冷却单元、冷却单元的制造方法及结构体
文献发布时间:2023-06-19 12:02:28
技术领域
本发明涉及冷却单元、冷却单元的制造方法及结构体。
背景技术
近年来,电子设备类、二次电池组件类的小型化飞速进展,随着每单位体积(或单位面积)的发热量的增加,热管理的重要性增大。发热导致机器主体、电池主体的温度上升。在电子设备内部发挥动作的中心作用的半导体器件对温度非常敏感,机器的温度上升导致动作效率的下降、误工作、故障。另外,对于二次电池而言,超过动作温度范围的上限值的高热状态也可能使容量劣化、内电阻上升、或使电池陷入爆炸等危险的状态。因此,为了通过外部冷却手段控制这样的发热,冷却技术变得重要。
作为这样的发热体的冷却系统,近年来,使用制冷剂的液冷方式不断普及。液冷方式得以普及的背景是可将热交换器设置在比较自由的位置,噪音也小。液冷方式的冷却装置是下述这样的装置:使由金属板(其内置使制冷剂循环的流路)形成的冷却单元与二次电池块等发热体接触,通过在流路内流通的制冷剂,将由发热体产生的热传递至设置在机器外部的热交换器,由此,将发热体冷却(例如,参见专利文献1)。
然而,对于这样的冷却系统而言,存在下述可能性:由于来自外部的冲击、劣化,冷却单元变形,包含构成冷却单元的制冷剂流路的密闭结构崩溃,制冷剂泄漏。例如在二次电池组件的情况下,漏液可能导致电极的短路。另外,存在制冷剂泄漏、淹没基板上的电路元件这样的可能性。因此,对于冷却单元的制冷剂流路,要求严格防止漏水。
作为其对策,专利文献2中,公开了下述这样的技术:在冷却液流动的冷却箱与安装有半导体元件的散热基板之间,存在有使用了O型密封环的第1密封部及第2密封部,在该状态下将冷却箱与散热基板压接,由此,确保液密性。
现有技术文献
专利文献
专利文献1:日本特开2016-029624号公报
专利文献2:日本特开2001-308246号公报
发明内容
发明所要解决的课题
通过专利文献2中公开的技术,第1密封部设置在比冷却箱的冷却液流动的凹部更靠外周侧的位置,第2密封部设置在比该第1密封部更靠外周侧的位置。而且,在位于第1密封部与第2密封部之间的冷却箱的规定位置,设置有液体排放用的槽部。这样的用于防止漏水的机构使冷却单元的结构复杂化,因此是不现实的。
本发明是鉴于上述情况而作出的,提供能降低制冷剂泄漏的风险的液密性(例如,水密性)优异的冷却单元。
用于解决课题的手段
通过本发明,可提供以下所示的冷却单元、冷却单元的制造方法及结构体。
[1]
冷却单元,其是具备树脂制浅盘、设置在上述树脂制浅盘的一面上的金属板、和设置在上述树脂制浅盘与上述金属板之间的空间的流路形成用肋部的冷却单元,
上述树脂制浅盘的侧壁部的顶面部与上述金属板介由弹性衬垫而机械连接,
上述弹性衬垫包含与上述金属板表面接合的接合衬垫,
在上述金属板表面的至少与上述接合衬垫的接合部分形成有微细凹凸结构。
[2]
上述[1]所述的冷却单元,其中,上述弹性衬垫包含热塑性弹性体。
[3]
上述[2]所述的冷却单元,其中,上述热塑性弹性体包含聚氨酯系热塑性弹性体。
[4]
上述[2]或[3]所述的冷却单元,其中,上述弹性衬垫的23℃时的拉伸弹性模量为2MPa以上且500MPa以下。
[5]
上述[1]~[4]中任一项所述的冷却单元,其中,上述树脂制浅盘和上述流路形成用肋部的至少一部分由相同材料一体形成。
[6]
上述[1]~[5]中任一项所述的冷却单元,其中,上述金属板和上述流路形成用肋部的至少一部分由相同材料一体形成。
[7]
上述[1]~[6]中任一项所述的冷却单元,其中,上述弹性衬垫中的至少一根环绕配置于上述金属板表面的与上述顶面部的接触面。
[8]
上述[1]~[7]中任一项所述的冷却单元,其中,上述接合衬垫的一部分进入上述微细凹凸结构,由此,上述金属板与上述接合衬垫接合。
[9]
上述[1]~[8]中任一项所述的冷却单元,其中,上述接合衬垫注射接合于上述金属板。
[10]
上述[1]~[9]中任一项所述的冷却单元,其中,上述接合衬垫向上述微细凹凸结构的进入率为20%以上。
[11]
上述[1]~[10]中任一项所述的冷却单元,其中,上述机械连接包含选自螺纹紧固及铆接中的至少一种。
[12]
上述[1]~[11]中任一项所述的冷却单元,其中,在上述树脂制浅盘的至少相对的侧壁部的顶面部形成有顶缘部。
[13]
上述[1]~[12]中任一项所述的冷却单元,其中,上述金属板由选自由铝制构件、铝合金制构件、铜制构件及铜合金制构件组成的组中的至少一种构件构成。
[14]
冷却单元的制造方法,其是用于制造上述[1]~[13]中任一项所述的冷却单元的制造方法,包括下述工序:
通过在上述金属板表面的上述微细凹凸结构上将上述接合衬垫注射成型,从而将上述接合衬垫注射接合于上述金属板的工序。
[15]
结构体,其具备:
发热体,和
上述[1]~[13]中任一项所述的冷却单元,
上述发热体配置于上述冷却单元中的上述金属板表面。
发明的效果
通过本发明,可提供能降低制冷剂泄漏的风险的液密性优异的冷却单元。
附图说明
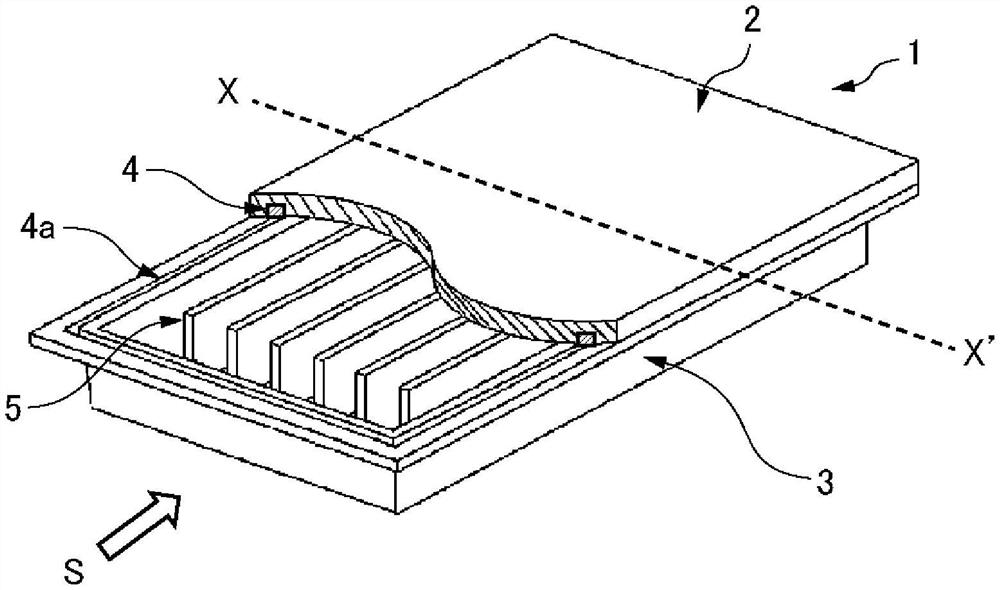
[图1]为示意性地表示本发明的实施方式涉及的冷却单元的结构的一例的局部断裂立体图。
[图2]为示意性地表示本发明的第一实施方式涉及的冷却单元的结构的一例的分解立体图。
[图3]为示意性地表示本发明的第二实施方式涉及的冷却单元的结构的一例的分解立体图。
[图4]为本发明的实施方式涉及的冷却单元的连接部附近的截面图。
[图5](a)为本发明的第一实施方式涉及的冷却单元的结构的一例的X-X’截面图。(b)为本发明的第二实施方式涉及的冷却单元的结构的一例的X-X’截面图。(c)为本发明的第三实施方式涉及的冷却单元的结构的一例的X-X’截面图。需要说明的是,各图(a)~(c)的流路形成用肋部形状及配置只不过示出了例子。
[图6]为表示实施例1中制作的复合结构体中的弹性衬垫和金属板的边界部的截面照片的图。
[图7]为表示比较例1中制作的复合结构体中的弹性衬垫和金属板的边界部的截面照片的图。
[图8]为用于说明向微细凹凸结构的进入率的测定方法的图。
具体实施方式
以下,使用附图对本发明的实施方式进行说明。需要说明的是,在全部的附图中,对相同的构成要素标注相同的附图标记,并适当省略说明。另外,附图是概略图,与实际的尺寸比率不一致。另外,只要没有特别说明,文中的位于数字之间的符号“~”表示从以上至以下。
<冷却单元>
本实施方式涉及的冷却单元1是具备树脂制浅盘3、设置在树脂制浅盘3的一面上的金属板2、和设置在树脂制浅盘3与金属板2之间的空间的流路形成用肋部5的冷却单元,树脂制浅盘3的侧壁部3a的顶面部3b与金属板2介由弹性衬垫4而机械连接,弹性衬垫4包含与金属板2表面接合的接合衬垫,在金属板2表面的至少与上述接合衬垫的接合部分形成有微细凹凸结构。
对于本实施方式涉及的冷却单元1而言,由于树脂制浅盘3与金属板2介由弹性衬垫4(接合衬垫)而机械连接,因此,通过弹性衬垫4和机械连接的协同效应,能降低制冷剂泄漏的风险。即,本实施方式涉及的冷却单元1的液密性优异。
此外,由于本实施方式涉及的冷却单元1的结构简单,因而实用性也优异。
此处,本实施方式中,弹性衬垫4中,将与金属板2接合的弹性衬垫称为接合衬垫。即,在树脂制浅盘3与金属板2进行机械连接之前的阶段,接合衬垫被接合于金属板2。
对于金属板2而言,通过在形成在树脂制浅盘3中的流路7中流通的制冷剂,金属板整体被冷却,因此,与金属板2的相对于流路而言的相反面接触的电池单元(batterycell)、半导体器件等发热体被高效地冷却。另外,由于冷却单元1的一部分由树脂制浅盘3形成,因此,能使冷却单元1或结构体整体的重量轻量化。
需要说明的是,本实施方式中,作为金属板2与树脂制浅盘3的连接手段,完全不排除介由弹性衬垫4的机械连接手段以外的已知的连接法、例如金属板2与树脂制浅盘3的使用粘接剂的接合连接法的共存。换言之,包含金属板2与树脂制浅盘3介由弹性衬垫4而机械连接的方式的所有冷却单元是本实施方式作为对象的范围。
对于本实施方式涉及的冷却单元1而言,例如,根据流路形成用肋部5的材质的不同,可分类为下述三个实施方式。
第一实施方式为树脂制浅盘3和流路形成用肋部5的至少一部分(树脂制流路形成用肋部5a)由相同材料一体形成的冷却单元(参见图2、图5(b))。
第二实施方式为金属板2和流路形成用肋部5的至少一部分(金属制流路形成用肋部5b)由相同材料进行一体化而形成的冷却单元(参见图3、图5(a))。
第三实施方式为流路形成用肋部5同时包含树脂制流路形成用肋部5a和金属制流路形成用肋部5b的冷却单元(参见图5(c))。
这些实施方式中,从自由的流路制成的容易性、冷却单元1整体的轻量性的观点考虑,优选第一实施方式。
本实施方式涉及的冷却单元1中,优选弹性衬垫4环绕配置于金属板2表面的与顶面部3b的接触面。弹性衬垫4的根数可以为一根,也可以为两根以上的多根。是本领域技术人员根据冷却单元1的使用环境任意设定的事项。使用多根弹性衬垫4的情况下,通常,即使存在从配置于最内周的弹性衬垫的漏水,为了能将其可靠地阻断,以不与该衬垫交叉的方式,将其他弹性衬垫环绕配置于该弹性衬垫的外周。衬垫可以为具有两端部的带状,也可以为不具有端部的环状,通常优选使用环状的衬垫。原因在于,为带状的情况下,在环绕配置弹性衬垫的情况下,可能在端与端之间产生缝隙。
本实施方式中,弹性衬垫4包含例如注射接合或粘接接合于上述金属板2表面的接合衬垫。即,为一根弹性衬垫4的情况下,该弹性衬垫4优选进行注射接合或粘接接合,更优选进行注射接合。在由多根弹性衬垫4形成的情况下,优选至少一根弹性衬垫4按照后述方式进行注射接合或粘接接合。需要说明的是,本实施方式中,所谓“注射接合”,表示将金属形状物插入至模具中,向其中注射树脂,从而将两者一体化的接合状态,所谓“粘接接合”,被定义为以粘接剂为媒介,通过化学的或物理的力或者这两者,使金属面与树脂面结合的接合状态。
通过预先将弹性衬垫4注射接合或粘接接合于金属板2表面,从而在组装本实施方式涉及的冷却单元1的情况下,能有效地避免未进行接合的情况下常常遭遇的基于弹性衬垫4的弯曲形变(bending deformation)、卷曲形变(curl deformation)的组装操作性的极端下降。
本实施方式涉及的冷却单元1中,在上述金属板2的表面的至少与上述接合衬垫的接合部分,形成有后述的微细凹凸结构。通过形成了这样的微细凹凸结构,从而不仅能提高通过注射接合及粘接接合而形成的金属表面与弹性衬垫表面或粘接剂表面的接合强度,而且能有效地提高界面的液密性。另外,若在金属板2的表面上形成了这样的微细凹凸结构,则通过接合衬垫的一部分进入微细凹凸结构,从而金属板2与接合衬垫接合,不仅能提高金属表面与接合衬垫表面的接合强度,而且能有效地提高界面的液密性。此外,若在金属板2的表面上形成了这样的微细凹凸结构,则能吸收金属板2与弹性衬垫的线性膨胀系数之差,能抑制接合强度的下降。
接合衬垫向微细凹凸结构的进入率优选为20%以上,更优选为30%以上,进一步优选为40%以上。由此,不仅能提高金属表面与接合衬垫表面的接合强度,而且能有效地提高界面的液密性。
本实施方式涉及的冷却单元1中,金属板2与树脂制浅盘3介由弹性衬垫4而机械连接。为了进行机械连接的具体的方法没有特别限制,基于螺纹紧固或铆接的连接手段从经济性优异、而且能长期维持坚固的连接状态方面考虑是优选的。作为为了进行机械连接的方法,还可举出基于树脂构件的连接手段。作为该基于树脂构件的连接手段,可举出例如代替上述螺纹紧固、铆接而使用预先成型的树脂构件的方法、通过二色成型等将树脂构件注射成型从而将金属板2与树脂制浅盘3连接的方法等。
本实施方式中,如图4所示,优选在树脂制浅盘3的至少相对的一组侧壁部3a(两面)、优选两组侧壁部3a(四面)、即所有侧壁部的所有顶面部3b形成有顶缘部3c。通过设置这样的顶缘部3c,从而能增大连接部的金属板2与树脂制浅盘3的接触部分的面积,结果,可提供能降低制冷剂泄漏的风险的冷却单元。另外,这样的顶缘部3c的存在还具有下述这样的优点:不仅可使机械连接的位置的数目自由,而且在进行机械连接操作时,也使得空间宽裕,结果,能降低人的误动作风险。
以下,依次对构成冷却单元1的弹性衬垫4、树脂制浅盘3、金属板2进行说明后,示出由这些构成要素形成冷却单元1的方法的例子。
《弹性衬垫4》
本实施方式涉及的弹性衬垫4优选包含热塑性弹性体(TPE)。本实施方式涉及的TPE,是指不需要如橡胶那样进行硫化的弹性体材料,是通常由硬成分(硬且刚直的成分)和软成分(柔软且易弯曲的成分)构成的材料。对于TPE而言,已知多个种类,但作为本实施方式涉及的优选的TPE,可举出烯烃系TPE、酰胺系TPE、苯乙烯系TPE、聚酯系TPE及氨基甲酸酯系TPE等。
这些TPE中,从粘接强度、密封特性及作为衬垫的柔软性、反弹特性的观点考虑,更优选包含氨基甲酸酯系TPE(以下,也称为TPU)及酰胺系TPE(以下,也称为TPAE)。弹性衬垫4中的TPE的含量例如为60质量%以上且100质量%以下,优选为65质量%以上且99质量%以下。本实施方式涉及的弹性衬垫4的更优选的方式同时包含上述TPU和上述TPAE。弹性衬垫4中的上述TPU和上述TPAE的总含量例如为60质量%以上且100质量%以下,优选为65质量%以上且95质量%以下,更优选为70质量%以上且95质量%以下。通过使弹性衬垫4中的TPU和TPAE的总含量为60质量%以上,能使弹性衬垫等密封材料所要求的弹性功能良好,因而优选。
本实施方式中,弹性衬垫4中的TPU的含量例如为70质量%以上且小于100质量%,优选为70质量%以上且99质量%以下,更优选为75质量%以上且98质量%以下,另一方面,TPAE的含量例如为大于0质量%且30质量%以下,优选为1质量%以上且30质量%以下,更优选为2质量%以上且25质量%以下。通过使弹性衬垫4中的TPU的含量为上述下限值以上,能确保本实施方式涉及的弹性衬垫4的耐化学药品性、尤其是耐酸性,另外,通过使弹性衬垫4中的TPAE的含量为上述下限值以上或超过上述下限值,可提高弹性衬垫4的弹性。
TPU例如为通过由二异氰酸酯和短链二醇(扩链剂)形成的硬链段、和以数均分子量为1000~4000左右的聚合物二醇为主体的软链段构成的多嵌段聚合物。
作为二异氰酸酯,可举出例如以4,4’-二苯基甲烷二异氰酸酯(MDI)为代表的芳香族异氰酸酯等。在要求耐气候性的用途中,也可适当地使用1,6-己二异氰酸酯(HDI)等脂肪族异氰酸酯等。
作为短链二醇,可举出例如乙二醇、1,3-丙二醇、1,4-丁二醇、1,6-己二醇、二乙二醇、四乙二醇、新戊二醇、1,4-环己烷二甲醇、及它们的混合物等。
作为聚合物二醇,可举出例如以聚四亚甲基醚二醇(PTMEG)为代表的聚醚多元醇、作为己二酸与脂肪族或芳香族二醇的缩合类的聚酯多元醇、将ε-己内酯开环聚合而得到的聚己内酯多元醇等。
作为二异氰酸酯成分、短链二醇及聚合物二醇,根据使用的成分不同,TPU可分类为醚系、己二酸酯系、己内酯系、碳酸酯系等,本实施方式中,可没有限制地使用上述的TPU。
各种TPU已由多个企业以各种商标名在市场上销售,例如,Dainichiseika Color&Chemicals Mfg.Co.,Ltd.的RESAMINE P(商标)、DIC Covestro Polymer Ltd.的PANDEX(商标)、Tosoh Corporation的MIRACTRAN(商标)、Dow Chemical Company的PELLETHANE(商标)、B.F.Goodrich Corporation的ESTANE(商标)、及Bayer公司的DESMOPAN(商标)等在市场上销售。可以没有限制地使用这些市售品。
所谓TPAE,是指在构成硬链段的聚合物的主链中具有酰胺键(-CONH-)的物质。作为TPAE,可举出例如JIS K6418:2007中规定的酰胺系热塑性弹性体(TPA)等、日本特开2004-346273号公报中记载的聚酰胺系弹性体等。
作为上述TPAE,可举出例如至少聚酰胺构成具有结晶性且熔点高的硬链段、其他聚合物(例如,聚酯或聚醚等)构成具有非晶性且玻璃化转变温度低的软链段的材料。另外,对于TPAE而言,除了硬链段及软链段之外,可使用二羧酸等链长延长剂。作为形成上述硬链段的聚酰胺,可举出例如通过6-氨基己酸等ω-氨基羧酸、ε-己内酰胺等内酰胺的开环缩聚而生成的聚酰胺。
另外,作为形成上述软链段的聚合物,可举出例如聚酯、聚醚,作为上述聚醚,可举出例如聚乙二醇、聚丙二醇、聚四亚甲基醚二醇、ABA型三嵌段聚醚等,可单独使用它们中的一种或使用它们中的2种以上。另外,可使用通过使氨等与聚醚的末端反应而得到的聚醚二胺等。
作为上述硬链段与上述软链段的组合,可举出上文列举的硬链段和软链段的各自的组合。这些中,优选月桂内酰胺的开环缩聚物/聚乙二醇的组合、月桂内酰胺的开环缩聚物/聚丙二醇的组合、月桂内酰胺的开环缩聚物/聚四亚甲基醚二醇的组合、月桂内酰胺的开环缩聚物/ABA型三嵌段聚醚的组合,特别优选月桂内酰胺的开环缩聚物/ABA型三嵌段聚醚的组合。
作为上述TPAE,可举出例如Arkema公司的Pebax 33系列(例如,7233、7033、6333、5533、4033、MX1205、3533、2533)、宇部兴产(株)的“UBESTA XPA”系列(例如,XPA9063X1、XPA9055X1、XPA9048X2、XPA9048X1、XPA9040X1、XPA9040X2等)、Daicel Evonik Ltd.的“Vestamid”系列(例如,E40-S3、E47-S1、E47-S3、E55-S1、E55-S3、EX9200、E50-R2)等。
本实施方式涉及的弹性衬垫4优选还包含酸改性聚合物。关于本实施方式涉及的弹性衬垫4中的酸改性聚合物的含量,相对于上述TPU和上述TPAE的合计100质量份而言,优选为1质量份以上且35质量份以下,更优选为3质量份以上且30质量%以下,进一步优选为5质量份以上且25质量%以下。
本申请的发明人确认了通过含有上述下限值以上的酸改性聚合物,弹性衬垫4的熔融流动性显著提高。对于上述事实而言,在利用注射成型来制造本实施方式涉及的弹性衬垫4与金属板2的复合结构体的情况下,即,利用注射接合来制造上述复合结构体的情况下,提供大的工艺优点。具体而言,即使在使用从熔融树脂的浇口的移动距离长的模具的情况下,也能重现性良好且有效地得到具备高接合强度的复合结构体。
本实施方式涉及的酸改性聚合物例如是含有羧酸及/或羧酸酐基的聚合物。本实施方式中,作为酸改性聚合物,优选使用含有来自烯烃成分及不饱和羧酸成分的骨架的酸改性聚烯烃树脂。多种酸改性聚合物在市场上销售,可举出例如Mitsui-DupontPolychemical Co.,Ltd.制的酸改性聚烯烃树脂Nucrel(注册商标)系列、其离子键树脂Himilan(注册商标)系列、Kuraray Co.,Ltd.制的丙烯酸系嵌段共聚物Kurarity(注册商标)系列、三菱化学公司制的酸改性聚烯烃树脂Modic(注册商标)系列、三井化学公司制的酸改性聚丙烯Admer(注册商标)系列、Japan Polyethylene Corporation制的酸改性聚乙烯树脂Rexpearl(注册商标)系列、Arkema公司制的马来酸酐改性聚烯烃树脂Bondine(注册商标)系列等。
从液密性的观点考虑,弹性衬垫的23℃时的拉伸弹性模量优选为2MPa以上且500MPa以下。此外,从液密性的观点考虑,接合衬垫的23℃时的拉伸弹性模量优选为2MPa以上且500MPa以下。
《树脂制浅盘3》
本实施方式涉及的树脂制浅盘3优选为热塑性树脂组合物的成型体。热塑性树脂组合物包含作为树脂成分的热塑性树脂,根据需要,可以还包含填充剂。
作为热塑性树脂,没有特别限制,可举出例如聚烯烃系树脂、含有极性基的聚烯烃系树脂、聚甲基丙烯酸甲酯树脂等聚甲基丙烯酸系树脂、聚丙烯酸甲酯树脂等聚丙烯酸系树脂、聚苯乙烯树脂、聚乙烯醇-聚氯乙烯共聚物树脂、聚乙烯醇缩乙醛树脂、聚乙烯醇缩丁醛树脂、聚乙烯醇缩甲醛树脂、聚甲基戊烯树脂、马来酸酐-苯乙烯共聚物树脂、聚碳酸酯树脂、聚苯醚树脂、聚醚醚酮树脂、聚醚酮树脂等芳香族聚醚酮、聚酯系树脂、聚酰胺系树脂、聚酰胺酰亚胺树脂、聚酰亚胺树脂、聚醚酰亚胺树脂、苯乙烯系弹性体、聚烯烃系弹性体、聚氨酯系弹性体、聚酯系弹性体、聚酰胺系弹性体、离子交联聚合物、氨基聚丙烯酰胺树脂、异丁烯马来酸酐共聚物、ABS、ACS、AES、AS、ASA、MBS、乙烯-氯乙烯共聚物、乙烯-乙酸乙烯酯共聚物、乙烯-乙酸乙烯酯-氯乙烯接枝聚合物、乙烯-乙烯醇共聚物、氯化聚氯乙烯树脂、氯化聚乙烯树脂、氯化聚丙烯树脂、羧基乙烯基聚合物、酮树脂、非晶性共聚聚酯树脂、降冰片烯树脂、氟塑料、聚四氟乙烯树脂、氟乙烯聚丙烯树脂、PFA、聚氯氟乙烯树脂、乙烯四氟乙烯共聚物、聚偏二氟乙烯树脂、聚氟乙烯树脂、聚芳酯树脂、热塑性聚酰亚胺树脂、聚偏二氯乙烯树脂、聚氯乙烯树脂、聚乙酸乙烯酯树脂、聚砜树脂、聚对甲基苯乙烯树脂、聚烯丙基胺树脂、聚乙烯基醚树脂、聚苯醚树脂、聚苯硫醚(PPS)树脂、聚甲基戊烯树脂、低聚聚酯丙烯酸酯、二甲苯树脂、马来酸树脂、聚羟基丁酸酯树脂、聚砜树脂、聚乳酸树脂、聚谷氨酸树脂、聚己内酯树脂、聚醚砜树脂、聚丙烯腈树脂、苯乙烯-丙烯腈共聚物树脂等。这些热塑性树脂可以单独使用一种,也可组合使用两种以上。
这些中,作为热塑性树脂,从能更稳定且有效地得到树脂制浅盘3的相对于来自外部及/或内部的偏压(bias)的机械强度保持、或树脂制浅盘3与金属板2的接合强度提高效果这样的观点考虑,可优选使用选自聚烯烃系树脂、聚酯系树脂、聚酰胺系树脂、氟系树脂、聚亚芳基醚系树脂及聚亚芳基硫醚系树脂中的一种或两种以上热塑性树脂。
本实施方式涉及的热塑性树脂组合物中,从树脂制浅盘3的机械特性的改良的观点、线性膨胀系数差的调整等观点考虑,可将任意成分与填充剂并用。作为填充剂,例如,可从由玻璃纤维、碳纤维、碳粒子、粘土、滑石、二氧化硅、矿物质、纤维素纤维组成的组中选择一种或两种以上。这些中,优选为选自玻璃纤维、碳纤维、滑石、矿物质中的一种或两种以上。另外,也可使用以氧化铝、镁橄榄石、云母、氮化氧化铝、氮化硼、氧化锌、氧化镁等为代表的散热性填料。这些填充剂的形状没有特别限制,可以是纤维状、粒子状、板状等之类的形状,如后文所述在金属板2的表面形成有微细凹凸结构的情况下,优选使用包含能侵入微细凹部的程度的大小的填充剂。
需要说明的是,热塑性树脂组合物包含填充剂的情况下,相对于热塑性树脂100质量份而言,其含量优选为1质量份以上且100质量份以下,更优选为5质量份以上且90质量份以下,特别优选为10质量份以上且80质量份以下。
作为本实施方式涉及的树脂制浅盘3,也可使用热固性树脂组合物。所谓热固性树脂组合物,是包含热固性树脂的树脂组合物。作为热固性树脂,例如可使用酚醛树脂、环氧树脂、不饱和聚酯树脂、邻苯二甲酸二烯丙酯树脂、三聚氰胺树脂、氧杂环丁烷树脂、马来酰亚胺树脂、尿素(Urea)树脂、聚氨酯树脂、有机硅树脂、具有苯并噁嗪环的树脂、氰酸酯树脂等。它们可以单独使用,也可组合2种以上而使用。
这些中,从耐热性、加工性、机械特性、粘接性及防锈性等观点考虑,可优选使用包含选自由酚醛树脂、环氧树脂及不饱和聚酯树脂组成的组中的1种以上的热固性树脂组合物。将树脂组合物整体作为100质量份时,热固性树脂组合物中的热固性树脂的含量优选为15质量份以上且60质量份以下,更优选为25质量份以上且50质量份以下。需要说明的是,剩余成分例如为填充剂,作为填充剂,例如可使用前述的填充剂。
作为树脂制浅盘3的成型方法,可以没有限制地使用已知的方法,例如,可例举注射成型、挤出成型、加热加压成型、压缩成型、传递模塑成型、铸塑成型、激光焊接成型、反应注射成型(RIM成型)、层状注塑成型(LIM成型)、喷镀成型等。这些中,作为树脂制浅盘3的制造方法,从生产率及品质稳定性的观点考虑,优选注射成型法。
通过该方法,能容易地制造流路形成用肋部5的至少一部分由与树脂制浅盘3相同的材料一体形成的树脂制浅盘3(第一实施方式)、在浅盘内部未形成流路形成用肋部5的容器状的树脂制浅盘3(第二实施方式)。
优选在树脂制浅盘3的侧壁部3a的顶面部3b,形成有能将与金属板2表面的周缘部接合的弹性衬垫4可靠地埋入并进行密合嵌合的树脂制浅盘侧弹性衬垫用凹型槽4a。
《金属板2》
本实施方式涉及的构成冷却单元1的金属板2起到将来自锂离子电池等发热体的热扩散、和高效地向在树脂制浅盘3内流通的制冷剂传递热这样的两种作用。因此,构成金属板2的金属种类优选传热性优异。从这样的观点考虑,作为构成金属板2的金属种类,可使用铝系金属或铜系金属,具体而言,优选由选自由铝制构件、铝合金制构件、铜制构件及铜合金制构件组成的组中的至少一种构件构成。这些中,更优选铝合金制构件及/或铜合金制构件。另外,综合考虑传热性、强度及轻量性,金属板2的平均厚度例如为0.5mm~30mm,优选为0.5mm~20mm。
进一步优选在金属板2的形成了微细凹凸结构的表面上还形成有亲水性基团。由此,能提高弹性衬垫4(接合衬垫)与金属板2的接合强度,结果,不仅能更进一步抑制制冷剂的漏泄,而且,能得到机械强度及耐久性的可靠性更进一步优异的冷却单元1。
本实施方式涉及的金属板2的优选方式(第一方式)中,对在金属表面形成的微细凹凸结构的外形(profile)(深度、孔径、孔径间距离等)没有特别限制,通常,按照JIS B0601:2001(对应ISO4287)测定的十点平均粗糙度Rzjis例如为1μm以上,优选为1μm以上且1mm以下,更优选为3μm以上且100μm以下。
作为在金属板2的金属表面形成上述微细凹凸结构的方法,没有特别限制,可举出例如将金属板2浸渍于氢氧化钠等无机碱水溶液及/或盐酸、硝酸等无机酸水溶液中的方法;利用阳极氧化法对金属板2进行处理的方法;机械切削;例如通过将利用金刚石磨粒磨削或喷丸加工制作的具有凹凸的模具冲头(mold punch)向金属板2的表面加压从而在金属板2的表面形成微细凹凸结构的方法;利用喷砂、滚花(roulette)加工、激光加工在金属板2的表面形成微细凹凸结构的方法;国际公开第2009/31632号中公开的那样的、将金属板2浸渍于选自水和肼、氨、及水溶性胺化合物中的1种以上的水溶液中的方法等。
需要说明的是,上述的方法中,尤其是采用浸渍方法的情况下,金属板2上的微细凹凸结构将不仅仅形成在与树脂制浅盘3的接触面,而是在金属板2的整个表面上形成微细凹凸结构,但这样的实施方式对本发明的范围没有任何影响。
本实施方式涉及的金属板2的其他优选方式(第二方式)中,作为被覆金属表面的亲水性基团的具体例,可举出羟基或硅烷醇基。羟基等亲水性基团向金属表面的导入例如可通过实施将Plasmatreat公司开发的Openair(商标)和PlasmaPlus(商标)技术适当组合而成的等离子体表面改性技术而达成。另外,对于硅烷醇基向金属表面的导入而言,例如可通过日本专利3557194号公报中记载的那样的ITRO处理(硅氧化火焰处理)来进行上述官能团导入。为了进一步向上述形成了微细凹凸结构的金属表面导入羟基、硅烷醇基,先利用上述方法在金属表面上形成微细凹凸结构后,接下来进一步进行等离子体或ITRO处理即可。
如上所述,本实施方式涉及的金属板2与弹性衬垫4优选被注射接合或粘接接合。为了使接合的弹性衬垫更牢固地接合于金属板2、且能可靠地防止由于来自外部的位移而导致在金属板上发生位置偏移,可在金属板上的弹性衬垫4敷设部形成金属板侧弹性衬垫用凹型槽4b,形成弹性衬垫4能可靠地埋设在其中那样的结构。
对于由具备由与金属板2相同的材料一体形成的金属制流路形成用肋部5b的金属板2(第二实施方式)形成的冷却单元1、或流路形成用肋部5同时包含上述树脂制流路形成用肋部5a和上述金属制流路形成用肋部5b的冷却单元1的制备方法而言,需要在进行上述的金属的表面处理之前或之后,制备在金属板2上由与金属板2相同的材料一体形成的金属制流路形成用肋部5b。作为这样的制备方法,可举出例如使用多用途切割机(multi-cutter)等旋转机器切削金属块从而形成金属制流路形成用肋部5b的已知的方法。通常,多用途切割机由旋转轴和并列设置于旋转轴的多个圆盘切刀形成,圆盘切刀隔开缝隙并列设置。此处,相邻的圆盘切刀的缝隙间隔等于金属制流路形成用肋部5b的厚度,另外,圆盘切刀的厚度与相邻的肋部间的距离、即流路7的横向宽度相同。
<冷却单元1的组装方法(制造方法)>
本实施方式涉及的冷却单元1例如可通过按照1→2→3→4的顺序实施下述的要素步骤的粘接接合(方法A)、或按照1→3→4的顺序实施下述的要素步骤的注射接合(方法B)来组装。方法A的粘接接合是在金属与弹性衬垫之间伴有粘接剂的方法,另一方面,方法B是伴有注射接合的方法。以下,仅对方法A及B的详细组装方法进行说明。
1.树脂制浅盘3的制备
2.弹性衬垫4的另外确保
3.注射接合或粘接接合了弹性衬垫4的金属板2的制备
4.树脂制浅盘3的侧壁部的顶面部与金属板2的介由衬垫的机械连接
方法A中,可举出介由粘接剂将金属板2、与另行通过注射成型等成型手段制备的带状或环状弹性衬垫4接合而进行成型的(粘接接合)方法作为代表例。方法A中,优选包括利用已知的方法将粘接剂涂布于金属板2表面的微细凹凸结构上的工序。
方法B中,将利用上文中说明的方法制备的树脂制浅盘3、与带有弹性衬垫的金属板2机械连接,从而组装本实施方式涉及的冷却单元1。作为带有弹性衬垫的金属板2的制造方法,可举出在金属板2上将作为弹性衬垫4的原料的树脂组合物嵌入成型(insertmolding)(注射接合)的方法作为代表例。方法B中,优选包括在金属板2表面的微细凹凸结构上将接合衬垫注射成型的工序。
进行注射接合的情况下,准备注射成型用的模具,打开该模具,将金属板2设置于其一部分。然后,将模具闭合,以弹性衬垫用的树脂组合物的至少一部分与金属板2的表面接触的方式,向上述模具内注射树脂组合物,使其固化。然后,将模具打开,进行脱模,由此,能得到带有弹性衬垫的金属板2。
另外,上述注射成型时,优选使用将模具急速加热冷却的高速热循环成型(RHCM,急冷急热成型)。原因在于,通过采用高速热循环成型,能提高金属与树脂间的接合强度。具体而言,可例举下述方法:在树脂组合物的注射开始至保压完成期间,将模具的表面温度维持为250~300℃的温度,然后,将模具的表面温度冷却至170~230℃的方法。
作为在进行粘接接合时可使用的粘接剂,可以没有限制地使用已知的天然系粘接剂、合成系粘接剂。使用何种粘接剂,是本领域技术人员根据在何种用途中使用具有何种性能的冷却单元等事项任意判断的事项。粘接条件根据粘接剂的类型的不同而不同,例如,可例举在室温~150℃的温度下进行0.1分钟~7天左右的条件。粘接可在加压下进行。在加压下进行粘接的情况下,压力例如为0.01~1MPa左右。
按照上述方式,树脂制浅盘3的侧壁部3a的顶面部3b、与带有弹性衬垫的金属板2进行机械连接,可得到本实施方式涉及的冷却单元1。即,本实施方式涉及的冷却单元1中,对于树脂制浅盘3和金属板2而言,优选至少树脂制浅盘3与冷却单元1的外周端部进行机械连接。机械连接中,优选选自螺纹紧固及铆接中的至少一种。对于如方法B那样按照在将金属板2与弹性衬垫4注射接合或粘接接合之后、将该弹性衬垫夹入并进行压缩的方式将树脂制浅盘3机械连接而形成的冷却单元而言,通过两个步骤牢固地进行连接,因此,能更有效地抑制在树脂制浅盘3内流通的制冷剂的漏液。另外,本实施方式涉及的冷却单元1在为了应对冷却单元的意料之外的故障、对冷却单元内的流路进行定期检查而将冷却单元分解·再嵌合的情况下也容易操作。
<结构体>
本实施方式涉及的结构体具备发热体、本实施方式涉及的冷却单元1、和根据需要的收纳发热体的箱,发热体配置于冷却单元1中的金属板2的表面。发热体例如为电池、电子部件。金属板2与发热体可以直接接触,但优选在该接触部安装有导热性片。也可代替导热性片而使用被称为热界面材料(Thermal interface material)(TIM)的物质,具体而言,可例举导热脂(thermal grease)、相变材料(PCM)、凝胶、高导热粘接剂、导热胶带(thermaltape)等。
以上,对本发明的实施方式进行了说明,但它们是本发明的例示,包含上述以外的多种构成。
实施例
以下,通过实施例来说明本发明的实施方式,但本实施方式不受它们的限制。
(金属板表面的十点平均粗糙度(Rzjis)的测定)
使用表面粗糙度测定装置“Surfcom 1400D(东京精密公司制)”,在按照JISB0601:2001(对应ISO4287)测定的表面粗糙度中,测定十点平均粗糙度(Rzjis)。需要说明的是,测定条件如下所述。
·触针顶端半径:5μm
·基准长度:0.8mm
·评价长度:4mm
·测定速度:0.06mm/sec
测定针对由金属板的表面上的具有平行关系的任意的3个直线部、及与该直线部正交的任意的3个直线部形成的合计6个直线部进行。
(拉伸弹性模量的测定)
对于弹性衬垫的拉伸弹性模量而言,使用拉伸试验机,按照JIS K6254(2016),在测定温度23℃、50%RH、拉伸速度50mm/min的条件下进行测定。
(弹性衬垫向微细凹凸结构的进入率的测定)
弹性衬垫向微细凹凸结构的进入率利用以下的方法进行测定。
首先,拍摄弹性衬垫与金属板的边界部的截面照片。接下来,由得到的截面照片,如图8所示,用直线连接测定长度100μm中的金属板表面的凸部的高度最高的2点,用图像分析软件(软件名:imageJ)测定由直线和金属界面包围的面积Sh和在由直线和金属界面包围的区域中存在的树脂部的面积Sr,将Sr/Sh×100[%]作为进入率。此处,对于进入率而言,在一个测定样品中合计测定5处,采用它们的平均值。
(气密性评价)
按照ISO19095,实施氦泄漏试验,将氦气的检测量小于10ppm作为合格,将为10ppm以上作为不合格。
<树脂组合物>
作为树脂组合物A1,使用了醚系热塑性聚氨酯(TPU)Resamine P
<表面粗糙化金属板的制作>
(表面粗糙化铝合金板M1)
对JIS H4000中规定的合金编号6063的铝合金板(45mm×18mm×2mm)进行脱脂处理后,在填充有含有15质量%氢氧化钠和3质量%氧化锌的碱系蚀刻剂(30℃)的处理槽1中浸渍3分钟(在以下的说明中,有时简称为“碱系蚀刻剂处理”)后,在30质量%的硝酸(30℃)中浸渍1分钟,进一步重复实施1次碱系蚀刻剂处理。接下来,将得到的铝合金板在填充有含有3.9质量%氯化铁、0.2质量%氯化铜、和4.1质量%的硫酸的酸系蚀刻水溶液的处理槽2中,于30℃浸渍5分钟,并进行摇动。接下来,用流水进行超声波洗涤(水中,1分钟),然后进行干燥,由此,得到表面粗糙化铝合金板M1。
对于表面粗糙化铝合金板M1的表面粗糙度,使用表面粗糙度测定装置“Surfcom1400D(东京精密公司制)”,在按照JIS B0601:2001(对应ISO4287)测定的表面粗糙度中,测定十点平均粗糙度(Rzjis)。结果,Rzjis平均值为20μm。需要说明的是,Rzjis平均值为改变测定部位的6点测定值的平均值。
[实施例1]
将泄漏试验用模具安装于日本制钢所公司制的J85AD110H,在模具内设置利用上述方法得到的表面粗糙化铝合金板M1。接下来,在该模具内,在料筒温度为190℃、模具温度为40℃、注射速度为25mm/sec、保压为80MPa、保压时间10秒的条件下将上述树脂组合物A1注射成型,制作由表面粗糙化铝合金板M1、和由上述树脂组合物A1构成的接合衬垫形成的复合结构体。进而,介由预先进行成型而得到的由上述树脂组合物A1构成的接合衬垫,用螺钉与上述表面粗糙化铝合金M1机械连接,由此,得到泄漏试验用的试件(test piece)。将得到的试件中的接合衬垫与金属板的边界部的截面照片示于图6。由图6的照片算出的、接合衬垫向微细凹凸结构的进入率为40%。对于得到的复合结构体,进行气密性评价,结果为合格。
另外,由上述树脂组合物A1构成的弹性衬垫的23℃时的拉伸弹性模量为9MPa。
[比较例1]
使用注射成型机,在料筒温度为190℃、模具温度为40℃、注射速度为25mm/sec、保压为80MPa、保压时间为10秒的条件下对上述树脂组合物A1进行注射成型,制作弹性衬垫。
接下来,在表面粗糙化铝合金板M1上,重叠得到的弹性衬垫,进而,在其上重叠由树脂组合物A1构成的弹性衬垫,用螺钉将该弹性衬垫与表面粗糙化铝合金M1机械连接,由此,制作泄漏试验用的试件。将得到的复合结构体中的弹性衬垫与金属板的边界部的截面照片示于图7。由图7的照片算出的、弹性衬垫向微细凹凸结构的进入率为10%。对于得到的复合结构体,进行气密性评价,结果为不合格。此处,比较例1中,表面粗糙化铝合金板与弹性衬垫仅重叠并进行机械连接,未进行接合。
本申请主张以于2018年12月25日提出申请的日本申请特愿2018-241444号为基础的优先权,将其公开的全部内容并入本说明书中。
附图标记说明
1 冷却单元
2 金属板
3 树脂制浅盘
3a 侧壁部
3b 侧壁部的顶面部
3c 在侧壁部形成的顶缘部
4 弹性衬垫
4a 树脂制浅盘侧弹性衬垫用凹型槽
4b 金属板侧弹性衬垫用凹型槽
5 流路形成用肋部
5a 树脂制流路形成用肋部
5b 金属制流路形成用肋部
6 机械连接用螺钉
7 流路
- 冷却单元、冷却单元的制造方法及结构体
- 冷却单元、绝热结构体、基板处理装置、以及半导体装置的制造方法