一种用于槽钢叠合焊接的自动化生产线
文献发布时间:2023-06-19 11:59:12
技术领域
本发明涉及槽钢叠合焊接设备技术领域,特别涉及一种槽钢叠合焊接自动化生产线。
背景技术
焊接,也称作熔接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术,一般的槽钢叠合焊接大多采用人工或者半人工的方式进行焊接,费时费力,而且效率不高,同时焊接操作有时会造成造成烧伤、触电、视力损害等危害;
因此,亟需发明一种既能传送、正位、叠合、又兼具焊接功能的一种槽钢叠合焊接自动化生产线。
发明内容
针对上述问题,本发明提供了一种一种槽钢叠合焊接自动化生产线,通过设置传送机构、检测机构、翻转机构、叠加机构和焊接机构的配合,对槽钢进行传送、正位、叠合、焊接,本发明结构简单、实用性强、效率高,便于在工厂批量生产。
本发明所使用的技术方案是:一种用于槽钢叠合焊接的自动化生产线,包括:传送机构,所述传送机构包括:滑轨、支架和传送轴,其特征在于,所述支架上端固定安装有滑轨,若干个所述传送轴转动安装在两侧滑轨之间;所述传送轴由套设在两侧的皮带或链条同步转动连接,并由驱动装置带动其中一个传送轴进行同步驱动;所述支架前端设置有检测机构,槽钢由检测机构确认状态后,通过传送轴依次经过所述检测机构后方设置的翻转机构和叠加机构,最后到达所述支架后端设置的焊接机构进行叠合焊接;所述传送机构、检测机构、翻转机构、叠加机构和焊接机构由控制器调控实现自动化生产。
进一步的,所述检测机构包括:距离传感器、L型架、固定板;所述L型架通过固定板与支架固定连接;所述传感器固定安装在L型架下端,正对应传送轴上槽钢的移动轨迹;所述距离传感器由控制器调控,判断槽钢的位置是否需要翻转;
所述翻转机构包括:环形支架、电动缸A、半圆连接盘和夹板;所述环形支架固定安装在支架上,环形支架一侧中心位置处设有电机,所述电机输出端处固定设置有连接轴;所述半圆连接盘转动安装在环形支架内,一侧半圆连接盘与连接轴固定连接;所述半圆连接盘上下设置有连接柱,若干个所述夹板通过连接柱转动安装在两侧半圆连接盘之间;上下相邻的所述夹板之间通过电动缸A连接;夹板相邻面上对应设有安装槽,电动缸A的两端分别铰接在对应的安装槽上;所述电机和电动缸A由控制器调控并配合检测机构使用。
进一步的,所述叠加机构包括:支撑架、抓手、连接板、电动缸B、电动缸C;所述支撑架通过安装板固定安装在支架上,所述支撑架顶部固定安装电动缸B,所述电动缸B另一端与连接板固定连接;所述抓手对称滑动安装在连接板底端的滑槽内,所述电动缸C两端固定安装在抓手和连接板之间;所述电动缸B、电动缸C由控制器调控。
进一步的,所述焊接机构包括:U型架、电焊枪、安装盒和伸缩焊枪;所述安装盒通过底板固定安装在支架上,所述伸缩焊枪固定安装在安装盒前端;所述U型架一端固定安装在安装盒顶端;所述电焊枪与伸缩焊枪对应设置,固定安装在U型架另一端的内侧;所述安装盒由控制器配合并调控电焊枪和伸缩焊枪使用。
进一步的,所述传送机构中,在叠加机构前后设置有矫正器,所述矫正器固定安装在两侧滑轨之间。
进一步的,所述传送机构中,在叠加机构后端设置有红外检测器,所述红外检测器对称安装在支架顶端,与控制器配合监测槽钢的方位。
进一步的,所述夹板设置至少有四个,上下左右对称安装在两侧半圆连接盘之间。
进一步的,所述安装盒内设有电动推杆和传感器,所述电动推杆与伸缩焊枪连接,所述传感器与与控制器配合。
由于本发明采用了上述技术方案,本发明具有以下优点:
(1)本发明通过设置传送机构、检测机构、翻转机构、叠加机构和焊接机构的配合对槽钢进行传送、正位、叠合、焊接,本发明结构简单、实用性强、效率高,便于在工厂批量生产;
(2)本发明设置有矫正器,用于矫正传送轴上角度偏移的槽钢,使槽钢叠合前迅速归位,大大提高了工作效率和焊接质量、同时保证了槽钢在传送中安全稳定;
(3)本发明设置安装有两个焊枪,其中的一个为伸缩焊枪,可以根据不同型号的槽钢调整焊枪与槽钢的距离适用于不同规格宽度的槽钢,本发明焊接效率高、一机多用,实用方便。
(4)本发明的滑轨上设有红外检测器,通过红外检测器检测传送轴上的槽钢位置,红外检测器与控制器连接,通过控制传送轴转动或暂停保证槽钢运动到正确的工位。
附图说明
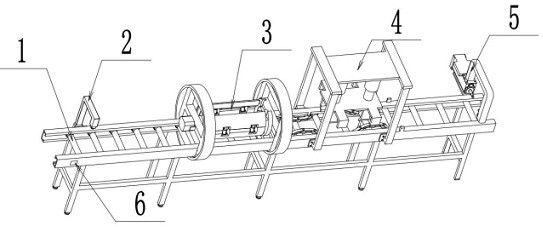
图1为本发明的整体装配图。
图2为传送机构的安装示意图。
图3为图2-A处局部放大图。
图4为检测机构的安装示意图。
图5为翻转机构的安装示意图。
图6为图5-B处局部放大图。
图7为叠加机构的安装示意图。
图8为焊接机构的安装示意图。
附图标号:1-传送机构;2-检测机构;3-翻转机构;4-叠加机构;5-焊接机构;6-控制器;101-滑轨;102-支架;103-矫正器;104-红外检测器;105-传送轴;201-距离传感器;202-L型架;203-固定板;301-环形支架;302-电机;303-连接轴;304-安装槽;305-电动缸A;307-连接柱;308-半圆连接盘;309-夹板;401-支撑架;402-安装板;403-抓手;404-连接板;406-电动缸B;407-电动缸C;501-U型架;502-电焊枪;503-底板;504-安装盒;505-伸缩焊枪。
具体实施方式
下面通过实施例,并结合附图,对本发明的技术方案作进一步具体的说明。
实施例,如图1-3所示,一种用于槽钢叠合焊接的自动化生产线,本发明包括:传送机构1,传送机构1包括:滑轨101、支架102和传送轴105,其特征在于,支架102上端固定安装有滑轨101,若干个传送轴105转动安装在两侧滑轨101之间;传送轴105由套设在两侧的皮带或链条同步转动连接,并由驱动装置带动其中一个传送轴105进行同步驱动;支架102前端设置有检测机构2,槽钢由检测机构2确认状态后,通过传送轴105依次经过检测机构2后方设置的翻转机构3和叠加机构4,最后到达支架102后端设置的焊接机构5进行叠合焊接;传送机构1、检测机构2、翻转机构3、叠加机构4和焊接机构5由控制器6调控实现自动化生产。
具体地,传送机构1用于传送槽钢,将槽钢运动到不同的工位处,实现生产线作业;具体地,检测机构2用于检测槽钢的开口方向是否正确,并给控制器6反馈信息,从而确定下一步的工位启停;具体地,翻转机构3用于翻转槽钢的摆放角度,通过控制器6的预设程序,调整槽钢的开口方向为正确的焊接方向,为下一步叠合做准备;具体地,叠加机构4用于把开口方向相对的两根槽钢叠合到一起,为下一步焊接做准备;具体地,焊接机构5用于焊接两根叠合到一起的槽钢,实现槽钢的自动化叠合焊接。
请参考图4-6所示,本发明实施例的一个可选实施方式中,本发明实施例的一个可选实施方式中,检测机构2包括:距离传感器201、L型架202、固定板203;L型架202通过固定板203与支架102固定连接;传感器201固定安装在L型架202下端,正对应传送轴105上槽钢的移动轨迹;距离传感器201由控制器6调控,判断槽钢的位置是否需要翻转。
翻转机构3包括:环形支架301、电动缸A305、半圆连接盘308和夹板309;环形支架301固定安装在支架102上,环形支架301一侧中心位置处设有电机302,电机302输出端处固定设置有连接轴303;半圆连接盘308转动安装在环形支架301内,一侧半圆连接盘308与连接轴303固定连接;半圆连接盘308上下设置有连接柱307,若干个夹板309通过连接柱307转动安装在两侧半圆连接盘308之间;上下相邻的夹板309之间通过电动缸A305连接;夹板309相邻面上对应设有安装槽304,电动缸A305的两端分别铰接在对应的安装槽304上;电机302和电动缸A305由控制器6调控并配合检测机构2使用。
翻转机构3和检测机构2配合控制器6使用,检测机构2中距离传感器201将得到的信号反馈到控制器6中,当与预设数据相同时,翻转机构3不启动,直接将槽钢传动到下一工位;当与预设数据不同时,启动不同的调节程序,通过不同的调节程序设定,翻转机构3中的电机302实现将槽钢顺时针翻转90°或顺时针翻转180°或逆时针翻转90°的调整,从而使槽钢以正确的方位到达下一工位。
为了在夹持和旋转槽钢使更加的稳固,在本发明一个可选实施方式中,夹板309设置至少有四个,上下左右对称安装在两侧半圆连接盘308之间。
本发明实施例的一个可选实施方式中,如图7所示,除与上一个实施例相同的零件外,叠加机构4包括:支撑架401、抓手403、连接板404、电动缸B406、电动缸C407;支撑架401通过安装板402固定安装在支架102上,支撑架401顶部固定安装电动缸B406,电动缸B406另一端与连接板404固定连接;抓手403对称滑动安装在连接板404底端的滑槽内,电动缸C407两端固定安装在抓手403和连接板404之间;电动缸B406、电动缸C407由控制器6调控。
为了保证叠加机构4安全稳定的使用,在传送机构1中,实施例在叠加机构4后端设置有红外检测器104,红外检测器104对称安装在支架102顶端,与控制器6配合监测待焊接的槽钢是否到达正确的位置;当传送机构1上的红外检测器104监测槽钢到达叠加机构4工位处时,控制器6将传送机构1暂停,控制叠加机构4中的电动缸B406、电动缸C407将槽钢抓起;暂停叠加机构4,恢复传送机构1继续传动第二根槽钢;第二根槽钢到达正确位置后将传送机构1暂停,控制叠加机构4使两根槽钢叠合;重启传送机构1。
本发明实施例的一个可选实施方式中,如图8所示,除与上一个实施例相同的零件外,焊接机构5包括:U型架501、电焊枪502、安装盒504和伸缩焊枪505;安装盒504通过底板503固定安装在支架102上,伸缩焊枪505固定安装在安装盒504前端;U型架501一端固定安装在安装盒504顶端;电焊枪502与伸缩焊枪505对应设置,固定安装在U型架501另一端的内侧;安装盒504由控制器6配合并调控电焊枪502和伸缩焊枪505使用。
同样在实际工作中,为了适用于不同规格的槽钢,实施例在焊接机构5中的安装盒504内设有电动推杆和传感器,电动推杆与伸缩焊枪505连接,传感器与与控制器6配合,传感器控制电动推杆推动伸缩焊枪505伸缩,进而可以根据不同型号的槽钢调整焊枪与槽钢的距离,此设计的好处是焊接效率高、一机多用,实用方便。
本实施例的另一种实施方式中,在实际运行工作中,为了防止槽钢在传送机构1过程中整体位置出现偏移导致叠合不稳定,本实施例在叠加机构4前后设置有矫正器103,矫正器103固定安装在两侧滑轨101之间;矫正器103上安装滑轮,槽钢移动过程中碰到矫正器103上的滑轮,矫正角度偏移的槽钢到正确角度,使槽钢叠合前迅速归位,并继续向前移动的,大大提高了工作效率和焊接质量、同时保证了槽钢在传送中安全稳定。
本发明的自动化生产线工作流程如下:
将槽钢放置到传送机构1前端,槽钢在传送轴105的带动下向前移动,传送机构1一侧的检测机构2通过距离传感器201检测槽钢的槽口方向判断是否需要将槽钢正位,当距离传感器201监测的数据与控制器6中的预设正确数据不符时,控制器6转移到相应的调节程序;
进而启动翻转机构3上的电动缸A305带动夹板309收缩抓紧槽钢,电机302旋转将槽钢调整到正确的角度;调整好后,电动缸A305控制夹板309释放,使槽钢滑落到传送轴105上,并继续沿着传送机构1向前移动;
当红外检测器104感应槽钢到达后,将信号反馈给控制器6,控制器6将传送机构1暂停,启动叠加机构4上的电动缸B406带动连接板404下降,电动缸C407带动抓手403将槽钢抓起后暂停运动,并将传送机构1恢复;
传送机构1继续移动下一根槽钢,重复上述步骤,当第二根槽钢以正确位置到达,叠加机构4工位时,红外检测器104反馈信息到控制器6重启叠加机构4将第一根槽钢放下,使两根槽钢完美叠合;
传送机构1传送叠合好的槽钢继续前进,控制器6启动焊接机构5上的安装盒504,由控制器6配合并调控电焊枪502和伸缩焊枪505调整合适的位置,对两根槽钢进行叠合焊接;
以此类推,重复上述步骤,实现一种槽钢叠合焊接的自动化生产线。
显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要说明的是,术语“上”、“下”、 “前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
- 一种用于槽钢叠合焊接的自动化生产线
- 一种用于叉车门架槽钢加工的自动化生产线