用于弯曲玻璃片材的方法和装置
文献发布时间:2023-06-19 11:45:49
技术领域
本发明涉及一种用于弯曲玻璃片材的方法和装置,特别是如下这种类型的方法和装置,其中被带至软化温度的玻璃片材在下辊床和上辊床之间连续移动,下辊床和上辊床使得玻璃片材遵循在玻璃片材移动方向上的弯曲路线,以便弯曲玻璃片材,玻璃片材然后立即被冷却以便在固化其弯曲形状中。
背景技术
该技术使得能够生产在两个辊床之间的玻璃片材的移动方向上具有曲率的玻璃片材。该技术还使得能够生产弯曲成圆柱形状以及更复杂的非圆柱形弯曲形状的玻璃片材,因为该技术还使得能够根据两个辊床中的辊的形状使玻璃片材在垂直于其在两个辊床之间的移动方向的方向上弯曲。
该技术特别用于制造机动车辆玻璃窗,例如机动车辆侧窗玻璃,其通常具有大致复曲面(torique)的表面。该技术通常以很高的生产率被使用,特别是因为在上下辊床之间的玻璃片材彼此之间的间距只有几厘米。这使得最终玻璃窗的主曲率和光学质量具有良好的再现性。
该技术在美国专利4,139,359、4,540,425、4,540,426、5,236,487、6,598,427、美国专利2007/0084245 A1和美国专利2015/0259234 A1中尤其被描述。
然而,这些弯曲玻璃片材的形状变得越来越复杂。为了避免加工特定的辊床和在每个新系列弯曲玻璃片材的情况下更换辊床的需要(考虑到这些操作耗时且必须精确),美国专利2006/0010916 A1提出了一种技术,该技术包括当玻璃片材在辊床之间通过时,在能够相对于没有吹送的情况下获得的最终弯曲不对称地影响弯曲的玻璃片材的最终凹度的条件下,在玻璃片材的至少一个面上实施连续的空气吹送。该连续的空气吹送由至少一个固定喷嘴实施,该喷嘴位于接连的辊之间的其中玻璃片材仍处于柔软状态的位置。该空气吹送还使得可以改变玻璃片材在垂直于其在辊床之间的行进的方向上的最终弯曲。
目前还存在生产在玻璃片材在辊床之间的行进方向上具有不对称弯曲的玻璃片材的需求。
该需求特别适用于机动车辆的侧窗玻璃。对于这种窗玻璃,希望窗玻璃的上部在其在机动车辆中的组装位置是过度弯曲的,即局部地具有较小的曲率半径,以便在高速行驶过程中在所述侧窗玻璃关闭期间适应车辆空气动力学的影响。
实际上,在高速行驶过程中,在车辆的侧面部分形成低压,该低压倾向于将侧窗玻璃“拉”向车辆的外部。在这种情况下,当窗户是打开的时,窗户可能在关闭操作期间变形,并从门上部的密封接合处脱出,从而导致声音噪声和对雨水的密封的失效。
这种现象可以通过略微过度弯曲侧窗玻璃的上部来避免,而不改变侧窗玻璃的整体形状,从而不影响车辆的风格。
然而,上述弯曲技术不允许实现车辆侧窗玻璃的上部的这种过度弯曲。这是由于这样的事实,即当窗玻璃通过辊床之间时,窗玻璃的上边缘横向于其在辊床之间的移动方向延伸,而辊床在辊床之间的窗玻璃移动方向上向窗玻璃的每个部分赋予固定的曲率半径。根据美国专利2006/0010916 A1,由一个或多个固定喷嘴提供的连续空气吹送仅使得窗玻璃能够绕着在辊床之间的窗玻璃的移动方向上延伸的轴线过度弯曲。
发明内容
本发明的一个目的是能够解决上述需求。本发明旨在提供一种能够实施在机动车辆侧窗玻璃的上部中的过度弯曲的技术。更一般地,本发明的一个目的是提供一种技术,该技术能够使玻璃片材的弯曲轮廓变化超出现有技术中可用的可能性。
为此,本发明提出了一种用于弯曲玻璃片材的方法,包括:
-使被带至软化温度的玻璃片材连续移动通过成形装置,在该成形装置中,随着玻璃片材在成形装置中通过,玻璃片材被弯曲并经受强制冷却,以便使玻璃片材的整体固化在弯曲状态,以及
-在玻璃片材在成形装置中通过时,在玻璃片材的至少一个面上进行气体(优选空气)吹送,相对于玻璃片材在成形装置中的移动方向,在强制冷却上游将所述气体吹送施加到玻璃片材的至少一个面上,
其中,所述气体吹送:
-是在与不存在所述气体吹送时所获得的弯曲形状相比能够引起在玻璃片材通过成形装置后所获得的玻璃片材的弯曲形状改变的条件下进行,且
-包括或在于仅局部影响玻璃片材的一个面的至少一个局部气体吹送,
该方法还包括根据从检测到玻璃片材到达成形装置中起所计算的经过的时间来控制局部气体吹送。
因此,玻璃片材在软化温度下进入成形装置,该软化温度使得玻璃片材在成形装置中发生塑性变形,以便使玻璃片材弯曲。用于将整个玻璃片材固化在弯曲状态的强制冷却通常对应于玻璃片材的热处理,其通过在玻璃片材中产生内部机械应力来机械强化玻璃片材。其最常见地涉及热回火或热半回火(semi-trempe thermique),也称为热淬火。强制冷却通常不同时应用于成形装置中的玻璃片材的整体,而是随着玻璃片材在成形装置中通过,其具有随着玻璃片材在成形装置中通过而固化至弯曲状态,直到玻璃片材的整体已经固化的效果。
通常在强制冷却之前施加弯曲,但是弯曲和强制冷却也可以以几乎同时的方式施加到片材上。
根据对玻璃片材到达成形装置中的检测来控制玻璃片材的面上的局部气体吹送,这为影响玻璃片材的最终弯曲形状的可能性带来了更大的范畴(latitude)。气体吹送的温度和压力条件优选由本领域技术人员选定,以在玻璃片材上的一个或多个局部气体吹送冲击区域中产生热梯度,该热梯度在玻璃片材冷却和固化后表现为相应区域中玻璃片材的弯曲的改变。可以在弯曲之前或者在弯曲和强制冷却之间进行局部气体吹送。
根据优选实施例,根据本发明的方法包括一个或多个以下特征:
-局部气体吹送的控制包括以下三个行为中的一个或多个或全部:根据从检测到玻璃片材到达成形装置中起所计算的经过的时间,横向于成形装置中玻璃片材的移动方向而移动玻璃片材的面上的局部气体吹送冲击区域;根据从检测到玻璃片材到达成形装置中起所计算的经过的时间而启用和停用局部气体吹送;并根据从检测到玻璃片材到达成形装置中起所计算的经过的时间而改变局部吹送的气体的压力,
-该方法包括使用用于局部气体吹送的至少一个喷嘴,并且根据从检测到玻璃片材的到达起所计算的经过的时间,横向于玻璃片材的移动方向而移动喷嘴,从而实施横向于成形装置中玻璃片材的移动方向而移动玻璃片材的面上的局部气体吹送冲击区域,
-玻璃片材的强制冷却包括或涉及玻璃片材的热回火或热淬火,
-该方法包括在玻璃片材的面的局部区域中施加局部气体吹送,该局部区域具有横向于玻璃片材在成形装置中的移动方向延伸的细长形状,在玻璃片材的面上的局部气体吹送冲击区域根据从检测到玻璃片材到达成形装置中起所计算的经过的时间而移动,从而在玻璃片材在成形装置中移动期间移动到所述局部区域中,
-该方法包括根据导致玻璃片材在其在成形装置中通过后获得的弯曲凹度相对于不存在气体吹送时所获得的弯曲凹度局部增加的条件进行气体吹送,弯曲的所述局部增加定位成沿着横向于玻璃片材移动方向延伸的玻璃片材边缘,
-玻璃片材是机动车辆侧窗玻璃,并且该方法包括控制气体吹送,以便引起相对于侧窗玻璃在机动车辆中的预设装配而定位成沿着机动车辆侧窗玻璃的上边缘的弯曲的局部增加,
-成形装置包括下辊床和上辊床,并且该方法包括使被带至软化温度的玻璃片材在下辊床和上辊床之间连续移动,下辊床和上辊床布置成迫使玻璃片材遵循在玻璃片材移动方向上的弯曲路线,以便弯曲玻璃片材。
根据本发明的方法应用于厚度优选地在0.49毫米至6.1毫米范围内,更优选在0.9毫米至5.1毫米范围内的单个玻璃片材。这些片材可以涂覆或不涂覆一个或多个薄层,诸如一个或多个抗红外层(例如由银制成),或者一个或多个所谓的Low-E 层:这些层未被考虑在上述厚度范围内。
根据另一方面,本发明提出了一种用于弯曲玻璃片材的装置,包括:
-成形装置,通过使预先被带至软化温度的玻璃片材连续移动通过成形装置来弯曲所述玻璃片材,该成形装置被设计成随着玻璃片材在成形装置中通过而弯曲玻璃片材并使玻璃片材经受强制冷却,以便将玻璃片材的整体固化在弯曲状态,
-局部气体吹送系统,用于在玻璃片材在成形装置中通过时将气体,优选空气,局部吹送到玻璃片材的面上,该局部气体吹送系统被设计成相对于玻璃片材在成形装置中的移动方向在强制冷却上游将气体局部吹送到玻璃片材的面上,
-检测器,用于相对于玻璃片材在成形装置中的移动方向,在局部气体吹送系统上游,在玻璃片材在成形装置中通过时检测玻璃片材的边缘,以及
-控制系统,其被预设用于根据从由检测器提供的玻璃片材边缘的检测信号起所计算的经过的时间来控制局部气体吹送系统。
这种用于弯曲玻璃片材的装置可用于实施如上所述的根据本发明的方法。
根据优选实施例,根据本发明的用于弯曲玻璃片材的装置可以具有一个或多个以下特征:
-该控制系统被设计成控制局部气体吹送系统,以便:根据从检测到玻璃片材到达成形装置中起所计算的经过的时间,横向于成形装置中玻璃片材的移动方向而移动玻璃片材的面上的局部气体吹送冲击区域;和/或根据从由检测器提供的玻璃片材边缘的检测信号起所计算的经过的时间而启用和停用局部气体吹送;和/或根据从由检测器提供的玻璃片材边缘的检测信号起所计算的经过的时间而改变局部吹送的气体的压力,
-局部气体吹送系统包括至少一个喷嘴,
-局部气体吹送系统包括用于移动喷嘴的移动装置,该移动装置被设计成横向于玻璃片材在成形装置中的移动方向而移动喷嘴,控制系统被设计成根据从由检测器提供的玻璃片材边缘的检测信号起起所计算的经过的时间来控制喷嘴的移动系统,
-成形装置包括下辊床和上辊床,它们布置成使玻璃片材在它们之间通过,并迫使在它们之间通过的玻璃片材遵循在玻璃片材移动方向上的弯曲路线行进,以便使玻璃片材弯曲,
-喷嘴布置在辊床中的一者的两个接连的辊之间,用于移动喷嘴的移动装置设计成在这两个接连的辊之间移动喷嘴,
-成形装置被设计成通过玻璃片材的所述强制冷却使玻璃片材经受热回火或热淬火,
-该装置还包括一组空气吹送喷嘴,用于使玻璃片材经受所述强制冷却,所述组的喷嘴横向于玻璃片材的行进方向分布,并布置在辊床中的至少一者的接连的辊(21;22)之间,优选地布置在两个辊床的接连的辊之间。
在本发明的范围内,下辊床和上辊床的辊指的是能够通过其形状和/或布置向玻璃片材赋予曲率的任何类型的旋转元件。其可以是例如圆柱体、空竹桶型装置、圆锥形系统、反弯曲系统、带有弯曲纵向轮廓的杆(该杆装配有能够绕杆转动的护套)等等。特别地,其可以为如美国专利4,139,359、美国专利5,069,705、美国专利5,094,679、美国专利5,236,487或美国专利2015/0259234 A1中所描述的辊。
在本发明的范围内,玻璃片材的热回火指的是向玻璃片材赋予大于90兆帕的,通常在90和200兆帕之间的表面应力。热半回火,也称为热淬火,指的是向玻璃片材赋予15至90兆帕,更通常为20至60兆帕的表面应力。前面提到的应力值都是绝对值。表面应力可以使用一种基于偏光原理的仪器来测量,例如GlasStress有限公司销售的Scalp-04偏光仪。其值被确定为在玻璃片材的主表面上的五次测量(测量在玻璃片材的中部进行,该中部可以被选为其质心)以及另外四次测量(在一条假想线上以相等的距离分布,该假想线围绕玻璃片材的主表面的一圈延伸,其距离玻璃片材的外周边缘的距离等于玻璃片材的厚度的十倍)的算术平均值。在具有四个角的玻璃片材的特定情况下,优选地,这四个测量中的每一个都在玻璃片材的相应角中在该假想线上进行。
附图说明
本发明的其他方面、特征和优点在下面作为示例并参考附图给出的本发明优选实施例的描述中阐述。
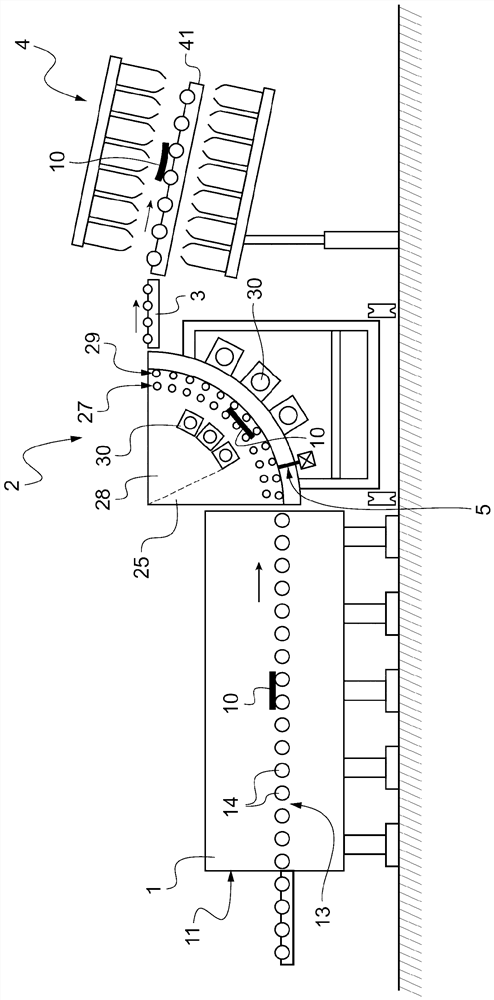
图1是根据本发明一个实施例的弯曲设备的示意性侧视图。
图2是图1中设备的成形装置的局部示意性侧视图。
图3是从上方看到的图2中成形装置的单个下部辊床的独立简化示意图,以及用于局部空气吹送的可移动喷嘴和设置用于检测玻璃片材边缘的检测器的独立简化示意图。
图4示出了一种机动车辆侧窗玻璃,该侧窗玻璃沿着其上边缘具有过度弯曲,可以使用图1中的设备来制造它。
图5是图4中的窗玻璃在图1中的设备的成形装置中的移动随时间变化的曲线图。
图6是图1中的设备的成形装置的局部空气吹送喷嘴的横向移动随时间变化的曲线图,这是为了获得沿着图4中窗玻璃的上边缘的期望的过度弯曲。
图7是示出了图4中窗玻璃上的空气吹送位置的曲线的曲线图,该曲线是通过将符合图5中的曲线图的成形装置中的窗玻璃的移动和符合图6的局部空气吹送喷嘴的移动相结合而获得的。
图8在图4的窗玻璃上示出了图7中的曲线。
具体实施方式
下面参照附图描述本发明的实施例。图1是弯曲设备的示意图,玻璃片材10在弯曲设备中连续地行进,以便在这里被弯曲。该设备依次包括加热区域1、成形装置2和二次冷却区域4,其中在成形装置2中,玻璃片材被弯曲并通过冷却而凝固在弯曲形状中,在二次冷却区域4中,玻璃片材经历最终冷却。
对于给定的玻璃片材10,弯曲过程如下进行。
处于平坦状态的玻璃片材10首先通过加热区域1,以便在此处被带至软化温度,从而能够之后通过成形装置2进行弯曲。软化温度通常为600至700℃。
加热区域1包括炉11,优选为隧道炉,玻璃片材21在输送机13上被输送通过炉11。输送机13优选是水平的,并由一系列在一个平面内对齐的直驱动辊14移动。玻璃片材10因此沿着直的水平路线被输送。在离开炉11之后,处于软化温度的玻璃片材10进入成形装置2,在那里玻璃片材将被弯曲。因此,成形装置2位于炉11的外部,或者更一般地位于加热区域1的外部。
以已知的方式,成形装置2可以包括下辊床29和上辊床27,它们被布置成使得玻璃片材10能够在它们之间通过。在所示的示例中,辊床27、29被设计成在玻璃片材10的移动方向上施加玻璃片材的上升弯曲路线21,以便弯曲玻璃片材。换言之,在成形装置2中,当玻璃片材移动通过成形装置2时,玻璃片材10获得由辊床27、29的辊施加的曲率。在一种变型中,由辊床27、29施加的路线可以是下降的。由辊床27、28施加的玻璃片材10的弯曲路线优选地与玻璃片材10在通过辊床27、29之前的直的路线相切。
由辊床27、29在玻璃片材10的移动方向上施加的曲率通常可以是至少0.8 m到无穷大。
辊床27、29的辊是转动元件。至少一些辊,优选地所有的辊被驱动旋转,以使在它们之间的玻璃片材10前进。如已经提及的,辊可以是任何类型的旋转元件,通过其形状和/或其布置,当玻璃片材在辊床27、29之间通过时,可以为玻璃片材赋予曲率。
特别地,辊床27、29可以被设计成传统地在垂直于玻璃片材10的移动方向的方向上为玻璃片材10赋予5 m至无穷大的曲率。
在该实施例中,玻璃片材10的弯曲是在成形装置2的第一区域25中实施的,因此该第一区域25是成形区域。局部空气吹送系统5设置在成形区域25中,并将在下面详细描述。
成形区域25之后是成形装置2的第二区域,其限定了玻璃片材10的回火或冷却区域28。因此,该区域28使得玻璃片材10能够经受热回火或热淬火,也称为半回火,或者更一般地经受强制冷却,以将玻璃片材10的温度降低到足够低,使得当玻璃片材离开成形装置2时,玻璃片材10保持其弯曲形状。作为该强制冷却的结果,玻璃片材10的温度降低到优选在400和500℃之间的温度,玻璃片材10在该温度下离开成形装置2。
回火或冷却构件可以以已知的方式包括一组空气吹送喷嘴,该组空气吹送喷嘴尤其横向于玻璃片材10的移动方向设置,并且优选地设置在辊床27、28的辊的两侧。喷嘴布置成将空气吹送到辊床27、29的接连的辊之间的玻璃片材10上。喷嘴优选地以固定方式布置。尤其地,喷嘴可以在布置在辊27和29两侧的吹送室30或横杆中组合在一起。因此,空气吹送喷嘴作用在玻璃片材10的两个面上,使得当通过室30时,并且取决于所选的吹送压力,玻璃片材10或者被回火或者被简单地钢化,或者至少被冷却在其弯曲构形中,以使其在离开成形装置2之后保持该构形。
玻璃片材10可以通过倾倒在输送机3上而离开成形装置2的辊床27、29,输送机3将玻璃片材10输送到平坦输送机41,平坦输送机41穿过二次冷却区域4以进一步降低玻璃片材10的温度。
在图2中更详细地示出了成形装置2。图2示出了上辊床27的辊22和下辊床29的辊21,以及在玻璃片材在成形区域25中弯曲后用于回火或冷却玻璃片材10的区域28的空气吹送喷嘴31。
该图还示出了定位在成形区域25中的局部空气吹送系统5,位于用于回火或冷却玻璃片材10的空气吹送喷嘴31的上游。局部空气吹送系统5包括设置在下辊床29的两个接连的辊(用附图标记21a和21b表示)之间的空气吹送喷嘴51。喷嘴51的位置和尺寸设置成当玻璃片材在喷嘴51前面通过时将空气局部吹送到玻璃片材10上。换言之,由喷嘴51吹送的空气仅在与玻璃片材10的面的尺寸相比尺寸有限的冲击区域上局部地影响玻璃片材10。
喷嘴51优选在垂直于玻璃片材10穿过成形装置2的移动方向Y的侧向方向X上平移可移动地安装。然后,局部空气吹送系统5可以有利地包括移动装置52,用于在两个接连的辊21a和21b之间沿方向X移动喷嘴51。这使得可以改变喷嘴51的侧向位置,并因此改变当玻璃片材在成形装置2中通过时在玻璃片材10上的空气吹送冲击区域的侧向位置。为此,通过柔性供应管向喷嘴51供应压缩空气。有利的是,喷嘴51在方向X上的移动速度是可变和可控的。因此,喷嘴51可以遵循期望的曲线,该曲线相对于玻璃片材10在成形装置2中的行进方向在玻璃片材10上横向延伸,例如沿着玻璃片材10的横向边缘,如下面将参考图8描述的。
此外,检测器6优选以固定的方式安装在喷嘴51上游的下辊床29的另外两个接连的辊(用附图标记21c和21d表示)之间。该检测器6设置用于检测玻璃片材10的边缘,并用于控制由喷嘴51提供的与玻璃片材10在成形装置2中的行进同步的局部空气吹送。如下面将更详细地示出的,可以有利地根据三个方面或所述方面中的至少一个或两个方面来控制局部空气吹送,具体地说,借助于移动装置52来控制喷嘴51的移动,启用和停用由喷嘴51进行的空气吹送,以及控制由喷嘴51吹送的空气的压力水平。
图3象征性地示出了下辊床29的两个辊21a和21b之间的喷嘴51的位置以及辊21c和21d之间的检测器6的位置。
与不存在来自局部空气吹送系统5的局部气体吹送时所获得的弯曲形状相比,局部空气吹送系统5用于引起在玻璃片材10通过成形装置2后所获得的玻璃片材的弯曲形状的改变。这尤其是通过选择由喷嘴51吹送的空气的适当温度和压力条件来实现的。
特别地,由喷嘴51吹送到玻璃片材10上的空气的温度不同于玻璃片材10的温度,使得玻璃片材10的面的经受其吹送的区域具有热梯度,该热梯度在玻璃片材在回火或冷却区域28中冷却之后表现为相应区域中玻璃片材10的弯曲的改变。
由喷嘴51吹送的空气优选比玻璃片材10的温度更冷。其可以有利地是环境温度的空气,这避免了对吹送空气进行加热或冷却。
由于空气吹送倾向于降低接收从喷嘴51吹送的空气的玻璃片材10的表面的温度,如果该吹送被施加到玻璃片材10的凸面(如在所示的示例中的情形),则其效果是与不存在所述气体吹送时所获得的凹度相比,局部地(即在接收该吹送的位置)增加玻璃片材10的凹度。相反,如果从喷嘴51的空气吹送被施加到玻璃片材10的凹面上,则其效果是与不存在所述空气吹送时所获得的凹度相比,局部地减小玻璃片材10的凹度。如果由喷嘴51吹送的空气比玻璃片材10热,则效果是相反的。
根据情况,凹度在所有方向上(即在玻璃片材10的行进方向Y和侧向方向X上)增加或减少,凹度的总体变化取决于玻璃片材10受到喷嘴10的空气吹送的区域的限定。
就压力而言,由喷嘴51进行的空气吹送优选地以10×10
借助于移动装置52,可以使由喷嘴51提供的在玻璃片材10的面上的局部气体吹送冲击区域沿侧向方向X移动。由此可以由喷嘴51将空气局部吹送到玻璃片材10的面的区域上,该区域横向于玻璃片材10的移动方向延伸。由移动装置52允许的喷嘴51侧向移动的程度优选地等于或大于由成形装置2处理的玻璃片材10的最大侧向延伸。
借助于移动装置52的喷嘴51的侧向移动与玻璃片材10通过成形装置2的移动是同步进行的。该同步由控制系统(未示出)实施,优选地通过根据从控制系统从检测器6接收到玻璃片材10的边缘的检测信号起所计算的经过的时间来控制喷嘴51的移动,要记住的是玻璃片材10连续地并且优选地以恒定的速度移动通过成形装置2。
控制系统优选地是计算机或可编程逻辑控制器,使得喷嘴51的移动能够针对不同型号的玻璃片材和/或借助于喷嘴51的局部空气吹送而获得的不同构形的玻璃片材而定制。
控制系统还可以控制电磁阀或其他合适的部件,以根据从检测器6接收到玻璃片材10边缘的检测信号起所计算的经过的时间,选择性地启用和停用喷嘴51的空气吹送。这使得可以例如在两个接续的玻璃片材10之间停止喷嘴51的空气吹送和/或在玻璃片材10在喷嘴51前方经过期间,在空间和时间上安排气体吹送。特别地,通过在空气吹送期间将喷嘴51保持在方向X上的固定位置,气体可以沿着一个或多个假想段吹送到玻璃片材10上,所述假想段仅沿着轴线Y延伸并且假想段的长度由玻璃片材的上游边缘和下游边缘限制。检测器6优选地位于喷嘴51的足够上游,以将电磁阀对命令的反应时间考虑在内,这使得可以通过喷嘴51能够有效地将空气吹送到相对于玻璃片材10在成形装置2中的移动方向Y的玻璃片材10的前边缘和后边缘之间的任何位置。
控制系统还可以设计成控制由喷嘴51吹送的空气的压力水平,这使得压力能够适应不同型号的玻璃片材和/或借助于喷嘴51的局部空气吹送而获得的不同构形的玻璃片材。该控制系统还可以设计成根据玻璃片材10的面上的局部气体吹送的冲击位置来控制气体吹送的压力水平。该功能也可以通过取决于从控制系统从检测器6接收到玻璃片材10边缘的检测信号起所计算的经过的时间的吹送空气的压力水平控制来获得。由喷嘴51吹送的空气压力的这种控制可以例如使用流量调节电磁阀来实现,该流量调节电磁阀连接到处于最大压力(例如10
气体吹送的控制可以仅使用上述三个方面中的一个方面或组合来实施。作为变型,空气吹送喷嘴51因此固定地布置,喷嘴51的空气吹送和/或吹送的空气的压力有利地由控制系统选择性地控制。
接下来,将描述使用成形装置2来弯曲构成机动车辆的侧窗玻璃10'的玻璃片材,该侧窗玻璃的俯视图在图4中示出。其也在图3中在弯曲之前在下辊床29上示出。
在最终状态中,窗玻璃10'以不对称的方式被弯曲,沿着窗玻璃的上边缘10a在区域13中具有加重的弯曲。该加重的弯曲是通过使用喷嘴51在区域13中的局部气体吹送而获得的。相反,对应于邻近窗玻璃下边缘10b的区域11的窗玻璃10'的主要部分具有的较小的弯曲,其是基本上仅由辊床27、29获得的弯曲,即不存在喷嘴51在区域11中的空气吹送。为了方便起见,区域11和区域13之间的分界线已经用假想线12画出,尽管实际上两个区域11和13之间的过渡是逐渐的。
鉴于这样的窗玻璃10'进入成形装置2,如图3所示,其上边缘10a横向于窗玻璃的移动方向延伸,如美国专利2006/0010916 A1的在固定位置中的局部气体吹送不允许使弯曲沿其上边缘加重。相反,成形装置2借助于局部空气吹送系统5则允许这样做。为此,控制系统被编程为随着窗玻璃在成形装置2中的移动而在区域13的前面移动喷嘴51,并且在那里吹送空气,以引起在该区域中所期望的弯曲的加重。
图8示出了弯曲之前的窗玻璃10',在其上示出了在玻璃片材10'的凸面上对应于由喷嘴51的局部吹送所描绘的位置(更具体地说,该位置是吹送的冲击区域的中心)的假想曲线C。该曲线C是窗玻璃10'的在窗玻璃10'穿过成形装置2的移动方向Y上的恒定速度的连续移动(其由图5中的曲线图示出)和喷嘴51的在方向X上的侧向移动(其由图6中的曲线图示出)的组合产生的。曲线C是图5和图6中的曲线组合的结果,其也如图7所示。沿着曲线C的由喷嘴51进行的空气吹送优选地连续实施。此外,控制系统被编程为在曲线C的第一末端处启用吹送,并在曲线C的第二末端处停用吹送。
在通过局部空气吹送系统5沿着曲线C处理玻璃片材10'之后,其喷嘴51(该喷嘴因此优选地是停用的)返回到与初始备用位置相对的侧面,以处理下一个的窗玻璃10'。
使用带有可移动喷嘴51的局部空气吹送系统5的优点在于,使得不仅能够沿着横向倾斜曲线对玻璃片材10的面进行局部气体吹送处理,而且能够以精确的定位和在玻璃片材10的移动方向Y上受限的延伸来进行。如果仅仅考虑到用于启用和停用由每个喷嘴进行的局部空气吹送的电磁阀的反应时间,这将很难或甚至不可能通过在横向方向X上固定且相邻布置的局部空气吹送喷嘴来实现。
喷嘴51的移动装置52可以使用能够适当控制移动速度和足够移动精度的任何适当技术来实现。鉴于玻璃片材10在Y方向上的行进速度可以达到150毫米/秒,可以使喷嘴51在0.5秒内移动高达1米。从这个角度来看,使用直线电机是特别合适的,因为该技术能够实现快速和精确的移动。
检测器6可以通过适用于检测玻璃片材10的边缘的任何技术来实现。其优选的是基于非接触技术的检测器。其尤其可以是光学检测器,例如联接到光纤的传感器,其“看到”在它前面经过的玻璃片材,因为其发射光,且考虑到玻璃片材的高温。在另一个示例中,光学检测器可以是例如基于被玻璃片材切断的激光束的挡光板。检测器也可以是超声波检测器,其中玻璃片材切断超声波传输。
所描述的局部空气吹送系统5的多种变型是可能的。根据一个变型,可以提供几个局部空气吹送系统5,每个局部气体吹送系统的喷嘴51布置在成形区域25中的相应的一对接连的辊21之间。这种变型为影响玻璃片材10的最终弯曲提供了更多的选择。例如,每个局部空气吹送系统5可以在相邻区域或不同的、分离的区域中处理同一个玻璃片材10,或者对其同一个区域进行再处理,以增加期望的弯曲改变效果。随着玻璃片材10移动通过成形装置10,局部空气吹送系统5也可以每次连续地作用于相应的玻璃片材10。根据另一个变型,可以提供几个局部空气吹送系统5,每个局部气体吹送系统的喷嘴51布置在成形区域25中相同的一对接连的辊21之间。这使得可以在各自的条件下处理几个并排的区域。
根据另一变型,代替或除了下辊床29的侧上的一个或多个局部气体吹送系统之外,一个或多个相同类型的局部气体吹送系统可以设置在上辊床27的侧上,每个局部气体吹送系统的喷嘴51然后设置在相应的一对接连的辊22之间,以吹送到玻璃片材10的凹面上。
在使用几个局部空气吹送系统5的情况下,所述系统可以共享单个控制系统或具有专用控制系统。类似地,可以使用单个检测器6来使每个局部空气吹送系统的喷嘴51的局部空气吹送控制与玻璃片材通过成形装置2的移动同步,或者每个局部空气吹送系统可以使用专用的检测器6。
使用一个或多个局部空气吹送系统5能够生产相对于不存在这种局部气体吹送时所获得的弯曲具有0.1毫米至5毫米之间的尺寸变化的弯曲玻璃片材。
所述一个或多个局部空气吹送系统5也可以与设计成影响玻璃片材最终弯曲的其他系统结合,例如与以美国专利2006/0010916 A1所述的方式在恒定压力下连续吹送的固定空气吹送喷嘴结合。这种固定喷嘴在图2中示出,并在上辊床27的一侧用附图标记60表示。尽管由于空气便宜且使用简单而优选空气,但是喷嘴51也可以使用除空气之外的气体。
自然地,本发明不限于所描述和示出的示例和实施例,而是可以结合本领域技术人员可获得的多种变型。
- 通过抵靠弯曲模板进行压制来弯曲玻璃片材的方法和装置
- 用于制造用于玻璃片材的陶瓷的弯曲模具的方法