一种数显厚度测量装置及其用法
文献发布时间:2023-06-19 11:02:01
技术领域
本发明涉及一种数显厚度测量装置及其用法,属于检测设备技术领域。
背景技术
管道焊接后需要检测焊接部位的堆焊层厚度,现有技术中测量堆焊层厚度所采用的测量装置因为需要人工读取刻线读数,且需要二次读取数据,数据转换不方便,对于视力不好的检验员使用非常不方便。而且如果业主或者监理需要拍照记录数据时,也不能直接拍照记录最终的厚度数据。所以本技术领域亟需解决如何便捷地测量堆焊层厚度,且容易获得测量读数和记录测量数据的问题;需要研制新的便捷的检测装置,直接显示测量的数据,解决目前测量、读数和记录困难的难点问题。
发明内容
本发明的目的是为解决如何便捷地测量堆焊层厚度,且容易获得测量读数和记录测量数据技术问题。
为达到解决上述问题的目的,本发明所采取的技术方案是提供一种数显厚度测量装置;包括顶尖测量杆、数字显示器、直线位移传感器、平行移动直尺和标准磁性座体;标准磁性座体上设有平行移动直尺,平行移动直尺的一端与数字显示器连接;数字显示器中穿设有顶尖测量杆;数字显示器与顶尖测量杆之间设有直线位移传感器。
优选地,所述直线位移传感器设为直线型容栅传感器。
优选地,所述数字显示器上设有用于固定顶尖测量杆的顶尖测量杆紧固螺丝。
优选地,所述标准磁性座体上设有平行移动直尺框架,平行移动直尺框架中穿设有平行移动直尺的另一端。
优选地,所述平行移动直尺的一端与数字显示器之间设有连接杆。
优选地,所述平行移动直尺的长度方向与顶尖测量杆的长度方向相互垂直。
优选地,所述平行移动直尺框架上设有用于固定平行移动直尺的平行移动直尺紧固螺帽。
优选地,所述标准磁性座体上设有磁性开关。
优选地,所述顶尖测量杆的一端设有顶尖保护套。
相比现有技术,本发明具有如下有益效果:
①操作方便,读数直观;②测量数据准确,测量时间短;③应用范围广。
附图说明
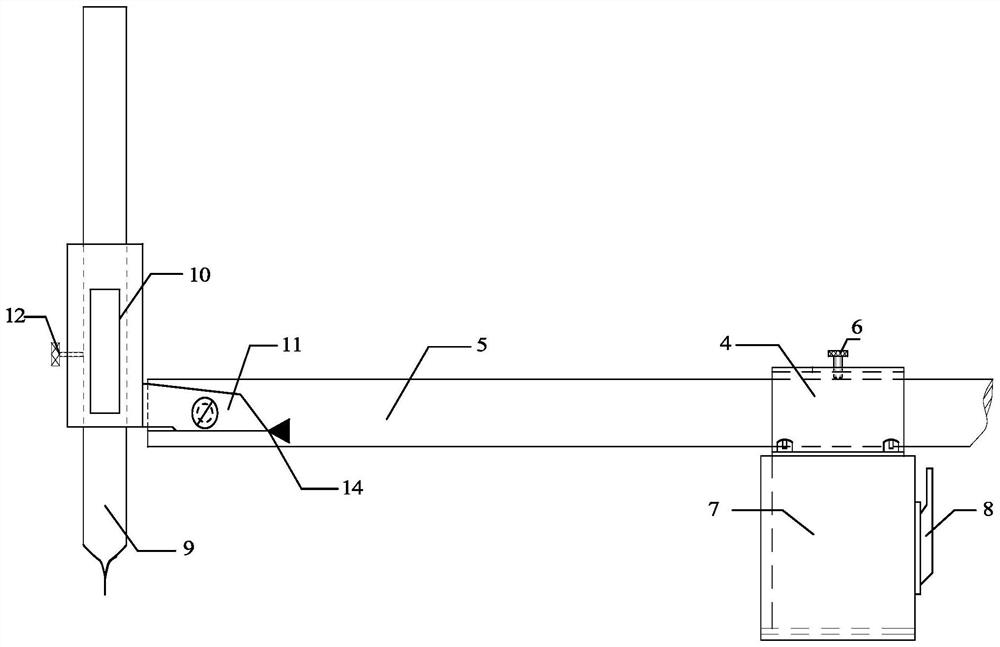
图1为本发明应用示意图;
图2为本发明结构示意图一;
图3为本发明结构示意图二;
附图标记:1.厚度测量装置;2.被测管子;3.堆焊层;4.平行移动直尺框架;5.平行移动直尺;6.平行移动直尺紧固螺帽;7.标准磁性座体;8.磁性开关;9.顶尖测量杆;10.数字显示器;11.连接杆;12.顶尖测量杆紧固螺丝;13.顶尖保护套;14.位置标记。
具体实施方式
为使本发明更明显易懂,兹以优选实施例,并配合附图作详细说明如下:
如图1-3所示,本发明提供一种数显厚度测量装置1,包括顶尖测量杆9、数字显示器10、直线位移传感器、平行移动直尺5和标准磁性座体7;标准磁性座体7上设有平行移动直尺5,平行移动直尺5的一端与数字显示器10连接;数字显示器10中穿设有顶尖测量杆9;数字显示器10与顶尖测量杆9之间设有直线位移传感器。直线位移传感器设为直线型容栅传感器。数字显示器10上设有用于固定顶尖测量杆9的顶尖测量杆紧固螺丝12。标准磁性座体7上设有平行移动直尺框架4,平行移动直尺框架4中穿设有平行移动直尺5的另一端。平行移动直尺5的一端与数字显示器10之间设有连接杆11。平行移动直尺5的长度方向与顶尖测量杆9的长度方向相互垂直。平行移动直尺框架4上设有用于固定平行移动直尺5的平行移动直尺紧固螺帽6。标准磁性座体7上设有磁性开关8。顶尖测量杆9的一端设有顶尖保护套13。
实施例
一种数显厚度测量装置1的制造过程:
1.找一把报废的游标卡尺,线切割除去内外量爪,游框做成平行移动直尺框架4,框架4的上平面中间设置3mm螺孔,配3mm平行移动直尺紧固螺帽6;主尺设置成平行移动直尺5,在平行移动直尺5的一端钻一个6mm通孔。
2.将平行移动直尺5插入平行移动直尺框架4中,将平行移动直尺框架4夹压紧固在标准磁性座体7的上端面平面的中间。
3.再找一把报废的数显游标卡尺,线切割除掉内量爪和主尺上的一个外量爪,将数显卡尺的主尺前端磨成针状后做成顶尖测量杆9,在数字显示器10的下量爪上钻一个6mm通孔,下量爪作为连接杆11。
4.将连接杆11放在平行移动直尺5的前端,当下量爪上6mm通孔和平行移动直尺5端部的6mm通孔重合时,用螺丝将连接杆11连接在平行移动直尺5上,如图3所示;调整连接杆11姿态,当连接杆11的下平面与平行移动直尺5长度方向平行时,如图2所示,旋紧螺丝,在平行移动直尺5上设置位置标记14。此时,连接杆11紧固在平行移动直尺5上,顶尖测量杆9与平行移动直尺5相互垂直。
5.找一根电源线,抽取里面的电线,做成顶尖保护套13,设备使用结束后,将顶尖保护套13套在顶尖测量杆9顶尖位置。
6.平行移动直尺框架4、平行移动直尺5、标准磁性座体7、顶尖测量杆9、数字显示器10和连接杆11等六部分组成了数显厚度测量装置。
一种数显厚度测量装置1的使用过程:
①置零:
将本发明数显厚度测量装置1放置在被测管子2合适的光面区域,当平行移动直尺5与被测管子2的母线/中轴线平行时,旋紧标准磁性座体7的磁性开关8,将数显厚度测量装置1固定在被测管子2上。
旋松顶尖测量杆紧固螺丝12,用手向下移动顶尖测量杆9,当顶尖测量杆9的顶尖部位接触到被测管子2的外表面时,按动数字显示器10的置零键。此时,数字显示器10上的数字显示为0。
②测量记录最低点厚度:
对施焊区域捕捉目视最低点,在平行移动直尺框架4内纵向移动平行移动直尺5,结合环向旋转标准磁性座体7的V型底面,使顶尖测量杆9的顶尖部位对准并接触到目视最低点的堆焊层3表层点上,旋紧顶尖测量杆紧固螺丝12,并在数字显示器10上读取和记录测量的厚度值。
同理,按照上述方法测量该根被测管子2其它部位低点的厚度。比较记录该根被测管子2堆焊层3的最低厚度。
③测量记录其它被测管子2堆焊层3的最低厚度,确定堆焊层厚度是否达标。
以上所述,仅为本发明的较佳实施例,并非对本发明任何形式上和实质上的限制,应当指出,对于本技术领域的普通技术人员,在不脱离本发明的前提下,还将可以做出若干改进和补充,这些改进和补充也应视为本发明的保护范围。凡熟悉本专业的技术人员,在不脱离本发明的精神和范围的情况下,当可利用以上所揭示的技术内容而做出的些许更动、修饰与演变的等同变化,均为本发明的等效实施例;同时,凡依据本发明的实质技术对上述实施例所作的任何等同变化的更动、修饰与演变,均仍属于本发明的技术方案的范围内。
- 一种数显厚度测量装置及其用法
- 一种数显厚度测量装置