一种五金垫圈冲压装置
文献发布时间:2023-06-19 10:29:05
技术领域
本发明涉及五金加工技术领域,涉及一种五金垫圈冲压装置。
背景技术
金属垫圈就是由高精密度,高硬度的片状材料精制而成,通常用在精密模具或精密五金的调整以及测量,或者作为垫块,称为精密垫圈,有时也叫模具垫圈或精密间隙片,金属垫圈在加工时需要用到冲压装置,以完成金属垫圈表面的冲孔。
现有的金属垫圈冲压装置虽然能实现将金属片冲压成金属垫圈,但是冲压过程比较危险,一般在冲压金属片时容易造成金属片的飞溅,这样很不安全,并且需要人工手动放置金属片和取出成品件,这样的工作环境对工作人员没有安全保障。
因此设计一种在冲压过程中能先将金属片压住,再对金属片进行冲孔,并设有缓冲保护装置的五金垫圈冲压装置很有必要。
发明内容
现有装置在冲压金属片时容易造成金属片的飞溅,这样很不安全,并且需要人工手动放置金属片和取出成品件,这样的工作环境对工作人员没有安全保障的缺点,要解决的技术问题:提供一种在冲压过程中能先将金属片压住,再对金属片进行冲孔,并设有缓冲保护装置的五金垫圈冲压装置
技术方案如下:一种五金垫圈冲压装置,包括有支架A、支架B、长竖板、短竖板、上孔板、下孔板、U型架和冲压机构,支架A和支架B对称设置在整个装置的两侧,长竖板固定连接在支架A的一端,短竖板固定连接在支架A上,短竖板靠近长竖板,上孔板的孔径较下孔板大,上孔板和下孔板的两端分别固定连接在支架A和支架B相对的两侧内侧表面,U型架的两个侧端固定连接在支架A和支架B的一端,其中U型架的一端固定在长竖板上,冲压机构固定连接在U型架上,冲压机构的冲压部分零件与上孔板和下孔板滑动接触。
作为优选,冲压机构包括有气缸、冲压杆、冲压头、内冲孔机构和大弹簧,气缸固定连接在U型架上,气缸上连接有冲压杆,冲压杆由两段套在一起的圆杆组成,下端圆杆在上端圆杆内滑动,冲压杆远离气缸的一端固定连接有内冲孔机构,冲压杆上套有冲压头,冲压头与内冲孔机构滑动连接,大弹簧套在冲压杆上,大弹簧的上下两端分别与冲压杆和内冲孔机构接触。
作为优选,内冲孔机构包括有短圆管、斜块、连接方块、小弹簧和滑销,短圆管与冲压杆滑动连接,连接方块与冲压杆底端固定连接,连接方块的四个侧面固定连接有四个滑销,每个滑销上各套有一个小弹簧,滑销的另一端连接有斜块,斜块与短圆管和冲压头滑动连接。
优选地,还包括有传动机构,传动机构包括有T型齿条弯杆、滑道、转轴一和齿轮一,T型齿条弯杆的一端固定连接在冲压杆上靠近气缸的一端,滑道固定连接在支架A的一侧,滑道靠近长竖板,T型齿条弯杆在滑道上滑动,转轴一转动连接在短竖板和长竖板上,齿轮一是个棘轮,转轴上固定连接有齿轮一,齿轮一与T型齿条弯杆上的齿牙啮合。
优选地,还包括有送料机构,送料机构包括有带轮一、接料台、转轴三、带轮二、皮带一、转轴四、带轮三、皮带二、滚轮一、减震机构、滚轮二和转轴五,带轮一固定连接在转轴一上,转轴三的两端分别转动连接在支架A和支架B的一侧,转轴三靠近支架A的一端固定连接有带轮二,带轮二是由两个皮带轮槽的带轮组成,皮带一绕设在带轮一和带轮二上,转轴四的两端分别转动连接在支架A和支架B上,转轴四远离转轴三,带轮三固定连接在转轴四靠近支架A的一端,皮带二绕设在带轮三和带轮二上,滚轮一设置有两个,其中一个固定连接在转轴三上,另外一个固定连接在转轴四上,在两个滚轮一的中间设置有接料台,接料台的两侧分别固定连接在支架A和支架B上,减震机构有四个,每两个分为一组,每组对称设置在支架A和支架B上,每组减震机构上转动连接有一个转轴五,转轴五上固定连接有滚轮二,滚轮二与滚轮一对称设置。
作为优选,还包括有减震机构,减震机构包括有方滑块、长柱和减压簧,方滑块滑动连接在支架A和支架B上的滑槽中,方滑块403与转轴五402转动连接,长柱的两端固定连接在方滑块和支架A或支架B的一侧,减压簧套在长柱上。
作为优选,还包括有拨料机构,拨料机构包括有齿轮二、转轴二、齿轮三、圆柱、L型推杆、落料板、限位框、集料盒和滑动板,齿轮二固定连接在转轴一上,转轴二转动穿过短竖板和长竖板,转轴二靠近长竖板的一侧固定连接有齿轮三,齿轮二与齿轮三啮合,齿轮三上固定连接有圆柱,L型推杆放置在下孔板上,L型推杆的一端穿过支架A并连接有限位框,圆柱在限位框中滑动,限位框在支架A上滑动,落料板位于下孔板的一侧,落料板的下端设置有滑动板,滑动板固定连接在支架A和支架B的内侧,滑动板上放置有两个集料盒,其中一个位于下孔板孔的正下方,另一个位于落料板的一侧。
作为优选,拨料机构会随冲压机构做同步运动,随着冲压杆的上下运动,拨料机构也会做往复运动。
与现有技术相比,本发明具有如下优点:
1、本发明设置有冲压机构,冲压机构内设内冲孔机构,冲压机构配合上孔板能在先压住金属片的同时完成圆形垫片的冲压动作,内冲孔机构又能配合下孔板在圆形垫片的基础上继续将其冲压成垫圈,这样便实现了先压住金属片,在进行冲压成型的目的。
2、本发明设置有上料机构和拨料机构,上料机构能在冲压之前将待加工件传送置冲压区,完成了对待加工件的送料,拨料机构能配合冲压机构将加工完的成品和废料输送置收集盒中,这样便代替人工自动完成了对成品和废料的收集,降低了冲压过程中产生的安全隐患。
3、冲压机构在运作的同时会带动送料机构和拨料机构一起运行,这样便能提高装置的自动化程度,减少过多人力的参与,使得整个加工过程更加安全。
附图说明
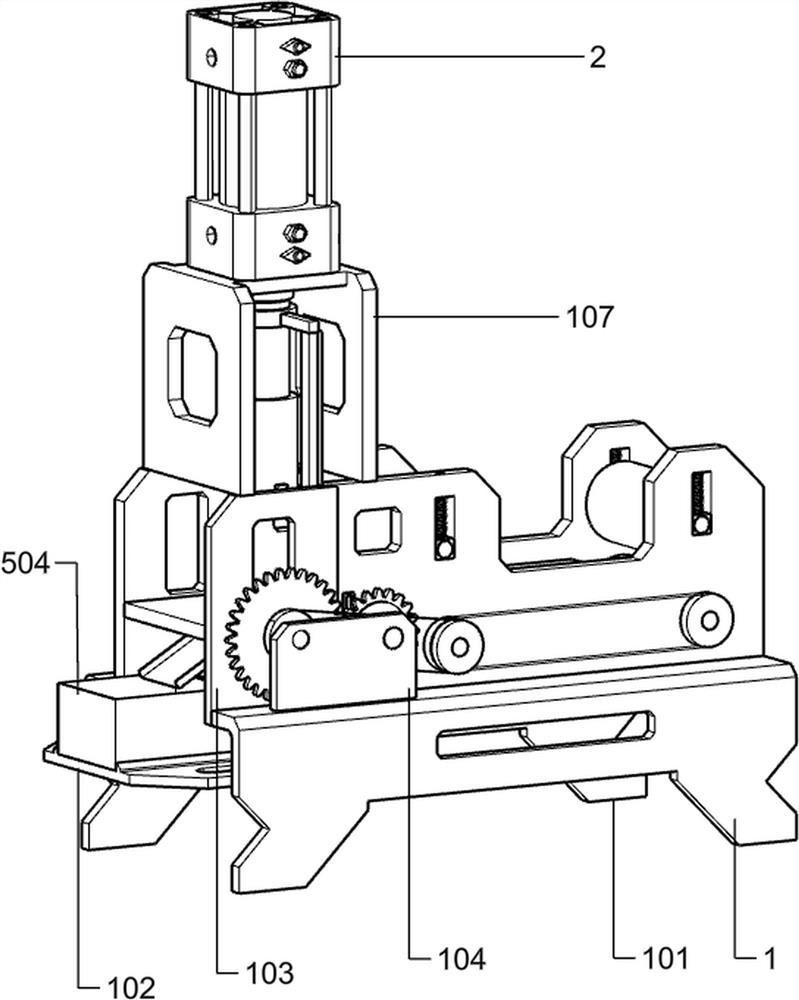
图1为本发明的主视结构示意图。
图2为本发明冲压机构的结构示意图。
图3为本发明冲压机构的局部结构示意图。
图4为本发明内冲孔机构的结构示意图。
图5为本发明传送机构的结构示意图。
图6为本发明上料的结构示意图。
图7为本发明拨料机构的结构示意图。
附图中各零部件的标记如下:1、支架A,101、支架B,102、滑动板,103、长竖板,104、短竖板,105、上孔板,106、下孔板,107、U型架,108、接料台,2、气缸,201、冲压杆,202、冲压头,203、大弹簧,204、短圆管,205、斜块,206、连接方块,207、小弹簧,208、滑销,3、T型齿条弯杆,3A、滑道,301、转轴一,302、齿轮一,303、齿轮二,304、带轮一,305、转轴二,306、齿轮三,307、转轴三,308、带轮二,309、皮带一,310、转轴四,311、带轮三,312、皮带二,4、滚轮一,401、滚轮二,402、转轴五,403、方滑块,404、长柱,405、减压簧,5、圆柱,501、L型推杆,502、落料板,503、限位框,504、集料盒。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
一种五金垫圈冲压装置,如图1-2所示,包括有支架A1、支架B101、长竖板103、短竖板104、上孔板105、下孔板106、U型架107和冲压机构,支架A1和支架B101对称设置在整个装置的两侧,长竖板103固定连接在支架A1的左前端,短竖板104固定连接在支架A1左上侧,短竖板104位于长竖板103的前侧,上孔板105的孔径较下孔板106大,上孔板105和下孔板106的前后两侧分别固定连接在支架A1和支架B101相对的两侧内侧表面,U型架107的底侧两端固定连接在支架A1和支架B101的上端,其中U型架107的左下端固定在长竖板103上,冲压机构固定连接在U型架107上,冲压机构的冲压部分零件与上孔板105和下孔板106滑动接触。
工作人员先将代加工金属片放入置冲压机构的正下方,然后再将冲压机构启动,冲压机构将会先向下压住金属片,然后对位于上孔板105上的待加工金属片进行第一次冲压,冲压后的金属片会被压入下孔板106上,这时在对金属片进行第二次冲压便能得到所需的成品工件。
实施例2
在实施例1的基础之上,如图2-5所示,冲压机构包括有气缸2、冲压杆201、冲压头202、内冲孔机构和大弹簧203,气缸2固定连接在U型架107上,气缸2下端连接有冲压杆201,冲压杆201由两段套在一起的圆杆组成,下端圆杆在上端圆杆内滑动,冲压杆201的下端固定连接有内冲孔机构,冲压杆201上套有冲压头202,冲压头202与内冲孔机构滑动连接,大弹簧203套在冲压杆201上,大弹簧203的上下两端分别与冲压杆201和内冲孔机构接触。
当工作人员启动气缸2后,气缸2将带动冲压杆201向下运动,连接在冲压杆201外的冲压头202月例会随其一起运动,当冲压头202触碰到待加工件时,冲压头202会预先将金属片压住,而后会将金属片冲压成一个圆形工件,这是圆形工件会被冲压头202继续下压,直至接触到下孔板106,这时冲压头202会被下孔板106抵住不动,而内冲孔机构会继续被冲压杆201下压,内冲孔机构会再次对待加工件冲压,这次会将圆形工件冲压成圆环型工件,冲压杆201上的缓冲弹簧将会起到保护作用,这样便完成了垫圈的冲压。
内冲孔机构包括有短圆管204、斜块205、连接方块206、小弹簧207和滑销208,短圆管204与冲压杆201滑动连接,连接方块206与冲压杆201底端固定连接,连接方块206的四个侧面固定连接有四个滑销208,每个滑销208上各套有一个小弹簧207,滑销208的外端连接有斜块205,斜块205与短圆管204和冲压头202滑动连接。
当冲压头202向下受阻时,冲压头202会先下压固定住金属片,放置冲压时被弹飞,继续下压的冲压杆201会挤压内冲孔机构继续向下运动,这时冲压杆201会向下挤压使得短圆管204与冲压头202发生相对滑动,斜块205会收缩到冲压头202中,短圆管204会继续将圆形工件冲压成圆环型成品件,这样便使得之中的成品件加工完成。
还包括有传动机构,传动机构包括有T型齿条弯杆3、滑道3A、转轴一301和齿轮一302,T型齿条弯杆3的一端固定连接在冲压杆201上靠近气缸2的一端,滑道3A固定连接在支架A1的一侧,滑道3A靠近长竖板103,T型齿条弯杆3在滑道3A上滑动,转轴一301转动连接在短竖板104和长竖板103上,齿轮一302是个棘轮,转轴上固定连接有齿轮一302,齿轮一302与T型齿条弯杆3上的齿牙啮合。
当冲压杆201运动时,会带动连接在其上的T型齿条弯杆3沿着滑道3A滑动,T型齿条弯杆3的上下往复运动会带动齿轮一302以及转轴一301转动,齿轮一302会在T型齿条弯杆3向下运动时空转,只有T型齿条弯杆3向上运动时齿轮一302才会转动,这样便能带动连接在转轴一301上的其他零件一起转动,这样便完成了动力传输的目的。
实施例3
在实施例2的基础之上,如图5-7所示,还包括有送料机构,送料机构包括有带轮一304、接料台108、转轴三307、带轮二308、皮带一309、转轴四310、带轮三311、皮带二312、滚轮一4、减震机构、滚轮二401和转轴五402,带轮一304固定连接在转轴一301上,转轴三307的两端分别转动连接在支架A1和支架B101的一侧,转轴三307靠近支架A1的一端固定连接有带轮二308,带轮二308是由两个皮带轮槽的带轮组成,皮带一309绕设在带轮一304和带轮二308上,转轴四310的两端分别转动连接在支架A1和支架B101上,转轴四310远离转轴三307,带轮三311固定连接在转轴四310靠近支架A1的一端,皮带二312绕设在带轮三311和带轮二308上,滚轮一4设置有两个,其中一个固定连接在转轴三307上,另外一个固定连接在转轴四310上,在两个滚轮一4的中间设置有接料台108,接料台108的两侧分别固定连接在支架A1和支架B101上,减震机构有四个,每两个分为一组,每组对称设置在支架A1和支架B101上,每组减震机构上转动连接有一个转轴五402,转轴五402上固定连接有滚轮二401,滚轮二401与滚轮一4对称设置。
当转轴一301带动转动时,连接在转轴一301上的带轮一304会带动带轮二308转动,这样便能将动力传输至转轴三307上,转轴三307的转动会带动带轮三311和转轴四310以及两个滚轮一4转动,当待加工原料从滚轮二401和滚轮一4的间隙中穿过时,滚轮一4的转动会带动待加工原料向前运动,这时滚轮二401和滚轮一4会配合将待加工件传送置加工区域。
还包括有减震机构,减震机构包括有方滑块403、长柱404和减压簧405,前侧的两个方滑块403滑动连接在支架A1的滑槽中,后侧的两个方滑块403滑动连接在支架B101上的滑槽中,方滑块403与转轴五402转动连接,前侧两个长柱404的上下两端分别固定连接在支架A1和方滑块403的上下两侧,后侧两个长柱404的上下两端分别固定连接支架B101和后侧方滑块40的一上下两侧,减压簧405套在长柱404上。
方滑块403、长柱404和减压簧405相互配合,主要时起到一个减震的作用,当滚轮二401受到挤压时,滚轮二401会带动长柱404和方滑块403运动,使得方滑块403在支架A1或支架B101上滑动,这样就避免了待加工原料被卡在滚轮一4和滚轮二401之间。
还包括有拨料机构,拨料机构包括有齿轮二303、转轴二305、齿轮三306、圆柱5、L型推杆501、落料板502、限位框503、集料盒504和滑动板102,齿轮二303固定连接在转轴一301上,转轴二305转动穿过短竖板104和长竖板103,转轴二305的前端固定连接有齿轮三306,齿轮二303与齿轮三306啮合,齿轮三306上固定连接有圆柱5,L型推杆501放置在下孔板106上,L型推杆501的前端穿过支架A1并连接有限位框503,圆柱5在限位框503中滑动,限位框503在支架A1上滑动,落料板502位于下孔板106的左侧,落料板502的下端设置有滑动板102,滑动板102固定连接在支架A1和支架B101的内侧,滑动板102上放置有两个集料盒504,其中一个位于下孔板106孔的正下方,另一个位于落料板502的下端。
转轴一301的转动会带动齿轮二303一起转动,齿轮二303的转动会带动与之啮合的齿轮三306的转动,既而使得齿轮三306带动圆柱5运动,圆柱5运动时会带动限位框503运动,而限位框503又是与L型推杆501连接在一起的,因而限位框503会带动L型推杆501将加工文成的成品件从下孔板106上推下去,成品件会沿着落料板502滑落置其中一个集料盒504中,肥料会从下孔板106的圆孔掉落置另一个集料盒504中,这样便玩成了成品件和废料的收集。
拨料机构会随冲压机构做同步运动,随着冲压杆201的上下运动,拨料机构也会做往复运动。
拨料机构的运动与冲压杆201时同步的,当冲压杆201向下运动时,拨料机构的L型推杆501会向后运动,当冲压杆201向上运动时,L型推杆501会将加工完成的成品件推向集料盒504,这样便能在退料的同时不阻挡冲压机构的运行。
上述实施例,只是本发明的较佳实施例,并非用来限制本发明实施范围,故凡以本发明权利要求所述内容所做的等效变化,均应包括在本发明权利要求范围之内。
- 一种五金垫圈冲压装置
- 一种密封垫圈冲压模具及其自动冲压成型装置