气孔的焊接设备及其加工工艺
文献发布时间:2023-06-19 10:29:05
技术领域
本发明属于保温杯加工技术领域,尤其是一种用于保温杯底抽气孔的焊接设备及其加工工艺。
背景技术
不锈钢保温杯由内外双层不锈钢制造而成,利用焊接技术把内胆和外壳结合在一起,再用真空技术把内胆与外壳的夹层中的空气给抽出来以达到真空保温的效果。
社会上使用的抽真空保温杯的真空设备有真空排气台和真空钎焊炉,大约有二类四种。一类即有尾真空排气台式;另一类钎焊炉式。钎焊炉式又分为:单室、多室、加大抽速多室。
在不锈钢保温杯的抽真空工艺中,通常在外层不锈钢保温杯底部开设通孔,通过该通孔进行抽真空操作,而在后序工序中需要对该通孔进行熔接封口,使得不锈钢保温杯处于真空状态。
在后序对不锈钢保温杯进行熔接封口是,通常采用玻璃胶封口,就是把一玻璃粒子放在抽气口口部,当抽空室内温度达到400度时,玻璃颗粒熔化封口,由于玻璃胶暴露在外,具有放射性,对人身体有害,且平时使用碰落时容易损坏,不密封,降低真空效果。
根据中国专利号CN109175746A公开了一种真空保温钛杯的制造工艺,包括以下步骤:将内胆壳体与内胆底焊接,内胆壳体、内胆底的材质为钛;将不锈钢圈与内胆壳体平齐并焊接,得到第一阶段半成品;将第一阶段半成品倒置,将金属焊料放于不锈钢圈与内胆壳体的连接处,然后放入真空炉中;使金属焊料熔融到不锈钢圈与内胆壳体间的缝隙中;将外胆壳体与不锈钢圈焊接;将外胆底与外胆壳体焊接,取钎焊料设置于抽真空孔上,得到第二阶段半成品,外胆壳体、外胆底的材质为不锈钢;将第二阶段半成品倒置放入真空炉中,直至钎焊料熔融并完全封堵抽真空孔时停止,形成真空层,完成对真空保温钛杯的制造。
上述公开的这种保温钛杯的制造工艺,通过钎焊料对保温杯底部的抽真空孔进行焊接封口,由于在焊接过程中需要将钎焊料熔融,钎焊料在冷却凝固后的形状为不规则状,这就使得通过钎焊料焊接封口后还需要对冷却后的钎焊料进行打磨,使保温杯底部平整,同时熔融状态的钎焊料难以确保对抽真空孔的完好封堵,影响保温杯的成品率。
发明内容
本发明是为了克服上述现有技术中的缺陷,提供一种在玻璃胶外焊接一金属片,使玻璃胶不暴露在外,且达到双重密封,安全可靠的保温杯底焊接设备及其加工工艺。
为了达到以上目的,本发明所采用的技术方案是:一种保温杯底焊接设备,包括机架底座,机架底座上自上而下设置有相对应的顶部下压装置、底部升降旋转装置和导向装置,顶部下压装置和底部升降旋转装置移动连接于机架底座上,且顶部下压装置和底部升降旋转装置均朝向导向装置方向移动;所述导向装置包括水平设置的固定板,固定板中部形成有朝下设置的圆锥面,且圆锥面中部形成有通孔;所述机架底座上还设有激光焊接装置,激光焊接装置朝向通孔设置;所述机架底座上设有与顶部下压装置、底部升降旋转装置和导向装置均连接的立柱,立柱穿过固定板两侧。
作为本发明的一种优选方案,所述顶部下压装置包括下压横板、下压气缸和下压头,下压横板固定连接于立柱顶部,下压气缸设置于下压横板中部,且下压气缸朝下设置,下压头转动连接于下压气缸的伸缩杆上。
作为本发明的一种优选方案,所述立柱上设有下压套筒,且下压套筒上设有下压限位板,下压限位板位于下压横板与固定板之间,下压气缸的伸缩杆穿过下压限位板,下压气缸的伸缩杆上设有与下压限位板相适配的下压限位块。
作为本发明的一种优选方案,所述下压头套接于下压气缸的伸缩杆上,下压头朝向通孔设置。
作为本发明的一种优选方案,所述底部升降旋转装置包括多根支撑柱、升降板、升降气缸、杯座和电机,多根支撑柱顶部固定连接于固定板的边角处,且多根支撑柱底部固定连接于机架底座上,升降板、升降气缸、杯座和电机位于多根支撑柱中心处。
作为本发明的一种优选方案,所述立柱穿过升降板设置,立柱位于升降板的相对两侧,升降气缸位于机架底座内,且升降气缸的伸缩杆固定连接于升降板底部。
作为本发明的一种优选方案,所述升降板上形成有相对设置的四个边角,立柱相对设置于升降板的两个相对边角上,升降气缸的伸缩杆固定连接于升降板的剩下两个相对边角上。
作为本发明的一种优选方案,所述杯座和电机位于升降板中部,且杯座位于升降板上方,电机位于升降板下方,杯座朝向通孔设置,且杯座内形成有内螺纹,杯座与电机之间设有固定连接的转轴。
一种保温杯底焊接设备的加工工艺,包括以下步骤:
步骤A:将保温杯杯口朝向设置放置于杯座上,且保温杯杯口与杯座之间螺纹连接;
步骤B:在升降气缸的作用下,带动保温杯上升,直至保温杯移动至圆锥面处,此时保温杯底部的待焊接处与通孔位置相对应;
步骤C:将焊接片放置于圆锥面内,焊接片在重力和圆锥面的作用下移动至通孔处,且穿过通孔下落至保温杯底部的待焊接处;
步骤D:在下压气缸的作用下带动下压头下降,直至下压头对焊接片进行压紧;
步骤E:打开激光焊接装置,激光焊接装置朝向焊接片的边缘处;
步骤F:电机工作,电机带动杯座转动,同步带动保温杯和焊接片转动,下压头同步转动;
步骤G:顶部下压装置和底部升降旋转装置复位,取下保温杯完成焊接。
作为本发明的一种优选方案,所述杯座的转动方向与保温杯的旋紧方向相反。
本发明的有益效果是,通过底部升降旋转装置和导向装置的设置,保温杯底部的待焊接处移动至导向装置的圆锥面底部,焊接片在重力和圆锥面的作用下移动至保温杯底部的待焊接处,确保了焊接过程的安全性和便捷性,同时顶部下压装置的设置对焊接片进行压紧,确保焊接片与保温杯的焊接稳定性,玻璃胶不暴露在外,对人身体有利,且平时使用碰落时不会损坏,真空密封稳定。
附图说明
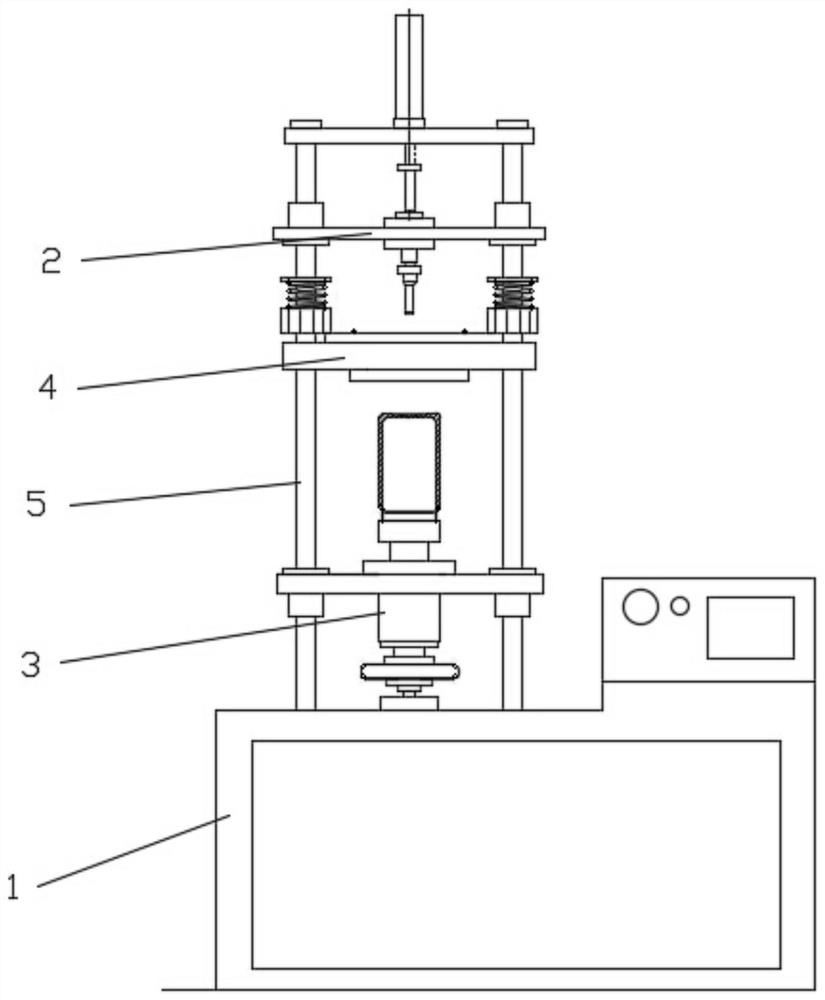
图1是本发明的结构示意图;
图2是本发明的剖视图;
图3是本发明的侧视剖视图;
图4是图3中A处的局部放大图;
图5是升降板的结构示意图;
图6是底部升降旋转装置的结构示意图;
图7是保温杯和焊接片的结构示意图;
附图标记:机架底座1,顶部下压装置2,下压横板2-1,下压气缸2-2,下压头2-3,下压套筒2-4,下压限位板2-5,下压限位块2-6,底部升降旋转装置3,支撑柱3-1,升降板3-2,升降气缸3-3,杯座3-4,电机3-5,导向装置4,固定板4-1,圆锥面4-2,立柱5,激光焊接装置6,保温杯7,焊接片8。
具体实施方式
下面结合附图对本发明实施例作详细说明。
如图1-7所示,一种用于保温杯底抽气孔的焊接设备,包括机架底座1,机架底座1上自上而下设置有相对应的顶部下压装置2、底部升降旋转装置3和导向装置4,顶部下压装置 2和底部升降旋转装置3移动连接于机架底座1上,且顶部下压装置2和底部升降旋转装置3 均朝向导向装置4方向移动;导向装置4包括水平设置的固定板4-1,固定板4-1中部形成有朝下设置的圆锥面4-2,且圆锥面4-2中部形成有通孔;机架底座1上还设有激光焊接装置6,激光焊接装置6朝向通孔设置;机架底座1上设有与顶部下压装置2、底部升降旋转装置3 和导向装置4均连接的立柱5,立柱5穿过固定板4-1两侧。
顶部下压装置2包括下压横板2-1、下压气缸2-2和下压头2-3,下压横板2-1固定连接于立柱5顶部,下压气缸2-2设置于下压横板2-1中部,且下压气缸2-2朝下设置,下压头2-3转动连接于下压气缸2-2的伸缩杆上。
下压横板2-1水平设置于顶部下压装置2顶部,且下压横板2-1与立柱5之间通过螺栓固定连接,下压气缸2-2通过螺栓固定连接于下压横板2-1上,下压头2-3套接于下压气缸2-2的伸缩杆上,下压头2-3朝向通孔设置,下压头2-3在下压气缸2-2的伸缩杆上可自由转动。
立柱5上设有下压套筒2-4,且下压套筒2-4上设有下压限位板2-5,下压限位板2-5位于下压横板2-1与固定板4-1之间,下压气缸2-2的伸缩杆穿过下压限位板2-5,下压气缸2-2 的伸缩杆上设有与下压限位板2-5相适配的下压限位块2-6。
下压套筒2-4的位置根据实际需要进行设置,下压套筒2-4通过螺栓固定连接于立柱5 上,下压限位板2-5两端形成有与下压套筒2-4相适配的通孔,下压限位板2-5套接于下压套筒2-4上,下压限位板2-5水平设置,下压限位板2-5上形成有与下压气缸2-2的伸缩杆相适配的导向座,且导向座用于与下压限位块2-6相适配,下压限位块2-6通过螺栓固定连接于下压气缸2-2的伸缩杆上,可通过在当下压气缸2-2的伸缩杆上设置不同尺寸的下压限位块 2-6,从而调节下压气缸2-2的伸缩杆的限位位置,当下压气缸2-2的伸缩杆移动到一定位置时,下压限位块2-6与导向座相抵,从而对下压气缸2-2的伸缩杆的位置进行限位,此时下压头2-3底部与焊接片8相抵。
底部升降旋转装置3包括多根支撑柱3-1、升降板3-2、升降气缸3-3、杯座3-4和电机 3-5,多根支撑柱3-1顶部固定连接于固定板4-1的边角处,且多根支撑柱3-1底部固定连接于机架底座1上,升降板3-2、升降气缸3-3、杯座3-4和电机3-5位于多根支撑柱3-1中心处。
固定板4-1为矩形结构,底部升降旋转装置3上设有4根支撑柱3-1,4根支撑柱3-1通过螺栓固定连接于固定板4-1的四个边角上,升降气缸3-3朝上设置,在升降气缸3-3的作用下带动升降板3-2的升降,升降板3-2的升降同步带动杯座3-4的升降。
立柱5上设有与升降板3-2相适配的套筒,在套筒的作用下,升降板3-2自由升降式移动与立柱5上。
立柱5穿过升降板3-2设置,立柱5位于升降板3-2的相对两侧,升降气缸3-3位于机架底座1内,且升降气缸3-3的伸缩杆固定连接于升降板3-2底部,升降板3-2上形成有相对设置的四个边角,立柱5相对设置于升降板3-2的两个相对边角上,升降气缸3-3的伸缩杆固定连接于升降板3-2的剩下两个相对边角上,两个升降气缸3-3始终处于同步状态。
杯座3-4和电机3-5位于升降板3-2中部,且杯座3-4位于升降板3-2上方,电机3-5位于升降板3-2下方,杯座3-4朝向通孔设置,且杯座3-4内形成有内螺纹,杯座3-4与电机3-5 之间设有固定连接的转轴。
杯座3-4可根据实际保温杯7进行设计,根据实际保温杯7的焊接需要设置不同的杯座 3-4,杯座3-4的内螺纹与保温杯7杯口的外螺纹螺纹固定,电机3-5与转轴之间通过齿轮啮合传动,电机3-5随着升降板3-2的升降同步升降,电机3-5带动杯座3-4的转动。
一种保温杯底焊接设备的加工工艺,包括以下步骤:
步骤A:将保温杯7杯口朝向设置放置于杯座3-4上,且保温杯7杯口与杯座3-4之间螺纹连接,不同的保温杯7对应不同的杯座3-4,确保保温杯7底部的待焊接处、通孔和下压头 2-3位于同一直线上。
步骤B:在升降气缸3-3的作用下,带动杯座3-4和电机3-5同步上升,从而带动保温杯 7上升,直至保温杯7移动至圆锥面4-2处,此时保温杯7底部的待焊接处与通孔位置相对应,保温杯7底部的待焊接处尺寸小于通孔尺寸。
步骤C:将焊接片8放置于圆锥面4-2内,焊接片8在重力和圆锥面4-2的作用下移动至通孔处,且穿过通孔下落至保温杯7底部的待焊接处,焊接片8尺寸与保温杯7底部的待焊接处尺寸相对应,且焊接片8尺寸小于通孔尺寸,固定板4-1上形成有与保温杯7外壁尺寸相对应的装配孔,当保温杯7顶部与圆锥面4-2底部相抵时,保温杯7外壁与固定板4-1的装配孔内壁相抵。
步骤D:在下压气缸2-2的作用下带动下压头2-3下降,直至下压头2-3对焊接片8进行压紧,此时下压限位块2-6与下压限位板2-5相抵,从而对下压气缸2-2的伸缩杆的伸缩量进行限制,确保下压气缸2-2的伸缩杆的稳定性。
步骤E:打开激光焊接装置6,激光焊接装置6朝向焊接片8的边缘处,激光焊接装置6 将焊接片8边缘进行溶解,且将焊接片8边缘处于保温杯7底部的待焊接处焊接固定。
步骤F:电机3-5工作,电机3-5带动杯座3-4转动,杯座3-4转动数据根据实际需要进行设置,同步带动保温杯7和焊接片8转动,下压头2-3在焊接片8转动过程中被动同步转动。
步骤G:顶部下压装置2和底部升降旋转装置3复位,取下保温杯7完成焊接。
杯座3-4的转动方向与保温杯7的旋紧方向相反,确保在杯座3-4作用下,保温杯7转动的稳定性。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现;因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
尽管本文较多地使用了图中附图标记:机架底座1,顶部下压装置2,下压横板2-1,下压气缸2-2,下压头2-3,下压套筒2-4,下压限位板2-5,下压限位块2-6,底部升降旋转装置3,支撑柱3-1,升降板3-2,升降气缸3-3,杯座3-4,电机3-5,导向装置4,固定板4-1,圆锥面4-2,立柱5,激光焊接装置6,保温杯7,焊接片8等术语,但并不排除使用其它术语的可能性;使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
- 一种用于保温杯底抽气孔的焊接设备及其加工工艺
- 一种保温杯底片与吸气剂焊接设备