夹层玻璃用中间膜、卷体以及夹层玻璃的制造方法
文献发布时间:2023-06-19 12:07:15
技术领域
本发明涉及一种用于获得夹层玻璃的夹层玻璃用中间膜。另外,本发明涉及一种使用了上述夹层玻璃用中间膜的卷体以及使用了上述夹层玻璃用中间膜的夹层玻璃的制造方法。
背景技术
夹层玻璃通常即使受到外部冲击而发生破损,其玻璃碎片的飞散量较少,安全性优异。因此,上述夹层玻璃广泛应用于汽车、铁路车辆、飞机、船舶以及建筑物等。上述夹层玻璃通过在一对玻璃板之间夹入夹层玻璃用中间膜而制造。
例如,上述夹层玻璃用于汽车的前挡风玻璃以及侧窗玻璃等。另外,作为用于汽车的上述夹层玻璃,已知平视显示器(HUD)。在HUD中,可以在汽车的前挡风玻璃上显示出作为汽车的运行数据的速度等的测量信息等,在前挡风玻璃的前方显示出上述信息等以使驾驶员可以识别。
在后述的专利文献1中,公开了一种用于作为平视显示器的夹层玻璃的夹层玻璃用中间膜。此中间膜含有热塑性树脂,并具有一端、以及在与上述一端的相反侧具有比上述一端厚度更大的另一端,该中间膜具有对应于平视显示器的显示区域的显示对应区域。在此中间膜中,上述显示对应区域和与上述显示对应区域相邻的周边区域可以通过目视确认,或者,上述显示对应区域的颜色或光泽度与和上述显示对应区域相邻的周围区域的颜色或光泽度不同。
现有技术文献
专利文献
专利文献1:WO2017/039004A1号公报
发明内容
发明所要解决的问题
夹层玻璃是在将夹层玻璃部件与中间膜贴合后,通过切掉从该夹层玻璃部件的端部露出的中间膜(切边)而制造。
在夹层玻璃的制备工序中,需要适当地组合上述夹层玻璃部件与上述中间膜使用。然而,由于多个中间膜的外观多有类似,因此有时在制造时会出现难以分辨中间膜。因此有时恶意利用难以分辨中间膜,替换其他公司的产品以销售仿制品的情况。
另外,在夹层玻璃的制备工序中,优选将上述夹层玻璃部件与上述中间膜在恰当的位置上贴合。若上述夹层玻璃与上述中间膜未在恰当的位置贴合,则会由于切边而导致所废弃的中间膜的量增加,或在制得的夹层玻璃中发生性能或外观方面的异常情况。
例如,若中间膜具有阴影区域时,则在所制备的多个夹层玻璃中,有时阴影区域的位置及宽度等分布不均。特别是在制备侧窗玻璃等形状不对称的夹层玻璃时,容易产生阴影区域的位置及宽度等分布不均。
另外,作为用于HUD的中间膜,有时会选用楔形的中间膜。通过使调整了楔角的中间膜的显示对应区域与夹层玻璃部件的显示对应区域相一致,从而可以有效地抑制双重图像。然而,即使调整了中间膜的楔角,上述夹层玻璃部件与上述中间膜未在恰当的位置处贴合时,产生这些显示对应区域之间的位置偏移,其结果,有时产生双重图像。特别是,在具有从一端朝向另一端厚度的增加量发生变化的部分的楔形中间膜中,容易产生由于显示对应区域之间的位置偏移所导致的双重图像。
如上所述,若夹层玻璃部件与中间膜未以恰当的组合来使用,或未在恰当的位置处贴合,则作为其结果,夹层玻璃的制造效率降低。
本发明的目的在于提供一种可以提高夹层玻璃的制造效率的夹层玻璃用中间膜。另外,本发明的目的在于提供一种使用了上述夹层玻璃用中间膜的卷体以及使用上述夹层玻璃用中间膜的夹层玻璃的制造方法。
用于解决问题的技术方案
根据本发明的广泛方面,本发明提供一种夹层玻璃用中间膜(在本说明书中,有时将“夹层玻璃用中间膜”简称为“中间膜”),其具备夹层玻璃用中间膜主体、以及在所述夹层玻璃用中间膜主体的第一表面上具备通过印刷而显示的印刷部,所述印刷部为对夹层玻璃部件进行贴合的位置的标记,或为夹层玻璃用中间膜的产品信息。
在本发明涉及的中间膜的某个特定的方面,所述印刷部是对夹层玻璃部件进行贴合的位置的标记。
在本发明涉及的中间膜的某个特定的方面,所述印刷部显示为线条、文字、符号或图形。
在本发明涉及的中间膜的某个特定的方面,所述印刷部具有以线宽10mm以下的线条显示的部分。
在本发明涉及的中间膜的某个特定的方面,所述印刷部是通过UV激光印刷所显示的印刷部。
在本发明涉及的中间膜的某个特定的方面,所述中间膜具有一端并在所述一端的相反侧具有另一端,所述另一端的厚度比所述一端的厚度更大,整个中间膜的楔角为0.1mrad以上。
在本发明涉及的中间膜的某个特定的方面,所述中间膜是用于作为平视显示器的夹层玻璃的夹层玻璃用中间膜,其中,所述夹层玻璃用中间膜具有对应于平视显示器的显示区域的显示对应区域。
在本发明涉及的中间膜的某个特定的方面,所述中间膜具有阴影区域。
在本发明涉及的中间膜的某个特定的方面,所述中间膜用于车辆的前挡风玻璃、侧窗玻璃、后挡风玻璃或车顶玻璃。
根据本发明的广泛方面,本发明提供一种卷体,其具备:卷芯、以及如上所述的夹层玻璃用中间膜,所述夹层玻璃用中间膜卷绕在所述卷芯的外周上。
根据本发明的广泛方面,本发明提供一种夹层玻璃的制造方法,其是具备第一夹层玻璃部件、第二夹层玻璃部件、以及配置于所述第一夹层玻璃部件与第二夹层玻璃部件之间的夹层玻璃用中间膜的夹层玻璃的制造方法,其中,所述夹层玻璃的制造方法包括:第一配置工序,其在如上所述的夹层玻璃用中间膜的第一表面上配置所述第一夹层玻璃部件;以及第二配置工序,其在所述夹层玻璃用中间膜的与所述第一表面相反侧的第二表面上配置所述第二夹层玻璃部件,在所述第一配置工序中,以所述夹层玻璃用中间膜的所述印刷部为标记,将所述第一夹层玻璃部件和所述夹层玻璃用中间膜进行贴合;或者,在第二配置工序中,以所述夹层玻璃用中间膜的所述印刷部为标记,将所述第二夹层玻璃部件和所述夹层玻璃用中间膜进行贴合。
发明的效果
本发明涉及的夹层玻璃用中间膜具备夹层玻璃用中间膜主体,并且在上述夹层玻璃用中间膜主体的第一表面上具备通过印刷而显示的印刷部。在本发明涉及的中间膜中,上述印刷部为对夹层玻璃部件进行贴合的位置的标记,或为夹层玻璃用中间膜的产品信息。在本发明涉及的夹层玻璃用中间膜中,由于具备上述构成,因此可以提高夹层玻璃的制造效率。
附图说明
图1(a)以及图1(b)是示意性地表示本发明第一实施方式涉及的夹层玻璃用中间膜的截面图和正视图。
图2(a)以及图2(b)是示意性地表示本发明第二实施方式涉及的夹层玻璃用中间膜的截面图和正视图。
图3是示意性地表示本发明第三实施方式涉及的夹层玻璃用中间膜的截面图。
图4是示意性地表示本发明第四实施方式涉及的夹层玻璃用中间膜的截面图。
图5是示意性地表示本发明第五实施方式涉及的夹层玻璃用中间膜的截面图。
图6是示意性地表示本发明第六实施方式涉及的夹层玻璃用中间膜的截面图。
图7(a)以及图7(b)是示意性地表示本发明第七实施方式涉及的夹层玻璃用中间膜的截面图和正视图。
图8(a)以及图8(b)是示意性地表示本发明第八实施方式涉及的夹层玻璃用中间膜的截面图和正视图。
图9是示意性地表示本发明第一实施方式涉及的夹层玻璃用中间膜的变形例的截面图。
图10是表示使用了图1所示的夹层玻璃用中间膜的夹层玻璃的一个示例的截面图。
图11是示意性地表示图1所示的夹层玻璃用中间膜卷绕成的卷体的立体图。
图12是用于说明实施例的评价双重图像中的预压接方法的图。
具体实施方式
以下,对本发明的具体内容进行说明。
本发明涉及的夹层玻璃用中间膜(在本说明书中,有时简称为“中间膜”)用于夹层玻璃。
本发明涉及的中间膜具备夹层玻璃用中间膜主体(在本说明书中,有时简称为“中间膜主体”)、以及在上述夹层玻璃用中间膜主体的第一表面上具备通过印刷而显示的印刷部。上述中间膜主体包括除中间膜的印刷部以外的部分。在本发明涉及的中间膜中,上述印刷部为对夹层玻璃部件进行贴合的位置的标记,或为夹层玻璃用中间膜的产品信息。
上述印刷部可以是对夹层玻璃部件进行贴合的位置的标记,也可以是夹层玻璃用中间膜的产品信息,也可以同时为对夹层玻璃部件进行贴合的位置的标记和夹层玻璃用中间膜的产品信息。
在本发明涉及的中间膜中,由于其具备上述构成,因此可以提高夹层玻璃的制造效率。在本发明涉及的中间膜中,由于其具备上述构成,因此可以容易地分辨中间膜,另外可以减少由于切边导致的废弃中间膜的量,或可以优化制备得到的夹层玻璃的性能或外观。
上述印刷部优选显示为线条、文字、符号或图形。
上述中间膜主体具有单层结构或2层以上的结构。上述中间膜可以具有单层结构,也可以具有2层结构,还可以具有2层以上的结构。上述中间膜主体可以具有3层结构,也可以具有3层以上的结构。上述中间膜主体可以是单层的中间膜主体,也可以是多层的中间膜主体。另外,上述中间膜主体的层数可以与上述中间膜的层数一致。
可以仅在上述中间膜主体的第一表面上具备上述印刷部,可以在上述中间膜主体的第一表面上以及在与该第一表面相反侧的第二表面上同时具备上述印刷部。上述中间膜可以在中间膜的第一表面上具有上述印刷部,也可以在中间膜的第一表面上以及在与该第一表面相反侧的第二表面上均具有上述印刷部。
上述印刷部与上述中间膜主体优选可以通过目视进行识别。此时,上述印刷部与上述中间膜主体,可以在一般环境下(例如,在荧光灯照射下)通过目视识别,可以在照射特定波长的光时通过目视识别。上述印刷部与上述中间膜主体可以在在照射特定波长的光时通过目视识别而不能在一般环境下通过目视识别。特别是,上述印刷部与上述中间膜主体可以在照射特定波长的光时通过目视而识别时,即使在制备夹层玻璃之后,也可以通过向该夹层玻璃照射具有特定波长的光,追踪中间膜以及夹层玻璃的产品信息。
上述印刷部与上述中间膜主体能否以目视识别通过如下方式进行判断:,具有正常视力者(例如,视力为1.0)对中间膜的第一表面(具有印刷部的表面)自距离该第一表面70cm位置处进行目视时,能否识别上述印刷部与上述中间膜主体。
上述印刷部是通过印刷而显示为线条、文字、符号或图形等的区域。因此,上述印刷部与通过压纹加工而使中间膜表面的光泽度发生变化的区域不同,另外,上述印刷部与由配合了着色剂等的树脂形成物成型得到的中间膜中的着色部不同。
另外,上述印刷部为对夹层玻璃部件进行贴合的位置的标记,或者为是夹层玻璃用中间膜的产品信息。因此,上述印刷部与谋求设计性而形成的印刷部不同。
上述印刷部可以具有线条,可以具有文字,也可以具有符号,还可以具有图形。上述印刷部可以组合线条、文字、符号和图形。另外,作为图形,可以列举圆形、三角形、四边形以及点状等图形。上述印刷部可以具有条形码以及二维码等。作为上述二维码,可以列举QR码(注册商标)等。
作为对夹层玻璃部件进行贴合的位置的标记,上述印刷部优选具有线条。作为对夹层玻璃部件进行贴合的位置的标记,上述印刷部优选具有显示为线条的部分。
作为上述线条,可以列举用于与夹层玻璃部件的端部进行位置对准的线条(标记),以及用于对准HUD区域位置的线条(标记)等。
印刷有上述用于与夹层玻璃部件的端部进行位置对准的线条(标记)的位置,以及印刷有用于对准HUD区域位置的线条(标记)的位置可以根据所使用的夹层玻璃部件的大小进行适当地更改。
上述线条可以是直线,可以是折线,也可以是曲线。另外,上述线条可以是实线,可以是虚线,也可以是波浪线。
上述线条的线宽优选为0.01mm以上,更优选为0.1mm以上。上述线条的线宽优选为330mm以下,更优选为300mm以下,进一步优选为250mm以下,更进一步优选为200mm以下,再进一步优选为150mm以下,更加进一步优选为100mm以下,特别优选为10mm以下,最优选为5mm以下。若上述线宽为上述下限以上且上述上限以下,则可以提高印刷部的识别能力,另外,还可以使其易于与夹层玻璃部件贴合。
作为夹层玻璃用中间膜产品信息的上述印刷部优选显示为线条、文字、符号或图形。
作为上述产品信息,可以列举制造商名、产品名、商标、批号、条形码以及二维码等。可以通过使用线条、文字、符号、图形、或将其加以组合使用,而显示作为上述产品信息的印刷部。
上述印刷部的颜色,没有特别的限制,可以列举白色、黑色、红色、蓝色、黄色、以及绿色等。上述印刷部可以是半透明。所谓半透明是指,并非完全透明但可透视。上述印刷部在一般的光源下(例如荧光灯照射下)为无色,且在照射特定波长的光时可以发光。
上述印刷部可以在制造夹层玻璃时通过切边去除,也可以不去除。上述印刷部通过切边完全去除时,在所制备的夹层玻璃的中间膜中不存在印刷部。上述印刷部优选在制造夹层玻璃时通过切边而被去除。上述印刷部未通过切边去除时,在所制备的夹层玻璃的中间膜中存在印刷部。
作为形成上述印刷部的方法,可以列举激光印刷、喷墨印刷、记号笔印刷以及标签印刷等。
上述印刷部优选为通过激光印刷、喷墨印刷以及标签印刷等而显示的印刷部,更优选为通过激光印刷、喷墨印刷而显示的印刷部,进一步优选为通过激光印刷而显示的印刷部。激光印刷优选为UV激光印刷。若上述印刷部为通过UV激光印刷而显示的印刷部,则该印刷部容易由于制备夹层玻璃时所施加的热和压力等的影响而消失,其结果,可以在夹层玻璃中难以目视确认该印刷部。若上述印刷部是在普通光源下为无色但在照射特定波长的光时可以发光的印刷部,则该印刷部优选为通过喷墨印刷而显示的印刷部。具有如此性质的印刷部,可以使用如Almarq株式会社制造的“Linx UV荧光油墨1121”等荧光调色剂进行喷墨印刷而显示。
上述印刷部优选为可以通过加热而不再显示。在通过热压接形成夹层玻璃时,上述印刷部优选为可以通过热压接时的加热而不再显示。上述印刷部优选可以通过70℃以上的加热而不再显示。另外,上述印刷部更优选为可以通过120℃以上的加热而不再显示。
作为可以用于上述UV激光印刷的装置的市售品,可以列举KEYENCE株式会社制造的“MD-U1000C”等。
作为可以用于上述喷墨印刷的装置的市售品,可以列举KEYENCE株式会社制造的“MK-U6000”等。另外,作为可以对荧光调色剂进行喷墨印刷的装置的市售品,可以列举Almarq株式会社制造的“LINX 7900”等。
作为用于上述记号笔印刷的装置的市售品,可以列举AYAHA ENGINEERING株式会社制造的“AMK-MAGIC LL”等。
作为用于上述标签印刷的装置的市售品,可以列举AYAHA ENGINEERING株式会社制造的“AMK-CLEAN”等。
在进行下述的夹层玻璃的光照射实验时,优选由对应于该夹层玻璃中的中间膜的上述印刷部的区域所投影的阴影的亮度不存在差异。
光照射实验:准备长30cm、宽15cm的中间膜。优选上述长方向为中间膜的TD方向,且上述宽方向为中间膜的MD方向。准备依据JIS R3202:2011的厚度为2mm的第一透明玻璃以及依据JIS R3202:2011的厚度为2mm的第二透明玻璃。用第一透明玻璃和第二透明玻璃夹住中间膜,以使中间膜的上述印刷部位于第一透明玻璃侧,在240℃且线性压力为98N/cm的条件下进行预压接。随后,在140℃且压力为1.3MPa的条件下进行压接,从而获得夹层玻璃。从距离地板高度80cm的位置处,以相对于地板为垂直方向与地板呈15度角地设置强光源装置。在距离强光源装置175cm位置且夹层玻璃的中央为距离地板高度为1cm位置处配置夹层玻璃,使夹层玻璃的面方向与强光源的照射方向相垂直,且使夹层玻璃的第一透明玻璃侧为强光源侧。从强光源向夹层玻璃照射光,视力为1.0的检察员目视确认由对应于该夹层玻璃中的中间膜的上述印刷部的区域向距离夹层玻璃25cm的背面所投影的阴影,判定是否存在阴影的亮度差异。
另外,在上述光照射实验中,在上述中间膜主体的第一表面上与第二表面这两个表面上均具备上述印刷部,且在夹层玻璃的两侧获得了不同的亮度值时,以特定的位置关系获得夹层玻璃。即,获得夹层玻璃,使获得高亮度值的印刷部位于第一透明玻璃侧,使获得低亮度值的印刷部位于第二透明玻璃侧。
在用于上述光照射实验的夹层玻璃中,中间膜的对应于上述印刷部的区域的平行光透射率优选为60%以上,更优选70%以上,进一步优选为80%以上,特别优选为85%以上。
在用于上述光照射实验的夹层玻璃中,对应于中间膜的上述印刷部的区域的平行光透射率与对应于印刷部周边的非印刷部的区域的平行光透射率之差的绝对值优选为15%以下,更优选为10%以下,进一步优选为5%以下。另外,所谓印刷部周边的非印刷部是指距离印刷部5mm以内的区域。
上述平行光透射率依据JIS R3106:1998测量。具体而言,将夹层玻璃与光轴的法线相平行地设置在光源与积分球的光路上且在距离积分球13cm位置,在该状态下,使用分光光度计,使积分球仅接受透射过夹层玻璃的平行光,测量平行光透射率。上述平行光透射率是指从在此状态下所测量的分光透射率计算出的可见光透射率。作为分光光度计,例如可以列举日立高新技术株式会社制造的“U-4100”等。
上述中间膜优选具有一端、以及在所述一端相反侧的另一端。上述一端与上述另一端是中间膜中的相对两侧的端部。
上述中间膜优选具有MD方向和TD方向。中间膜例如可以通过熔融挤出成型而获得。MD方向是制造中间膜时的中间膜的流动方向。TD方向是与制造中间膜时的中间膜的流动方向垂直的方向且为与中间膜的厚度方向垂直的方向。优选上述一端与上述另一端位于TD方向的两侧。
在本发明涉及的中间膜中,上述另一端的厚度可以与上述一端的厚度相同。在本发明涉及的中间膜中,上述另一端的厚度可以比上述一端的厚度的厚度更大。上述另一端的厚度比上述一端的厚度的厚度更大的中间膜是楔形的中间膜。
本发明涉及的中间膜具有对应于平视显示器的显示区域的显示对应区域。上述显示对应区域是可以良好地显示信息的区域。
上述显示对应区域优选具有长度方向和宽度方向。由于中间膜的通用性优异,因此上述显示对应区域的宽度方向优选为连结上述一端与上述另一端的方向。上述显示对应区域优选为带状。
从抑制双重图像的观点出发,上述中间膜优选为楔形的中间膜。
从进一步抑制双重图像的观点出发,上述中间膜优选具有厚度方向的截面形状为楔形的部分。上述中间膜优选具有从一端朝向另一端厚度逐渐变大的部分。上述中间膜优选上述显示对应区域的厚度方向的截面形状为楔形。作为上述中间膜的厚度方向的截面形状,可以列举梯形、三角形以及五边形等。
从进一步抑制双重图像的观点出发,中间膜优选在其厚度增加的区域内具有从一端侧至另一端侧厚度的增加量变大的部分。从更进一步抑制双重图像的观点出发,中间膜优选在其厚度方向的截面形状为楔形的区域中具有从一端侧至另一端侧楔角变大的部分。
本发明涉及的中间膜为楔形的中间膜时,从抑制双重图像的观点出发,中间膜整体的楔角优选为0.1mrad(0.00575度)以上,更优选为0.2mrad(0.0115度)以上,且优选为2mrad(0.1146度)以下,更优选为0.7mrad(0.0401度)以下。
上述中间膜的楔角是连结中间膜的最大厚度部分与最小厚度部分的中间膜的第一表面(一个表面)部分的直线和连结中间膜的最大厚度部分与最小厚度部分的中间膜的第二表面(另一个表面)部分的直线的交点的内角。另外,最大厚度部分为多个时、最小厚度部分为多个时、最大厚度部分存在于一定区域时、最小厚度部分存在于一定区域时,选择用于求出楔角的最大厚度部分和最小厚度部分以使所求出的楔角最大。
作为用于测量上述中间膜的楔角以及上述中间膜的厚度的测量仪,可以列举接触式厚度测量仪“TOF-4R”(山文电气株式会社)等。
使用上述的测量仪,以2.15mm/分钟~2.25mm/分钟的膜搬运速度,使从一端至另一端为最短距离地进行上述厚度测量。
作为用于测量将上述中间膜制成夹层玻璃后的上述中间膜的楔角(θ)以及后述的中间膜的厚度的测量仪,可以列举非接触多层膜测量仪(例如,Lumetrics株式会社制造的“OPTIGAUGE”)等。若使用非接触多层膜测量仪,则可以以夹层玻璃的状态测量中间膜的厚度。
另外,为了抑制双重图像,即使调整了中间膜的楔角,在中间膜的显示对应区域与夹层玻璃部件的显示对应区域之间出现位置偏移时,有时会出现双重图像。在本发明中,由于中间膜具备上述印刷部,因此可以适当地辨识出向、与夹层玻璃部件的贴合位置,从而可以有效地抑制中间膜的显示对应区域与夹层玻璃部件的显示对应区域之间的位置偏移,其结果,可以有效地抑制双重图像。
本发明涉及的中间膜具有上述显示对应区域时,优选在从自上述一端朝向上述另一端18cm位置处起至自上述一端朝向上述另一端61.8cm位置处的区域内具有上述显示对应区域。此时,可以有效地抑制双重图像。
本发明涉及的中间膜为楔形的中间膜时,中间膜优选在从自上述一端朝向上述另一端18cm位置处至自上述一端朝向上述另一端61.8cm位置处的区域内其厚度方向的截面形状为楔形的部分。此时,可以有效地抑制双重图像。另外,上述厚度方向的截面形状为楔形的部分只要存在于上述的区域内的至少一部分中即可。
本发明涉及的中间膜及上述中间膜主体可以具有阴影区域。本发明涉及的中间膜可以具有上述显示对应区域和上述阴影区域。此时,上述阴影区域可以与上述显示对应区域分离。本发明涉及的中间膜可以不具有上述显示对应区域但具有上述阴影区域。上述阴影区域以防止驾驶员在驾驶中由于如太阳光或室外照明等而感到眩目等为目的而设置。上述阴影区域有时为了赋予隔热性而设置。上述阴影区域优选位于中间膜的边缘部。上述阴影区域优选为带状。
在阴影区域中,为了改变颜色及可见光透射率等,还可以使用着色剂或填充剂。着色剂或填充剂可以仅包含于中间膜的厚度方向的一部分区域内,也可以包含于中间膜的厚度方向的整体区域内。上述阴影区域与上述印刷部不同。另外,可以在上述阴影区域的表面上形成上述印刷部。
此外,中间膜具有阴影区域时,在所制备的多个夹层玻璃中,有时阴影区域的位置以及宽度等分布不均。在本发明中,由于中间膜具备上述印刷部,因此可以适当地识别与夹层玻璃部件进行贴合的位置,从而可以有效地抑制阴影区域的位置以及宽度等分布不均。
从进一步优化显示、更进一步拓宽视野的观点出发,上述显示对应区域的可见光透射率优选为80%以上,更优选为88%以上,进一步优选为90%以上。上述显示对应区域的可见光透射率优选比上述阴影区域的可见光透射率高。上述显示对应区域的可见光透射率可以比上述阴影区域的可见光透射率低。上述显示对应区域的可见光透射率优选比上述阴影区域的可见光透射率高50%以上,更优选高60%以上。
另外,例如在显示对应区域以及阴影区域中,可见光透射率发生变化时,在显示对应区域的中心位置以及阴影区域的中心区域处测量可见光透射率。
使用分光光度计(日立高新技术株式会社制造的“U-4100”),依据JIS R3211:1998,可以对所获得的夹层玻璃在380nm~780nm下的上述可见光透射率进行测量。另外,作为玻璃板,优选使用以JIS R3202:2011为基准的厚度为2mm的透明玻璃。
以下,将参考附图对本发明的具体实施方式进行说明。
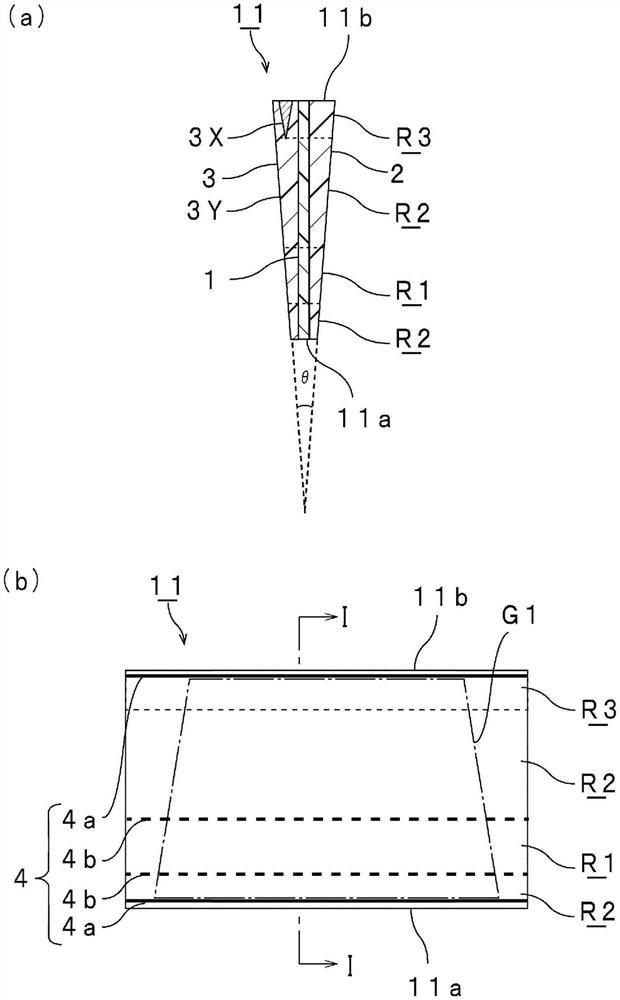
图1(a)以及图1(b)是示意性地表示本发明第一实施方式涉及的夹层玻璃用中间膜的截面图和正视图。图1(a)是图1(b)中沿着I-I线的截面图。另外,为了图示方便,图1以及后述的图中的中间膜及印刷部的大小和尺寸从实际的大小和形状适当变更。
在图1(a)中表示了中间膜11的厚度方向的截面。另外,为了图示方便,在图1(a)以及后述的图中,将中间膜以及构成中间膜的各层的厚度、以及楔角(θ)以与实际的厚度和楔角不同的方式表示。另外,为了图示方便,在图1(a)中未表示出印刷部。
图1中所示的中间膜11具备第一层1(中间层)、第二层2(表面层)、第三层3(表面层)以及印刷部4。由第一层1、第二层2以及第三层3构成中间膜主体。中间膜主体具备第一层1、第二层2以及第三层3。第三层3具有含有着色剂的着色部3X和不含着色剂的非着色部3Y。
在第一层1的第一表面侧上配置并层叠有第二层2。在第一层1的与第一表面相反的第二表面侧上配置并层叠有第三层3。第一层1配置并夹入于第二层2与第三层3之间。中间膜11用于获得夹层玻璃。中间膜11是夹层玻璃用中间膜。中间膜11具有三层结构,为多层中间膜。
中间膜11具有一端11a、以及在一端11a相反侧的另一端11b。一端11a与另一端11b是相对的两侧的端部。第二层2以及第三层3的厚度方向的截面形状为楔形。第一层1的厚度方向的截面形状为矩形。就第二层2以及第三层3的厚度而言,另一端11b侧比一端11a侧更大。因此,中间膜11的另一端11b的厚度比一端11a的厚度大。因此,中间膜11具有厚度薄的区域和厚度厚的区域。另外,就着色部3X的厚度而言,另一端11b侧比一端11a侧大。
中间膜11具有从一端11a侧至另一端11b侧厚度增加的区域。中间膜11在其厚度增加的区域中,从一端11a侧至另一端11b侧的厚度的增加量均匀。
中间膜11具有对应于平视显示器的显示区域的显示对应区域R1。中间膜11在显示对应区域R1的附近具有周围区域R2。在本实施方式中,显示对应区域R1是自从一端11a朝向另一端11b的18cm的位置起至从一端11a朝向另一端11b的63.8cm的位置处的区域。
中间膜11具有与显示对应区域R1分离的阴影区域R3。阴影区域R3位于中间膜11的边缘部。阴影区域R3对应于存在着色部3X的部分的区域。
在中间膜主体的表面上形成有印刷部4。在中间膜主体的表面上通过印刷显示有印刷部4。印刷部4是对夹层玻璃部件G1进行贴合的位置的标记。印刷部4具有两根实线4a和两根虚线4b。两根虚线4b之间的区域对应于中间膜11的显示对应区域R1。两根实线4a是用于与夹层玻璃部件G1的端部进行位置对准的标记。两根虚线4b是用于HUD区域的位置对准的标志。
将两根实线4a与夹层玻璃部件G1的端部对准,另外将两根虚线4b与夹层玻璃部件G1的显示对应区域对准,并将中间膜11贴合到夹层玻璃部件G1上,由此可以良好地制备夹层玻璃。
中间膜为图1(a)所示的形状,其可以是单层,也可以是双层,还可以是4层以上。图9是示意性地表示本发明第一实施方式涉及的夹层玻璃用中间膜的变形例即中间膜11的变形例的截面图。如图9所示的中间膜11-2,其可以形成阴影区域R3但不局部地形成含有着色剂的着色部3X。另外,中间膜为如图1(a)以及图12所示的形状,可以将阴影区域R3设为非阴影区域的区域,可以将其设为透明区域。
图11是示意性地表示图1所示的夹层玻璃用中间膜卷绕而成的卷体的立体图。
中间膜11可以卷绕而形成中间膜11的卷体51。
图11所示的卷体51具备卷芯61以及中间膜11。中间膜11卷绕在卷芯61的外周上。
图2(a)以及图2(b)是示意性地表示本发明第二实施方式涉及的夹层玻璃用中间膜的截面图和正视图。图2(a)是图2(b)中沿着I-I线的截面图。在图2(a)中表示出了中间膜11A的厚度方向的截面。另外,为了图示方便,在图2(a)中未表示出印刷部。
图2中所示的中间膜11A具备第一层1A、以及印刷部4A。由第一层1A构成中间膜主体。中间膜主体为第一层1A。中间膜11A具有仅为第一层1A的单层的结构。中间膜11A是单层的中间膜。中间膜11A用于获得夹层玻璃。中间膜11A是夹层玻璃用中间膜。另外,第一层1A具有含有着色剂的着色部1AX和不含着色剂的非着色部1AY。
中间膜11A具有一端11a、以及在一端11a相反侧的另一端11b。一端11a与另一端11b是相对的两侧的端部。中间膜11A的另一端11b的厚度比一端11a的厚度大。因此,中间膜11A以及第一层1A具有厚度薄的区域和厚度厚的区域。另外,就着色部1AX的厚度而言,另一端11b侧比一端11a侧大。
中间膜11A具有从一端11a侧至另一端11b侧厚度增加的区域。中间膜11A在其厚度增加的区域中,从一端11a侧至另一端11b侧厚度的增加量均匀。
中间膜11A以及第一层1A具有其厚度方向的截面形状为矩形的部分11Aa、1Aa以及厚度方向的截面形状为楔形的部分11Ab、1Ab。
中间膜11A具有对应于平视显示器的显示区域的显示对应区域R1。中间膜11A在显示对应区域R1的附近具有周围区域R2。
中间膜11A具有与显示对应区域R1分离的阴影区域R3。阴影区域R3位于中间膜11A的边缘部。阴影区域R3对应于存在着色部1AX部分的区域。
在第一层1A的表面上形成有印刷部4A。在中间膜主体的表面上通过印刷而显示有印刷部4A。印刷部4A是对夹层玻璃部件G1A进行贴合的位置的标记。印刷部4A具有两根虚线4Ab。两根虚线4b是用于与夹层玻璃部件G1A的端部进行位置对准的标记。
将两根虚线4Ab与夹层玻璃部件G1A的端部对准,并将中间膜11A与夹层玻璃部件G1A贴合,由此可以良好地制备夹层玻璃。
中间膜为图2(a)所示的形状,其可以是2层以上。中间膜可以为图2(a)所示的形状,可以形成阴影区域R3但不局部地形成含有着色剂的着色部1AX。另外,中间膜为如图2(a)所示的形状,且可以将阴影区域R3设为非阴影区域的区域,也可以将其设为透明区域。
图3是示意性地表示本发明第三实施方式涉及的夹层玻璃用中间膜的截面图。在图3中表示出了中间膜11B的厚度方向的截面。另外,为了图示方便,在图3中未表示出印刷部。
图3中所示的中间膜11B具备第一层1B(中间层)、第二层2B(表面层)、第三层3B(表面层)以及印刷部。第三层3B具有含有着色剂的着色部3BX和不含着色剂的非着色部3BY。在中间膜11与中间膜11B中,厚度增加的区域中的厚度增加量不同。
中间膜11B具有从一端11a侧至另一端11b侧厚度增加的区域。中间膜11B在其厚度增加的区域中,具有从一端11a侧至另一端11b侧厚度的增加量变大的部分。另外,中间膜11B具有厚度方向的截面形状为楔形的区域。中间膜11B在其厚度方向的截面形状为楔形的区域中,具有从一端侧至另一端侧楔角变大的部分。中间膜为图3所示的形状,可以形成阴影区域R3但不局部地形成含有着色剂的着色部3BX。另外,中间膜为如图3所示的形状,且可以将阴影区域R3设为非阴影区域的区域,也可以将其设为透明区域。
图4是示意性地表示本发明第四实施方式涉及的夹层玻璃用中间膜的截面图。在图4中表示出了中间膜11C的厚度方向的截面。另外,为了图示方便,在图4中未表示出印刷部。
图4中所示的中间膜11C具备作为中间膜主体的第一层1C及印刷部。第一层1C具有含有着色剂的着色部1CX和不含着色剂的非着色部1CY。由第一层1C构成中间膜主体。中间膜主体为第一层1C。中间膜11C具有仅为第一层1C的单层的结构。中间膜11C是单层的中间膜。在中间膜11A与中间膜11C中,厚度增加的区域中的厚度增加量不同。
中间膜11C具有从一端11a侧至另一端11b侧厚度增加的区域。中间膜11C在其厚度增加的区域中,具有从一端11a侧至另一端11b侧厚度的增加量变大的部分。另外,中间膜11C具有厚度方向的截面形状为楔形的区域。中间膜11C在厚度方向的截面形状为楔形的区域中,具有从一端侧至另一端侧楔角变大的部分。
中间膜11C以及第一层1C具有其厚度方向的截面形状为矩形的部分11Ca、1Ca以及厚度方向的截面形状为楔形的部分11Cb、1Cb。中间膜为图4所示的形状,可以形成阴影区域R3但不局部地形成含有着色剂的着色部1CX。另外,中间膜为如图4所示的形状,且可以将阴影区域R3设为非阴影区域的区域,也可以将其设为透明区域。
图5是示意性地表示本发明第五实施方式涉及的夹层玻璃用中间膜的截面图。在图5中表示出了中间膜11D的厚度方向的截面。另外,为了图示方便,在图5中未表示出印刷部。
图5中所示的中间膜11D具备第一层1D(中间层)、第二层2D(表面层)、第三层3D(表面层)以及印刷部。第三层3D具有含有着色剂的着色部3DX和不含着色剂的非着色部3DY。在中间膜11与中间膜11D中,厚度增加的区域中的厚度增加量不同。
中间膜11D具有从一端11a侧至另一端11b侧厚度增加的区域。中间膜11D在其厚度增加的区域中,具有从一端11a侧至另一端11b侧厚度的增加量变小的部分。另外,中间膜11D具有厚度方向的截面形状为楔形的区域。中间膜11D在其厚度方向的截面形状为楔形的区域中,具有从一端侧至另一端侧楔角变小的部分。中间膜为图5所示的形状,可以形成阴影区域R3但不局部地形成含有着色剂的着色部3DX。另外,中间膜为如图5所示的形状,且可以将阴影区域R3设为非阴影区域的区域,也可以将其设为透明区域。
图6是示意性地表示本发明第六实施方式涉及的夹层玻璃用中间膜的截面图。在图6中表示出了中间膜11E的厚度方向的截面。另外,为了图示方便,在图6中未表示出印刷部。
图6中所示的中间膜11E具备第一层1E、以及印刷部。第一层1E具有含有着色剂的着色部1EX和不含着色剂的非着色部1EY。由第一层1E构成中间膜主体。中间膜主体为第一层1E。中间膜11E具有仅为第一层1E的单层的结构。中间膜11E是单层的中间膜。在中间膜11A与中间膜11E中,厚度增加的区域中的厚度增加量不同。
中间膜11E具有从一端11a侧至另一端11b侧厚度增加的区域。中间膜11E在厚度增加的区域中,具有从一端11a侧至另一端11b侧厚度的增加量变小的部分。另外,中间膜11E具有厚度方向的截面形状为楔形的区域。中间膜11E在其厚度方向的截面形状为楔形的区域中,具有从一端侧至另一端侧楔角变小的部分。
中间膜11E以及第一层1E具有其厚度方向的截面形状为矩形的部分11Ea、1Ea以及厚度方向的截面形状为楔形的部分11Eb、1Eb。中间膜为图6所示的形状,可以形成阴影区域R3但不局部地形成含有着色剂的着色部1EX。另外,中间膜为如图6所示的形状,且可以将阴影区域R3设为非阴影区域的区域,也可以将其设为透明区域。
图7(a)以及图7(b)是示意性地表示本发明第七实施方式涉及的夹层玻璃用中间膜的截面图和正视图。图7(a)是图7(b)中沿着I-I线的截面图。在图7(a)中示出了中间膜11F的厚度方向的截面。另外,为了图示方便,在图7(a)中未表示出印刷部。
图7中所示的中间膜11F具备第一层1F及印刷部4F。由第一层1F构成中间膜主体。中间膜主体为第一层1F。中间膜11F具有仅为第一层1F的单层的结构。中间膜11F是单层的中间膜。中间膜11F用于获得夹层玻璃。中间膜11F为夹层玻璃用中间膜。
中间膜11F具有一端11a、以及在一端11a相反侧的另一端11b。一端11a与另一端11b是相对的两侧的端部。在中间膜11F中,另一端11b的厚度与一端11a的厚度相同。
在第一层1F的表面上形成有印刷部4F。在中间膜主体的表面上通过印刷而显示有印刷部4F。印刷部4A中,两根虚线4Fb对夹层玻璃部件G1F进行贴合的位置的标记,“ABCDEF”的文字4Fc是夹层玻璃用中间膜的产品信息。另外,上述印刷部可以以符号和图形等产品信息替代文字。另外,上述印刷部也可以是二维码以及条形码等产品信息。
将两根虚线4Fb与夹层玻璃部件G1F的显示对应区域对准,并将中间膜11F与夹层玻璃部件G1F贴合,由此可以良好地制备夹层玻璃。
图8(a)以及图8(b)是示意性地表示本发明第八实施方式涉及的夹层玻璃用中间膜的截面图和正视图。图8(a)是图8(b)中沿着I-I线的截面图。在图8(a)中表示了中间膜11G的厚度方向的截面。另外,为了图示方便,在图8(a)中未表示出印刷部。
图8中所示的中间膜11G具备第一层1G(中间层)、第二层2G(表面层)、第三层3G(表面层)以及印刷部4G。由第一层1G、第二层2G以及第三层3G构成中间膜主体。中间膜主体具备第一层1G、第二层2G以及第三层3G。第三层3G具有含有着色剂的着色部3GX和不含着色剂的非着色部3GY。
在第一层1G的第一表面侧上配置并层叠有第二层2G。在第一层1G的与第一表面相反的第二表面侧上配置并层叠有第三层3G。第一层1G配置并夹入于第二层2G与第三层3G之间。中间膜11G用于获得夹层玻璃。中间膜11G是夹层玻璃用中间膜。中间膜11G具有三层结构,为多层中间膜。
中间膜11G具有一端11a、以及在一端11a相反侧的另一端11b。一端11a与另一端11b是相对的两侧的端部。在中间膜11G中,另一端11b的厚度与一端11a的厚度相同。另外,就着色部3GX的厚度而言,另一端11b侧比一端11a侧小。
中间膜11G具有阴影区域R3。阴影区域R3位于中间膜11G的边缘部。阴影区域R3对应于存在着色部3GX部分的区域。
在中间膜主体的表面上形成有印刷部4G。在中间膜主体的表面上通过印刷而显示有印刷部4G。印刷部4G是对夹层玻璃部件G1进行贴合的位置的标记。印刷部4G具有两根实线4Ga。两根实线4Ga是用于与夹层玻璃部件G1G的端部进行位置对准的标记。
将两根实线4Ga与夹层玻璃部件G1G的端部对准,并将中间膜11G与夹层玻璃部件G1G贴合,由此可以良好地制备夹层玻璃。
中间膜为图8(a)所示的形状,其可以是单层,也可以是双层,还可以是4层以上。中间膜可以为图8(a)所示的形状,可以形成阴影区域R3但不局部地形成含有着色剂的着色部3GX。另外,中间膜为如图8(a)所示的形状,且可以将阴影区域R3设为非阴影区域的区域,也可以将其设为透明区域。
上述中间膜的厚度没有特别的限制。上述中间膜的厚度表示构成中间膜的各层的总厚度。因此,若为多层的中间膜11,则该中间膜的厚度表示第一层1、第二层2、以及第三层3的总厚度。
中间膜的最大厚度优选为0.1mm以上,更优选为0.25mm以上,进一步优选为0.5mm以上,特别优选为0.8mm以上,且优选为3mm以下,更优选为2mm以下,进一步优选为1.5mm以下。
将中间膜的一端与另一端之间的距离设为距离X。中间膜优选在从一端朝向内侧0X~0.2X的距离的区域内具有最小厚度,且优选在从另一端朝向内侧0X~0.2X的距离的区域内具有最大厚度。中间膜更优选在从一端朝向内侧0X~0.1X的距离的区域内具有最小厚度,且更优选在从另一端朝向内侧0X~0.1X的距离的区域内具有最大厚度。中间膜优选在一端具有最小厚度,中间膜优选在另一端具有最大厚度。
中间膜11、11A、11B、11C、11D、11E在另一端11b具有最大厚度,在一端11a具有最小厚度。
从实用层面的观点以及充分提高粘接力和抗穿透性的观点出发,表面层的最大厚度优选为0.001mm以上,更优选为0.2mm以上,进一步优选为0.3mm以上,且优选为1mm以下,更优选为0.8mm以下。
从实用层面的观点以及充分提高抗穿透性的观点出发,配置于两个表面层之间的层(中间层)的最大厚度优选为0.001mm以上,更优选为0.1mm以上,进一步优选为0.2mm以上,且优选为0.8mm以下,更优选为0.6mm以下,进一步优选为0.3mm以下。
上述中间膜的一端与另一端之间的距离X优选为0.5m以上,更优选为0.8m以上,进一步优选为1m以上,且优选为3m以下,更优选为2m以下,进一步优选为1.5m以下。
在制备印刷前中间膜(不具备印刷部的中间膜)之后,通过在该印刷前中间膜的表面上印刷线条、文字、符号或图形等而形成印刷部,从而可以制造具备上述中间膜主体和上述印刷部的上述中间膜。
上述印刷部可以由与用于形成中间膜主体的组合物不同的组合物形成。用于形成上述印刷部的组合物可以含有着色剂。作为该着色剂,可以列举染料以及颜料等。
以下,对构成多层中间膜的各层、以及单层中间膜中的中间膜主体的材料的详细内容进行说明。
(热塑性树脂)
上述中间膜优选含有热塑性树脂。上述中间膜优选含有聚乙烯醇缩醛树脂作为热塑性树脂。上述中间膜主体优选含有热塑性树脂(以下,有时称为热塑性树脂(0))。上述中间膜主体优选含有聚乙烯醇缩醛树脂(以下,有时称为聚乙烯醇缩醛树脂(0))作为热塑性树脂(0)。上述印刷部可以含有热塑性树脂。上述印刷部可以含有聚乙烯醇缩醛树脂。上述中间膜主体中所含有的热塑性树脂与上述印刷部中所含有的热塑性树脂可以相同,也可以不同。上述第一层优选含有热塑性树脂(以下,有时称为热塑性树脂(1))。上述第一层优选含有聚乙烯醇缩醛树脂(以下,有时称为聚乙烯醇缩醛树脂(1))作为热塑性树脂(1)。上述第二层优选含有热塑性树脂(以下,有时称为热塑性树脂(2))。上述第二层优选含有聚乙烯醇缩醛树脂(以下,有时称为聚乙烯醇缩醛树脂(2))作为热塑性树脂(2)。上述第三层优选含有热塑性树脂(以下,有时称为热塑性树脂(3))。上述第三层优选含有聚乙烯醇缩醛树脂(以下,有时称为聚乙烯醇缩醛树脂(3))作为热塑性树脂(3)。上述热塑性树脂(1)、上述热塑性树脂(2)以及热塑性树脂(3)可以相同,也可以不同。从隔音性更进一步变高的角度出发,优选上述热塑性树脂(1)与上述热塑性树脂(2)以及上述热塑性树脂(3)不同。上述聚乙烯醇缩醛树脂(1)、上述聚乙烯醇缩醛树脂(2)以及上述聚乙烯醇缩醛树脂(3)可以相同,也可以不同。从隔音性更进一步变高的角度出发,优选上述聚乙烯醇缩醛树脂(1)与上述聚乙烯醇缩醛树脂(2)以及上述聚乙烯醇缩醛树脂(3)不同。上述热塑性树脂(0)、上述热塑性树脂(1)、上述热塑性树脂(2)以及上述热塑性树脂(3)分别可以单独使用一种,也可以组合使用两种以上。上述聚乙烯醇缩醛树脂(0)、上述聚乙烯醇缩醛树脂(1)、上述聚乙烯醇缩醛树脂(2)以及上述聚乙烯醇缩醛树脂(3)分别可以单独使用一种,也可以中使用两种以上。
作为上述热塑性树脂,可以列举聚乙烯醇缩醛树脂、乙烯-乙酸乙烯共聚物树脂、乙烯-丙烯酸酯共聚物树脂、聚氨酯树脂、(甲基)丙烯酸树脂、聚烯烃树脂以及聚乙烯醇树脂等。可以使用除此以外的热塑性树脂。
上述热塑性树脂优选为聚乙烯醇缩醛树脂。通过组合使用聚乙烯醇缩醛树脂和增塑剂,含有聚乙烯醇缩醛树脂和增塑剂的层与夹层玻璃部件或其他层的粘接力进一步变高。
上述聚乙烯醇缩醛树脂例如可以通过用醛对聚乙烯醇(PVA)进行缩醛化而制造。上述聚乙烯醇缩醛树脂优选为聚乙烯醇的缩醛化物。上述聚乙烯醇例如可以通过对聚乙酸乙烯进行皂化而获得。上述聚乙烯醇的皂化度一般为70摩尔%~99.9摩尔%的范围内。
上述聚乙烯醇(PVA)的平均聚合度优选为200以上,更优选为500以上,进一步优选为1500以上,更进一步优选为1600以上,特别优选为2600以上,最优选为2700以上,且优选为5000以下,更优选为4000以下,进一步优选为3500以下。若上述平均聚合度为上述下限以上,则夹层玻璃的抗穿透性更进一步变高。若上述平均聚合度为上述上限以下,则中间膜的成型变得容易。
通过依据JIS K6726“聚乙烯醇实验方法”的方法求出上述聚乙烯醇的平均聚合度。
对上述聚乙烯醇缩醛树脂中所含有的缩醛基的碳原子数没有特别的限制。对在制备聚乙烯醇缩醛树脂时使用的醛没有特别的限制。上述聚乙烯醇缩醛树脂中的缩醛基的碳原子数优选为3~5,进一步优选为3或4。若上述聚乙烯醇缩醛树脂中的缩醛基的碳原子数为3以上,则中间膜的玻璃化转变温度充分变低。
上述醛没有特别的限制。一般而言,优选地使用碳原子数为1~10的醛。作为上述碳原子数为1~10的醛,例如可以列举丙醛、正丁醛、异丁醛、正戊醛、2-乙基丁醛、正己醛、正辛醛、正壬醛、正癸醛、甲醛、乙醛以及苯甲醛等。作为上述醛,优选为丙醛、正丁醛、异丁醛、正己醛或正戊醛,更优选为丙醛、正丁醛或异丁醛,进一步优选为正丁醛。上述醛可以单独使用一种,也可以组合使用两种以上。
上述聚乙烯醇缩醛树脂(0)的羟基的含有率(羟基量)优选为15摩尔%以上,更优选为18摩尔%以上,且优选为40摩尔%以下,更优选为35摩尔%以下。若上述羟基的含有率为上述上限以下,则中间膜的柔软性变高,中间膜的操作变得容易。
上述聚乙烯醇缩醛树脂(1)的羟基的含有率(羟基量)优选为17摩尔%以上,更优选为20摩尔%以上,进一步优选为22摩尔%以上,且优选为28摩尔%以下,更优选为27摩尔%以下,进一步优选为25摩尔%以下,特别优选为24摩尔%以下。若上述羟基的含有率为上述下限以上,则中间膜的机械强度更进一步变高。特别是,当上述聚乙烯醇缩醛树脂(1)的羟基的含有率为20摩尔%以上时,反应效率高且生产性优异,另外,若为28摩尔%以下,则夹层玻璃的隔音性更进一步变高。另外,若上述羟基的含有率为上述上限以下,则中间膜的柔软性变高,中间膜的操作变得容易。
上述聚乙烯醇缩醛树脂(2)以及上述聚乙烯醇缩醛树脂(3)的羟基的各含有率优选为25摩尔%以上,更优选为28摩尔%以上,进一步优选为30摩尔%以上,更进一步优选为31.5摩尔%以上,特别优选为32摩尔%以上,最优选为33摩尔%以上。上述聚乙烯醇缩醛树脂(2)以及上述聚乙烯醇缩醛树脂(3)的羟基的各自含有率优选为优选为38摩尔%以下,更优选为37摩尔%以下,进一步优选为36.5摩尔%以下,特别优选为36摩尔%以下。若上述羟基的含有率为上述下限以上,则中间膜的粘接力更进一步变高。另外,若上述羟基的含有率为上述上限以下,则中间膜的柔软性变高,中间膜的操作变得容易。
从更进一步提高隔音性的观点出发,上述聚乙烯醇缩醛树脂(1)的羟基的含有率优选低于上述聚乙烯醇缩醛树脂(2)的羟基的含有率。从更进一步提高隔音性的观点出发,上述聚乙烯醇缩醛树脂(1)的羟基的含有率优选低于上述聚乙烯醇缩醛树脂(3)的羟基的含有率。从更进一步提高隔音性的观点出发,上述聚乙烯醇缩醛树脂(1)的羟基的含有率与上述聚乙烯醇缩醛树脂(2)的羟基的含有率之差的绝对值优选为1摩尔%以上,更优选为5摩尔%以上,进一步优选为9摩尔%以上,特别优选为10摩尔%以上,最优选为12摩尔%以上。从更进一步提高隔音性的观点出发,上述聚乙烯醇缩醛树脂(1)的羟基的含有率与上述聚乙烯醇缩醛树脂(3)的羟基的含有率之差的绝对值优选为1摩尔%以上,更优选为5摩尔%以上,进一步优选为9摩尔%以上,特别优选为10摩尔%以上,最优选为12摩尔%以上。上述聚乙烯醇缩醛树脂(1)的羟基的含有率与上述聚乙烯醇缩醛树脂(2)的羟基的含有率之差的绝对值以及上述聚乙烯醇缩醛树脂(1)的羟基的含有率与上述聚乙烯醇缩醛树脂(3)的羟基的含有率之差的绝对值优选为20摩尔%以下。
上述聚乙烯醇缩醛树脂的羟基的含有率是以百分比表示将键合有羟基的乙烯基量除以主链上的总乙烯基量而求得的摩尔百分比的值。上述键合有羟基的乙烯基量例如可以依据JIS K6728“聚乙烯醇缩丁醛实验方法”进行测量。
上述聚乙烯醇缩醛树脂(0)的乙酰化度(乙酰基量)优选为0.1摩尔%以上,更优选为0.3摩尔%以上,进一步优选为0.5摩尔%以上,且优选为30摩尔%以下,更优选为25摩尔%以下,进一步优选为20摩尔%以下。若上述乙酰化度为上述下限以上,则聚乙烯醇缩醛树脂与增塑剂的相容性变高。若上述乙酰化度为上述下限以下,则中间膜以及夹层玻璃的耐湿性变高。
上述聚乙烯醇缩醛树脂(1)的乙酰化度(乙酰基量)优选为0.01摩尔%以上,更优选为0.1摩尔%以上,进一步优选为7摩尔%以上,更进一步优选为9摩尔%以上,且优选为30摩尔%以下,更优选为25摩尔%以下,进一步优选为24摩尔%以下,特别优选为20摩尔%以下。上述乙酰化度为上述下限以下时,聚乙烯醇缩醛树脂与增塑剂的相容性变高。上述乙酰化度为上述上限以下时,中间膜及夹层玻璃的耐湿性变高。特别是,当上述聚乙烯醇缩醛树脂(1)的乙酰化度为0.1摩尔%以上且25摩尔%以下时,其抗穿透性优异。
上述聚乙烯醇缩醛树脂(2)以及上述聚乙烯醇缩醛树脂(3)的各乙酰化度优选为0.01摩尔%以上,更优选为0.5摩尔%以上,且优选为10摩尔%以下,更优选为20摩尔%以下。若上述乙酰化度为上述下限以上,则聚乙烯醇缩醛树脂与增塑剂的相容性变高。若上述乙酰化度为上述下限以下,则中间膜以及夹层玻璃的耐湿性变高。
上述乙酰化度是以百分比表示将键合有乙酰基的乙烯基量除以主链上的总乙烯基量而求得的摩尔百分比的值。上述键合有乙酰基的乙烯基量例如可以依据JIS K6728“聚乙烯醇缩丁醛实验方法”进行测量。
上述聚乙烯醇缩醛树脂(0)的缩醛化度(若为聚乙烯醇缩丁醛,则为缩丁醛化度)优选为60摩尔%以上,更优选为63摩尔%以上,且优选为85摩尔%以下,更优选为75摩尔%以下,进一步优选为70摩尔%以下。上述缩醛化度为上述下限以上时,聚乙烯醇缩醛树脂与增塑剂的相容性变高。上述缩醛化度为上述下限以下时,用于制造聚乙烯醇缩醛树脂所需的反应时间变短。
上述聚乙烯醇缩醛树脂(1)的缩醛化度(若为聚乙烯醇缩丁醛,则为缩丁醛化度)优选为47摩尔%以上,更优选为60摩尔%以上,且优选为85摩尔%以下,更优选为80摩尔%以下,进一步优选为75摩尔%以下。若上述缩醛化度为上述下限以上,则聚乙烯醇缩醛树脂与增塑剂的相容性变高。若上述缩醛化度为上述下限以下,则用于制造聚乙烯醇缩醛树脂所需的反应时间变短。
上述聚乙烯醇缩醛树脂(2)以及上述聚乙烯醇缩醛树脂(3)的各缩醛化度(若为聚乙烯醇缩丁醛,则为缩丁醛化度)优选为55摩尔%以上,更优选为60摩尔%以上,且优选为75摩尔%以下,更优选为71摩尔%以下。若上述缩醛化度为上述下限以上,则聚乙烯醇缩醛树脂与增塑剂的相容性变高。若上述缩醛化度为上述下限以下,则用于制造聚乙烯醇缩醛树脂所需的反应时间变短。
按照如下步骤求出上述缩醛化度。求出从主链上的总乙烯基量中减去键合有羟基的乙烯基量以及键合有乙酰基的乙烯基量的值。将所得的值除以主链上的总乙烯基量从而求出摩尔百分比。该百分比表示的值即为缩醛化度。
另外,优选上述羟基的含有率(羟基量)、缩醛化度(缩丁醛化度)以及乙酰化度由依据JIS K6728“聚乙烯醇缩丁醛实验方法”的方法所得到的测量结果而算出。但,可以采用ASTM D1396-92进行测量。若聚乙烯醇缩醛树脂为聚乙烯醇缩丁醛树脂,则上述羟基的含有率(羟基量)、上述缩醛化度(缩丁醛化度)以及上述乙酰化度可以由依据JIS K6728“聚乙烯醇缩丁醛实验方法”的方法所得到的测量结果而算出。
在中间膜主体中所含有的热塑性树脂100重量%中,聚乙烯醇缩醛树脂的含量优选为10重量%以上,更优选为30重量%以上,进一步优选为50重量%以上,更进一步优选为70重量%以上,特别优选为80重量%以上,最优选为90重量%以上。上述中间膜主体的热塑性树脂的主要成分(50重量%以上)优选为聚乙烯醇缩醛树脂。
(增塑剂)
从更进一步提高中间膜的粘接力的观点出发,中间膜优选含有增塑剂。从更进一步提高中间膜的粘接力的观点出发,上述中间膜主体优选含有增塑剂(以下,有时称为增塑剂(0))。上述印刷部可以含有增塑剂。上述中间膜主体中所含有的增塑剂与上述印刷部中所含有的增塑剂可以相同,也可以不同。上述第一层优选含有增塑剂(以下,有时称为增塑剂(1))。上述第二层优选含有增塑剂(以下,有时称为增塑剂(2))。上述第三层优选含有增塑剂(以下,有时称为增塑剂(3))。若中间膜中所含有的热塑性树脂为聚乙烯醇缩醛树脂,则中间膜(各层)特别优选含有增塑剂。含有聚乙烯醇缩醛树脂的层优选含有增塑剂。
上述增塑剂没有特别的限制。作为上述增塑剂,可以使用现有公知的增塑剂。上述增塑剂可以单独使用一种,也可以组合使用两种以上。
作为上述增塑剂,可以列举一元有机酸酯以及多元有机酸酯等有机酯增塑剂以及有机磷酸增塑剂和有机亚磷酸增塑剂等的有机磷酸增塑剂等。上述增塑剂优选为有机酯增塑剂。上述增塑剂优选为液态增塑剂。
作为上述一元有机酸酯,可以列举使二醇与一元有机酸发生反应羧获得的二醇酯等。作为上述二醇,可以列举三乙二醇、四乙二醇以及三丙二醇等。作为上述一元有机酸,可以列举丁酸、异丁酸、己酸、2-乙基丁酸、庚酸、正辛酸、2-乙基己酸、正壬酸以及癸酸等。
作为上述多元有机酸酯,可以列举多元有机酸与碳原子数为4~8的具有直链或与具有支链结构的醇形成的酯化合物等。作为上述多元有机酸,可以列举己二酸、癸二酸以及壬二酸等。
作为上述有机酯增塑剂,可以列举三乙二醇二-2-乙基丙酸酯、三乙二醇二-2-乙基丁酸酯、三乙二醇二-2-乙基己酸酯、三乙二醇二辛酸酯、三乙二醇二正辛酸酯、三乙二醇二-正庚酸酯、癸二酸二丁酯、壬二酸二辛酯、二丁基卡必醇己二酸酯、乙二醇二-2-乙基丁酸酯、1,3-丙二醇二-2-乙基丁酸酯、1,4-丁二醇二-2-乙基丁酸酯、二乙二醇二-2-乙基丁酸酯、二乙二醇二-2-乙基己酸酯、二丙二醇二-2-乙基丁酸酯、三乙二醇二-2-乙基戊酸酯、四乙二醇二-2-乙基丁酸酯、二乙二醇二辛酸酯、己二酸二己酯、己二酸二辛酯、己二酸己基环己酯、己二酸庚酯与己二酸壬酯的混合物、己二酸二异壬酯、己二酸二异癸酯、己二酸庚基壬酯、癸二酸二丁酯、油改性癸二酸醇酸、以及磷酸酯与己二酸酯的混合物等。可以使用除此以外的有机酯增塑剂。也可以使用除上述己二酸酯以外的其他己二酸酯。
作为上述有机磷酸增塑剂,可以列举三丁氧基乙基磷酸酯、异癸基苯基磷酸酯及三异丙基磷酸酯等。
上述增塑剂优选为下述式(1)表示的二酯增塑剂。
[化学式1]
在上述式(1)中,R1和R2分别表示碳原子数为5~10的有机基团,R3表示乙烯基、异亚丙基或正亚丙基,p表示3~10的整数。上述式(1)中的R1和R2分别优选为碳原子数为6~10的有机基团。
上述增塑剂优选含有三乙二醇二-2-乙基己酸酯(3GO)或三乙二醇二-2-乙基丁酸酯(3GH),更优选含有三乙二醇二-2-乙基己酸酯。
在上述中间膜主体中,将上述增塑剂(0)相对于上述热塑性树脂(0)100重量份的含量设为含量(0)。上述含量(0)优选为25重量份以上,更优选为30重量份以上,且优选为100重量份以下,更优选为60重量份以下,进一步优选为50重量份以下。若上述含量(0)为上述下限以上,则夹层玻璃的抗穿透性更进一步变高。若上述含量(0)为上述上限以下,则中间膜的透明性更进一步变高。
在上述第一层中,将上述增塑剂(1)相对于上述热塑性树脂(1)100重量份的含量设为含量(1)。上述含量(1)优选为50重量份以上,更优选为55重量份以上,进一步优选为60重量份以上,且优选为100重量份以下,更优选为90重量份以下,进一步优选为85重量份以下,特别优选为80重量份以下。若上述含量(1)为上述下限以上,则中间膜的柔软性变高,中间膜的操作变得容易。若上述含量(1)为上述上限以下,则夹层玻璃的抗穿透性更进一步变高。
在上述第二层中,将上述增塑剂(2)相对于上述热塑性树脂(2)100重量份的含量设为含量(2)。在上述第三层中,将上述增塑剂(3)相对于上述热塑性树脂(3)100重量份的含量设为含量(3)。上述含量(2)以及上述含量(3)分别优选为10重量份以上,更优选为15重量份以上,进一步优选为20重量份以上,特别优选为24重量份以上。上述含量(2)以及上述含量(3)分别优选为40重量份以下,更优选为35重量份以下,进一步优选为32重量份以下,特别优选为30重量份以下。若上述含量(2)以及上述含量(3)为上述下限以上,则中间膜的柔软性变高,中间膜的操作变得容易。若上述含量(2)以及上述含量(3)为上述上限以下,则夹层玻璃的抗穿透性更进一步变高。
为了提高夹层玻璃的隔音性,优选上述含量(1)比上述含量(2)多,优选上述含量(1)比上述含量(3)多。
从更进一步提高夹层玻璃的隔音性的观点出发,上述含量(2)与上述含量(1)之差的绝对值、以及上述含量(3)与上述含量(1)之差的绝对值分别优选为10重量份以上,更优选为15重量份以上,进一步优选为20重量份以上。上述含量(2)与上述含量(1)之差的绝对值、以及上述含量(3)与上述含量(1)之差的绝对值分别优选为80重量份以下,更优选为75重量份以下,进一步优选为70重量份以下。
(隔热性物质)
上述中间膜以及上述中间膜主体优选含有隔热性物质。上述印刷部可以含有隔热性物质。上述中间膜主体中所含有的隔热性物质与上述印刷部中所含有的隔热性物质可以相同,也可以不同。上述第一层优选含有隔热性物质。上述第二层优选含有隔热性物质。上述第三层优选含有隔热性物质。上述隔热性物质可以单独使用一种,也可以组合使用两种以上。
上述隔热性物质优选含有酞菁化合物、萘酞菁化合物以及蒽酞菁化合物中至少一种成分X,或优选含有隔热性粒子。此时,上述隔热性物质可以同时含有上述成分X和上述隔热性粒子这两者。
成分X:
上述中间膜以及上述中间膜主体优选含有酞菁化合物、萘酞菁化合物以及蒽酞菁化合物中至少一种成分X。上述印刷部可以含有上述成分X。上述中间膜主体中所含有的上述成分X与上述印刷部中所含有的上述成分X可以相同,也可以不同。上述第一层优选含有上述成分X。上述第二层优选含有上述成分X。上述第三层优选含有上述成分X。上述成分X为隔热性物质。上述成分X可以单独使用一种,也可以组合使用两种以上。
上述成分X没有特别的限制。作为成分X,可以使用现有公知的酞菁化合物、萘酞菁化合物以及蒽酞菁化合物。
作为上述成分X,可以列举酞菁、酞菁的衍生物、萘酞菁、萘酞菁的衍生物、蒽酞菁以及蒽酞菁的衍生物等。上述酞菁化合物以及酞菁的衍生物分别优选具有酞菁骨架。上述萘酞菁化合物以及萘酞菁的衍生物分别优选具有萘酞菁骨架。上述蒽酞菁以及蒽酞菁的衍生物分别优选具有蒽酞菁骨架。
从更进一步提高中间膜以及夹层玻璃的隔热性的观点出发,上述成分X优选为选自酞菁化合物、酞菁的衍生物、萘酞菁化合物以及萘酞菁的衍生物之中至少一种,更优选为选自选自酞菁化合物以及酞菁的衍生物之中至少一种。
从更有效地提高隔热性且以更高水平在长期内保持可见光透射率的观点出发,上述成分X优选含有钒原子或铜原子。上述成分X优选含有钒原子,优选含有铜原子。上述成分X更优选为含有钒原子或铜原子的酞菁以及含有钒原子或铜原子的酞菁衍生物中的至少一种。从更进一步提高中间膜以及夹层玻璃的隔热性的观点出发,上述成分X优选具有在钒原子上键合有氧原子的结构单元。
在上述中间膜主体100重量%中或在含有上述成分X的层(第一层、第二层或第三层)100重量%中,上述成分X的含量优选为0.001重量%以上,更优选0.005重量%以上,进一步优选为0.01重量%以上,特别优选为0.02重量%以上。在上述中间膜主体100重量%中或在含有上述成分X的层(第一层、第二层或第三层)100重量%中,上述成分X的含量优选为0.02重量%以下,更优选0.1重量%以下,进一步优选为0.05重量%以下,特别优选为0.04重量%以下。若上述成分X的含量为上述下限以上且上述上限以下,则隔热性充分变高,且可见光透射率充分变高。例如,可以使可见光透射率为70%以上。
隔热粒子:
上述中间膜以及上述中间膜主体优选含有隔热粒子。上述印刷部优选含有隔热粒子。上述中间膜主体中所含有的隔热粒子与上述印刷部中所含有的隔热粒子可以相同,也可以不同。上述第一层优选含有上述隔热粒子。上述第二层优选含有上述隔热粒子。上述第三层优选含有上述隔热粒子。上述隔热粒子为隔热性物质。通过使用隔热粒子,可以有效地屏蔽红外线(热射线)。上述隔热粒子可以单独使用一种,也可以组合使用两种以上。
从更进一步提高夹层玻璃的隔热性的观点出发,上述隔热粒子更优选为金属氧化物粒子。上述隔热粒子优选为由金属的氧化物所形成的粒子(金属氧化物粒子)。
比可见光波长更长的波长为780nm以上的红外线比紫外线能量低。但是,红外线的热作用大,红外线被物质吸收后作为热量释放。因此,红外线通常被称为热射线。通过使用上述隔热粒子,可以有效地屏蔽红外线(热射线)。另外,所谓隔热粒子是指可以吸收红外线的粒子。
作为上述隔热粒子的具体示例,可以列举铝掺杂氧化锡粒子、铟掺杂氧化锡粒子、锑掺杂氧化锡粒子(ATO粒子)、镓掺杂的氧化锡粒子(GZO粒子)、铟掺杂氧化锌粒子(IZO粒子)、铝掺杂氧化锌粒子(AZO粒子)、铌掺杂氧化钛粒子、钠掺杂氧化钨粒子、铯掺杂氧化钨粒子、铊掺杂氧化钨粒子、铷掺杂氧化钨粒子、锡掺杂氧化铟粒子(ITO粒子)、锡掺杂氧化锌粒子、硅掺杂氧化锌粒子等金属氧化物粒子、以及六硼酸镧(LaB
从更进一步提高中间膜以及夹层玻璃的隔热性的观点出发,氧化钨粒子优选为金属掺杂的氧化钨粒子。上述“氧化钨粒子”中包括金属掺杂的氧化钨粒子。作为上述金属掺杂的氧化钨粒子,具体而言,可以列举钠掺杂的氧化钨粒子、铯掺杂的氧化钨粒子、铊掺杂的氧化钨粒子以及铷掺杂的氧化钨粒子等。
从更进一步提高中间膜以及夹层玻璃的隔热性的观点出发,特别优选铯掺杂的氧化钨粒子。从更进一步提高中间膜以及夹层玻璃的隔热性的观点出发,该铯掺杂的氧化钨粒子优选为式:Cs
上述隔热粒子的平均粒径优选为0.01μm以上,更优选为0.02μm以上,且优选为0.1μm以下,更优选为0.05μm以下。若平均粒径为上述下限以上,则热射线的屏蔽性充分变高。若平均粒径为上述上限以下,则隔热粒子的分散性变高。
上述“平均粒径”表示体积平均粒径。可以使用粒度分布测量装置(日机装社制造的“UPA-EX150”)等测量平均粒径。
在上述中间膜主体100重量%中或在含有上述隔热粒子的层(第一层、第二层或第三层)100重量%中,上述隔热粒子的含量优选为0.01重量%以上,更优选0.1重量%以上,进一步优选为1重量%以上,特别优选为1.5重量%以上。在上述中间膜主体100重量%中或在含有上述隔热粒子的层(第一层、第二层或第三层)100重量%中,上述隔热粒子的含量优选为6重量%以下,更优选5.5重量%以下,进一步优选为4重量%以下,特别优选为3.5重量%以下,最优选为3重量%以下。若上述隔热粒子的含量为上述下限以上且上述上限以下,则隔热性充分变高,且可见光透射率充分变高。
(金属盐)
上述中间膜以及上述中间膜主体优选含有碱金属盐以及碱土金属盐中的至少一种金属盐(以下,有时称为金属盐M)。上述印刷部优选含有上述金属盐M。上述中间膜主体中所含有的上述金属盐M与上述印刷部中所含有的上述金属盐M可以相同,也可以不同。上述第一层优选含有上述金属盐M。上述第二层优选含有上述金属盐M。上述第三层优选含有上述金属盐M。另外,所谓碱土金属是指Be、Mg、Ca、Sr、Ba以及Ra这六种金属。通过使用上述金属盐M,可以更容易控制中间膜与玻璃板等的夹层玻璃部件之间的粘接性或中间膜中各层之间的粘接性。上述金属盐M可以单独使用一种,也可以组合使用两种以上。
上述金属盐M优选含有选自Li、Na、K、Rb、Cs、Mg、Ca、Sr、以及Ba中的至少一种金属。中间膜中所含有的金属盐优选含有K以及Mg中的至少一种金属。
另外,上述金属盐M更优选为碳原子数为2~16的有机酸的碱金属盐、或碳原子数为2~16的有机酸的碱土金属盐。上述金属盐M更优选为碳原子数为2~16的有机酸的镁盐。另外,上述金属盐M进一步优选为碳原子数为2~16的羧酸镁盐或碳原子数为2~16的羧酸钾盐。
作为上述碳原子数为2~16的羧酸镁盐或碳原子数为2~16的羧酸钾盐,可以列举乙酸镁、乙酸钾、丙酸镁、丙酸钾、2-乙基丁酸镁、2-乙基丁酸钾、2-乙基己酸镁以及2-乙基己酸钾等。
含有上述金属盐M的中间膜或含有上述金属盐M的层(第一层、第二层或第三层)中的Mg和K的总含量优选为5ppm以上,更优选为10ppm以上,进一步优选为20ppm以上,且优选为300ppm以下,更优选为250ppm以下,进一步优选为200ppm以下。若Mg和K的总含量为上述下限以上且上述上限以下,则可以更好地控制中间膜与玻璃板等的夹层玻璃部件之间的粘接性或中间膜中各层之间的粘接性。
(紫外线屏蔽剂)
上述中间膜以及上述中间膜主体优选含有紫外线屏蔽剂。上述印刷部优选含有紫外线屏蔽剂。上述中间膜主体中所含有的紫外线屏蔽剂与上述印刷部中所含有的紫外线屏蔽剂可以相同,也可以不同。上述第一层优选含有紫外线屏蔽剂。上述第二层优选含有紫外线屏蔽剂。上述第三层优选含有紫外线屏蔽剂。通过使用紫外线屏蔽剂,即使长时间使用中间膜以及夹层玻璃,也可以使可见光透射率更进一步不易降低。上述紫外线屏蔽剂可以单独使用一种,也可以中使用两种以上。
上述紫外线屏蔽剂中含有紫外线吸收剂。上述紫外线屏蔽剂优选为紫外线吸收剂。
作为上述紫外线屏蔽剂,例如可以列举含有金属原子的紫外线屏蔽剂、含有金属氧化物的紫外线屏蔽剂、具有苯并三唑结构的紫外线屏蔽剂(苯并三唑化合物)、具有二苯甲酮结构的紫外线屏蔽剂(二苯甲酮化合物)、具有三嗪结构的紫外线屏蔽剂(三嗪化合物)、具有丙二酸酯结构的紫外线屏蔽剂(丙二酸酯化合物)、具有草酰苯胺结构的紫外线屏蔽剂(草酰苯胺化合物)以及具有苯甲酸酯结构的紫外线屏蔽剂(苯甲酸酯化合物)等。
作为含有上述金属原子的紫外线屏蔽剂,例如可以列举铂粒子以及以硅包覆铂粒子表面得到的粒子、钯粒子以及以硅包覆钯粒子表面得到的粒子等。紫外线屏蔽剂优选为非隔热粒子。
上述紫外线屏蔽剂优选为具有苯并三唑结构的紫外线屏蔽剂、具有二苯甲酮结构的紫外线屏蔽剂、具有三嗪结构的紫外线屏蔽剂、或者具有苯甲酸酯结构的紫外线屏蔽剂。上述紫外线屏蔽剂更优选为具有苯并三唑结构的紫外线屏蔽剂或具有二苯甲酮结构的紫外线屏蔽剂,进一步优选为具有苯并三唑结构的紫外线屏蔽剂。
作为含有上述金属氧化物的紫外线屏蔽剂,例如可以列举氧化锌、氧化钛以及氧化铈等。并且,就含有上述金属氧化物的紫外线屏蔽剂而言,其表面可以被包覆。作为含有上述金属氧化物的紫外线屏蔽剂的表面的包覆材料,可以列举绝缘性金属氧化物、水解性有机硅化合物以及聚硅氧烷化合物等。
作为上述绝缘性金属氧化物,可以列举二氧化硅、氧化铝以及氧化锆等。上述绝缘性金属氧化物例如具有5.0eV以上的带隙能。
作为上述具有苯并三唑结构的紫外线屏蔽剂,例如可以列举2-(2’-羟基-5’-甲基苯基)苯并三唑(BASF株式会社制造的“TinuvinP”)、2-(2’-羟基-3’,5’-二-叔丁基苯基)苯并三唑(BASF株式会社制造的“Tinuvin320”)、2-(2’-羟基-3’-叔丁基-5-甲基苯基)-5-氯苯并三唑(BASF株式会社制造的“Tinuvin326”)、以及2-(2’-羟基-3’,5’-二-戊基苯基)苯并三唑(BASF株式会社制造的“Tinuvin328”)等。从屏蔽紫外线的功能优异的方面出发,上述紫外线屏蔽剂优选为具有含有卤素原子的苯并三唑结构的紫外线屏蔽剂,更优选为具有含有氯原子的苯并三唑结构的紫外线屏蔽剂。
作为具有上述二苯甲酮结构的紫外线屏蔽剂,例如可以列举辛苯酮(BASF株式会社制造的“Chimassorb 81”)等。
作为上述具有三嗪结构的紫外线屏蔽剂,例如可以列举ADEKA株式会社制造的“LA-F70”以及2-(4,6-二苯基-1,3,5-三嗪-2-基)-5-[(己基)氧基]-苯酚(BASF株式会社制造的“Tinuvin1577FF”)等。
作为上述具有丙二酸酯结构的紫外线屏蔽剂,可以列举2-(对甲氧基苄叉基)丙二酸二甲酯、2,2-(1,4-苯二亚甲基)双丙二酸四乙酯、2-(对甲氧基苄叉基)-丙二酸双(1,2,2,6,6-五甲基-哌啶基)酯等。
作为上述具有丙二酸酯结构的紫外线屏蔽剂的市售品,可以列举Hostavin B-CAP、Hostavin PR-25、Hostavin PR-31(均为Clariant株式会社制造)。
作为具有草酰苯胺结构的紫外线屏蔽剂,可以列举N-(2-乙基苯基)-N’-(2-乙氧基-5-叔丁基苯基)草酰胺、N-(2-乙基苯基)-N’-(2-乙氧基-苯基)草酰胺、2-乙基-2’-乙氧基-草酰苯胺(Clariant株式会社制造“SanduvorVSU”)等具有氮原子上被取代的芳基等的草酰苯胺类。
作为具有苯甲酸酯结构的紫外线屏蔽剂,例如可以列举2,4-二-叔丁基苯基-3,5-二-叔丁基-羟基苯甲酸酯(BASF株式会社制造的“Tinuvin120”)等。
在上述中间膜主体100重量%中或在含有上述紫外线屏蔽剂的层(第一层、第二层或第三层)100重量%中,上述紫外线屏蔽剂的含量优选为0.1重量%以上,更优选0.2重量%以上,进一步优选为0.3重量%以上,特别优选为0.5重量%以上。在上述中间膜主体100重量%中或在含有上述紫外线屏蔽剂的层(第一层、第二层或第三层)100重量%中,上述紫外线屏蔽剂的含量优选为2.5重量%以下,更优选2重量%以下,进一步优选为1重量%以下,特别优选为0.8重量%以下。若上述紫外线屏蔽剂的含量为上述下限以上且上述上限以下,则可以更进一步抑制经过长时间后的可见光透射率降低。特别是,在含有上述紫外线屏蔽剂的层100重量%中,由于上述紫外线屏蔽剂的含量优选为0.2重量%以上,因此可以显著抑制中间膜以及夹层玻璃的经过长时间后的可见光透射率降低。
(抗氧化剂)
上述中间膜以及上述中间膜主体优选含有抗氧化剂。上述印刷部优选含有抗氧化剂。上述中间膜主体中所含有的抗氧化剂与上述印刷部中所含有的抗氧化剂可以相同,也可以不同。上述第一层优选含有抗氧化剂。上述第二层优选含有抗氧化剂。上述第三层优选含有抗氧化剂。上述抗氧化剂可以单独使用一种,也可以组合使用两种以上。
作为上述抗氧化剂,可以列举酚类抗氧化剂、硫类抗氧化剂以及磷类抗氧化剂等。上述酚类抗氧化剂是具有酚骨架的抗氧化剂。上述硫类抗氧化剂是含有硫原子的抗氧化剂。上述磷类抗氧化剂是含有磷原子的抗氧化剂。
上述抗氧化剂优选为酚类抗氧化剂或磷类抗氧化剂。
作为上述酚类抗氧化剂,可以列举2,6-二-叔丁基-对甲酚(BHT)、丁基羟基茴香醚(BHA)、2,6-二-叔丁基-4-乙基苯酚、硬脂基-β-(3,5-二叔丁基-4-羟基苯基)丙酸酯、2,2’-亚甲基双-(4-甲基-6-丁基苯酚)、2,2’-亚甲基双-(4-乙基-6-叔丁基苯酚)、4,4’-丁叉基-双-(3-甲基-6-叔丁基苯酚)、1,1,3-三-(2-甲基-羟基5-叔丁基苯基)丁烷、四[亚甲基-3-(3’,5’-丁基-4-羟基苯基)丙酸酯]甲烷、1,3,3-三-(2-甲基-4-羟基-5-叔丁基苯基)丁烷、1,3,5-三甲基-2,4,6-三(3,5-二-叔丁基-4-羟基苄基)苯、乙二醇双(3,3’-叔丁基苯基)丁酸酯以及(3-叔丁基-4-羟基-5-甲基苯丙酸酯)亚乙基双(氧化乙烯)等。可以优选地使用上述抗氧化剂中的一种或两种以上。
作为上述磷类抗氧化剂,可以列举亚磷酸三癸酯、三(十三烷)亚磷酸酯、亚磷酸三苯酯、亚磷酸三壬基苯基酯、双(十三烷基)季戊四醇二亚磷酸酯、双(癸基)季戊四醇二亚磷酸酯、亚磷酸三(2,4-二-叔丁基-6-甲基苯基)酯、亚磷酸双(2,4-二-叔丁基-6-甲基苯基)乙酯、以及2,2’-亚甲基双(4,6-二-叔丁基-1-苯氧基)(2-乙基己氧基)磷等。可以优选地使用上述抗氧化剂中的一种或两种以上。
作为上述抗氧化剂的市售品,例如可以列举BASF株式会社制造的“IRGANOX 245”、BASF株式会社制造的“IRGAFOS 168”、BASF株式会社制造的“IRGAFOS 38”、住友化学工业株式会社制造的“Sumilizer BHT”、堺化学株式会社制造的“H-BHT”、以及BASF株式会社制造的“IRGANOX 1010”等。
为了长时间维持中间膜以及夹层玻璃具有较高的可见光透射率,在上述中间膜主体100重量%中或在含有抗氧化剂的层(第一层、第二层或第三层)100重量%中,上述抗氧化剂的含量优选为0.1重量%以上。另外,由于抗氧化剂的添加效果饱和,因此在在上述中间膜主体100重量%中或在含有抗氧化剂的层100重量%中,上述抗氧化剂的含量优选为2重量%以下。
(其他成分)
根据需要,上述中间膜、上述中间膜主体、上述印刷部、上述第一层、上述第二层以及上述第三层可以分别含有偶联剂、分散剂、表面活性剂、阻燃剂、抗静电剂、颜料、染料、除金属盐以外的粘接力调整剂、耐湿剂、荧光增白剂以及红外线吸收剂等添加剂。这些添加剂可以单独使用一种,也可以组合使用两种以上。
(夹层玻璃)
图10是表示使用了图1所示的夹层玻璃用中间膜的夹层玻璃的一个示例的截面图。
图10中所示的夹层玻璃21具备中间膜部11X、第一夹层玻璃部件22、以及第二夹层玻璃部件23。中间膜部11X配置被夹入于第一夹层玻璃部件22与第二夹层玻璃部件23之间。在中间膜部11X的第一表面上配置有第一夹层玻璃部件22。在中间膜部11X的与第一表面相反的第二表面上配置有第二夹层玻璃部件23。
中间膜部11X由中间膜11形成。例如,在制备夹层玻璃21时,通过对中间膜11进行切边,从而可以形成中间膜部11X。中间膜部11X可以具有印刷部4。中间膜部11X也可以不具有印刷部4。
作为上述夹层玻璃部件,可以列举玻璃板以及PET(聚对苯二甲酸乙二醇酯)膜等。在上述夹层玻璃中,不仅包括在两块玻璃板之间夹有中间膜的夹层玻璃,还包括在玻璃板和PET膜之间夹有中间膜的夹层玻璃。夹层玻璃是具备玻璃板的层叠体,其优选使用至少一块玻璃板。上述第一夹层玻璃部件以及上述第二夹层玻璃部件分别为玻璃板或PET(聚对苯二甲酸乙二醇酯)膜,且作为上述第一夹层玻璃部件以及上述第二夹层玻璃部件,优选至少包含一块玻璃板。特别优选上述第一夹层玻璃部件以及上述第二夹层玻璃部件均为玻璃板。
作为上述玻璃板,可以列举无机玻璃和有机玻璃。作为上述无机玻璃,可以列举浮法平板玻璃、热射线吸收平板玻璃、热射线反射平板玻璃、抛光板玻璃、压花板玻璃、嵌线平板玻璃以及绿玻璃等。上述有机玻璃为替代无机玻璃的合成树脂玻璃。作为上述有机玻璃,可以列举聚碳酸酯板以及聚(甲基)丙烯酸树脂板等。作为上述聚(甲基)丙烯酸树脂板,可以列举聚(甲基)丙烯酸甲酯树脂板等。
上述第一夹层玻璃部件以及第二夹层玻璃部件的各厚度没有特别的限制,但优选为1mm以上且优选为5mm以下。若上述夹层玻璃部件为玻璃板,则该玻璃板的厚度优选为1mm以上且优选为5mm以下。若上述夹层玻璃部件为PET膜,则该PET膜的厚度优选为0.03mm以上且优选为0.5mm以下。
(夹层玻璃的制造方法)
本发明涉及的夹层玻璃的制造方法是具备第一夹层玻璃部件、第二夹层玻璃部件、以及配置于上述第一夹层玻璃部件与上述第二夹层玻璃部件之间的夹层玻璃用中间膜的夹层玻璃的制造方法。
本发明涉及的夹层玻璃的制造方法具备:第一配置工序,其在上述的夹层玻璃用中间膜的第一表面上配置上述第一夹层玻璃部件;以及第二配置工序,其在上述夹层玻璃用中间膜的与上述第一表面相反侧的第二表面上配置所述第二夹层玻璃部件。
本发明涉及的夹层玻璃的制造方法具备以下(1)或(2)。(1)在上述第一配置工序中,以上述夹层玻璃用中间膜的上述印刷部为标记,将上述第一夹层玻璃部件和上述夹层玻璃用中间膜贴合。(2)在第二配置工序中,以上述夹层玻璃用中间膜的上述印刷部为标记,将上述第二夹层玻璃部件与上述夹层玻璃用中间膜贴合。
本发明涉及的夹层玻璃的制造方法优选具备在上述第二配置工序之后对上述第一夹层玻璃部件、上述中间膜以及上述第二夹层玻璃部件进行压接的压接工序。
上述压接工序可以具备预压接工序和主压接工序。以下为上述压接工序的一个示例。
使在上述第二配置工序中所获得的上述第一夹层玻璃部件与上述中间膜、以及上述第二夹层玻璃部件的层叠体通过挤压辊,或将其置入橡胶袋中进行减压抽吸。由此,可以使第一夹层玻璃部件与中间膜之间、以及第二夹层玻璃部件与中间膜之间的空气脱气。随后,在约70℃~110℃的条件下进行预压接(预压接工序)。之后,将经过预压接的层叠体放入高压釜中,或进行加压,在约120℃~150℃以及1MPa~1.5MPa的压力下进行压接(主压接工序)。
在本发明涉及的夹层玻璃的制造方法中,优选在进行上述第二配置工序后,进行上述预压接工序或上述主压接工序后,沿着第一夹层玻璃部件的端部、第二夹层玻璃部件的端部,对中间膜进行切边。
上述中间膜以及上述夹层玻璃可以用于汽车、铁路车辆、飞机、船舶以及建筑物等。上述中间膜优选为建筑用或车辆用中间膜,更优选为车辆用中间膜。上述中间膜也可以用于上述用途以外的其他用途。上述中间膜优选地用于车辆的前挡风玻璃、侧窗玻璃、后挡风玻璃以及车顶玻璃。另外,上述夹层玻璃优选为建筑用或车辆用夹层玻璃,更优选为车辆用夹层玻璃。上述夹层玻璃也可以用于上述用途以外的其他用途。上述夹层玻璃优选地用于车辆的前挡风玻璃、侧窗玻璃、后挡风玻璃以及车顶玻璃。
以下将通过实施例和比较例对本发明进行更为详尽的说明。本发明并不仅限于下述实施例。
在所使用的聚乙烯醇缩醛树脂中,使用了碳原子数为4的正丁醛进行缩醛化。关于聚乙烯醇缩醛树脂,使用了依据JIS K6728“聚乙烯醇缩丁醛实验方法”的方法测量了缩醛化度(丁醛化度)、乙酰化度以及羟基的含有率,另外,使用ASTM D1396-92进行测量时,也显示出与依据JIS K6728“聚乙烯醇缩丁醛实验方法”的方法相同的数值。
(实施例1)
制备用于形成第一层的组合物:
配合下述成分,使用混合辊充分混炼,获得了用于形成第一层的组合物。
聚乙烯醇缩醛树脂(平均聚合度1700、羟基含有率30.5摩尔%、乙酰化度1.0摩尔%、缩醛化度68.5摩尔%)100重量份
三乙二醇二-2-乙基己酸酯(3GO)40重量份
在所获得的第一层(中间膜主体)中含量为0.2重量%的Tinuvin326(2-(2’-羟基-3’-叔丁基-5-甲基苯基)-5-氯苯并三唑、BASF株式会社制造的“Tinuvin326”)
在所获得的第一层(中间膜主体)中含量为0.2重量%的BHT(2,6-二-叔丁基-对甲酚)
制备中间膜和卷体:
使用挤出机将用于形成第一层的组合物挤出,获得了厚度均匀的印刷前中间膜。所获得的印刷前中间膜具有宽度1000mm、长125m以及厚度为780μm的尺寸。
使用KEYENCE株式会社制造的“MD-U1000C”,在距离印刷前中间膜的一端侧15mm的位置处对作为中间膜的产品信息的文字进行UV激光印刷,形成白色的印刷部,从而制备了具备中间膜主体和印刷部的中间膜(外轮廓的形状参考图7、8)。UV照射的强度设为60%。另外,UV照射强度100%是指激光二极管的输出功率为2.5W。
在卷芯的外周(甲贺高分子株式会社制造、材质:含有滑石的聚丙烯、外径15cm×高120cm)上,在卷绕张力1.3N/cm的条件下,将所获得的125m的中间膜卷绕为卷状,从而制备了卷体。
(实施例2)
除了使用KEYENCE株式会社制造的“MD-U6000”以及喷墨印刷而形成红色的印刷部以外,与实施例1相同地制备了中间膜和卷体。
(实施例3)
制备用于形成除阴影区域以外的第一层的组合物:
配合下述成分,使用混合辊充分混炼,获得了用于形成除阴影区域外的第一层的组合物。
聚乙烯醇缩醛树脂(平均聚合度1700、羟基含有率30.5摩尔%、乙酰化度1.0摩尔%、缩醛化度68.5摩尔%)100重量份
三乙二醇二-2-乙基己酸酯(3GO)40重量份
在所获得的第一层(除阴影区域外)中含量为0.2重量%的Tinuvin326(2-(2’-羟基-3’-叔丁基-5-甲基苯基)-5-氯苯并三唑、BASF株式会社制造的“Tinuvin326”)
在所获得的第一层(除阴影区域外)中含量为0.2重量%的BHT(2,6-二-叔丁基-对甲酚)
制备用于形成第一层中的阴影区域的组合物:
配合下述成分,使用混合辊充分混炼,获得了用于形成第一层中的阴影区域的组合物。
聚乙烯醇缩醛树脂(平均聚合度1700、羟基含有率30.5摩尔%、乙酰化度1.0摩尔%、缩醛化度68.5摩尔%)100重量份
三乙二醇二-2-乙基己酸酯(3GO)40重量份
在所获得的第一层(阴影区域)中含量为0.2重量%的Tinuvin326(2-(2’-羟基-3’-叔丁基-5-甲基苯基)-5-氯苯并三唑、BASF株式会社制造的“Tinuvin326”)
在所获得的第一层(阴影区域)中含量为0.2重量%的BHT(2,6-二-叔丁基-对甲酚)
在所获得的第一层(阴影区域)中含量为0.025重量%的SG-1505(蒽醌化合物、住化COLOR株式会社制造的“BLUE SG-1505”)(着色剂)
制备中间膜和卷体:
使用挤出机挤出用于形成除阴影区域以外的第一层的组合物和用于形成第一层中的阴影区域的组合物,获得了厚度均匀的印刷前中间膜。所获得的印刷前中间膜具有宽990mm、长125m以及厚度为780μm的尺寸,且在一端与从该一端朝向另一端150mm的位置之间的区域中具有阴影区域。使用KEYENCE株式会社制造的“MD-U1000C”,在距离印刷前中间膜的一端侧20mm的位置处以及距离另一端侧20mm的位置处,UV激光印刷线宽为0.5mm的实线,形成白色的印刷部,从而制备了具备中间膜主体和印刷部的中间膜(外轮廓的形状参考图7、8)。UV照射的强度设为60%。
另外,上述印刷部为用于与夹层玻璃部件的端部进行位置对准的线条。
将所得的中间膜与实施例1相同地呈卷状地卷绕在卷芯的外周上,从而制备了卷体。
(实施例4)
除了UV激光印刷线宽为1mm的虚线而形成白色的印刷部以外,与实施例3相同地制备了中间膜和卷体。
(实施例5)
除了使用KEYENCE株式会社制造的“MD-U6000”,喷墨印刷线宽为1mm的虚线而形成蓝色的印刷部以外,与实施例3相同地制备了中间膜和卷体。
(实施例6)
除了UV激光印刷线宽为5mm的实线而形成白色的印刷部以外,与实施例3相同地制备了中间膜和卷体。
(实施例7)
除了UV激光印刷线宽为10mm的虚线而形成白色的印刷部以外,与实施例3相同地制备了中间膜和卷体。
(实施例8)
除了使用AYAHA ENGINEERING株式会社制造的“AMK-CLEAN”,在印刷前中间膜的距离一端侧30mm的位置处以及距离另一端侧20mm的位置处进行标签印刷线宽为5mm的虚线而形成黑色的印刷部以外,与实施例3相同地制备了中间膜和卷体。
(比较例1)
除未形成印刷部以外,与实施例3相同地制备了中间膜和卷体。
(实施例9)
使用挤出机挤出在实施例1中获得的用于形成层1的组合物,获得了具有厚度方向的截面形状为楔形的印刷前中间膜。所获得的印刷前中间膜具有宽(一端与另一端的距离)990mm、长125m以及平均厚度为1028μm的尺寸。
使用KEYENCE株式会社制造的“MD-U1000C”,在距离印刷前中间膜的一端侧180mm的位置处以及距离另一端侧412mm的位置处,UV激光印刷线宽为0.5mm的实线,形成白色的印刷部,从而制备了具备中间膜主体和印刷部的中间膜。UV照射的强度设为50%。
另外,上述印刷部为用于与HUD进行位置对准的线条。
所获得的中间膜在一端具有最小厚度,在另一端具有最大厚度。一端的厚度为780μm,另一端的厚度为1275μm。就所获得的中间膜而言,制备如下的中间膜(外轮廓的形状参考图6):在厚度增加的区域中,具有从一端侧朝向另一端侧厚度的增加量变小的部分,且在厚度方向的截面形状为楔形的区域中,具有从一端侧至另一端侧楔角变小的部分。将一端与另一端之间的距离设为X时,中间膜在距离一端0.3X位置处存在凸部最突出的部分。中间膜整体的楔角为0.5mrad。
将所得的中间膜与实施例1相同地呈卷状地卷绕在卷芯的外周上,从而制备了卷体。
(实施例10)
制备用于形成第一层的组合物:
配合下述成分,使用混合辊充分混炼,获得了用于形成第一层的组合物。
聚乙烯醇缩醛树脂(平均聚合度3000、羟基含有率22摩尔%、乙酰化度13摩尔%、缩醛化度65摩尔%)100重量份
三乙二醇二-2-乙基己酸酯(3GO)60重量份
在所获得的第一层中含量为0.2重量%的Tinuvin326(2-(2’-羟基-3’-叔丁基-5-甲基苯基)-5-氯苯并三唑、BASF株式会社制造的“Tinuvin326”)
在所获得的第一层中含量为0.2重量%的BHT(2,6-二-叔丁基-对甲酚)
制备用于形成第二层以及第三层的组合物:
配合下述成分,使用混合辊充分混炼,获得了用于形成第二层以及第三层的组合物。
聚乙烯醇缩醛树脂(平均聚合度1700、羟基含有率30.5摩尔%、乙酰化度1摩尔%、缩醛化度68.5摩尔%)100重量份
三乙二醇二-2-乙基己酸酯(3GO)38重量份
在所获得的第二层以及第三层中含量为0.2重量%的Tinuvin326(2-(2’-羟基-3’-叔丁基-5-甲基苯基)-5-氯苯并三唑、BASF株式会社制造的“Tinuvin326”)
在所获得的第二层以及第三层中含量为0.2重量%的BHT(2,6-二-叔丁基-对甲酚)
制备中间膜和卷体:
使用共挤出机将用于形成第一层的组合物、以及用于形成第二层、第三层的组合物进行共挤出,获得了具有厚度方向的截面形状为楔形的部分的印刷前中间膜。所获得的印刷前中间膜具有宽(一端与另一端的距离)990mm、长125m以及厚度为1028μm的尺寸。
使用KEYENCE株式会社制造的“MD-U1000C”,在距离印刷前中间膜的一端侧180mm的位置以及距离另一端352mm的位置处UV激光印刷线宽为0.5mm的实线,形成白色的印刷部,从而制备了中间膜。UV照射的强度设为60%。
另外,上述印刷部是用于进行HUD区域的位置对准的线条。
另外,所获得的中间膜在一端具有最小厚度,在另一端具有最大厚度。一端的厚度为780μm,另一端的厚度为1275μm。就所获得的中间膜而言,制备了如下的中间膜(外轮廓的形状参考图5):在厚度增加的区域中,具有从一端侧朝向另一端侧厚度的增加量变小的部分,且在厚度方向的截面形状为楔形的区域中,制备了具有从一端侧至另一端侧楔角变小的部分。将一端与另一端之间的距离设为X时,中间膜在距离一端0.3X位置处存在凸部最突出的部分。中间膜整体的楔角为0.5mrad。
将所得的中间膜与实施例1相同地呈卷状地卷绕在卷芯的外周上,从而制备了卷体。
(实施例11)
除了在距离印刷前中间膜的一端侧15mm的位置以及距离另一端侧15mm的位置处,UV激光印刷线宽为2mm的实线而形成白色的印刷部以外,与实施例10相同地制备了中间膜和卷体。另外,上述印刷部为用于与夹层玻璃的端部进行位置对准的线条。
(实施例12)
除了使用KEYENCE株式会社制造的“MK-U6000”,喷墨印刷线宽为1mm的实线而形成绿色的印刷部以外,与实施例11相同地制备了中间膜和卷体。
(实施例13)
除了在距离印刷前中间膜的一端侧35mm的位置以及距离另一端侧35mm的位置处,UV激光印刷线宽为1mm的实线而形成白色的印刷部以外,与实施例11相同地制备了中间膜和卷体。UV照射的强度设为80%。
(实施例14)
除了使用AYAHA ENGINEERING株式会社制造的“AMK-CLEAN”,在印刷前中间膜的距离一端侧10mm的位置处以及距离另一端侧10mm的位置处进行标签印刷线宽为1mm的虚线而形成红色的印刷部以外,与实施例11相同地制备了中间膜和卷体。
(比较例2)
除未形成印刷部以外,与实施例10相同地制备了中间膜和卷体。
(实施例15)
除了将中间膜的宽度等尺寸更改为表4所示内容,以及在距离印刷前中间膜的一端侧10mm的位置以及距离另一端侧10mm的位置处,UV激光印刷线宽为100mm的虚线而形成白色的印刷部以外,与实施例10相同地制备了中间膜和卷体。
(实施例16)
除了将中间膜的宽度等尺寸更改为表4所示内容、以及在距离印刷前中间膜的一端侧5mm的位置以及距离另一端侧5mm的位置处,UV激光印刷线宽为220m的虚线而形成白色的印刷部以外,与实施例10相同地制备了中间膜和卷体。
(实施例17)
除了将中间膜的宽度等尺寸更改为表4所示内容、以及在距离印刷前中间膜的一端侧5mm的位置处,UV激光印刷线宽为300mm的虚线而形成白色的印刷部以外,与实施例3相同地制备了中间膜和卷体。
(实施例18)
除了在距离印刷前中间膜的一端侧100mm的位置处UV激光印刷作为中间膜产品信息的二维码(QR码(注册商标))而形成白色的印刷部以外,与实施例1相同地制备了中间膜和卷体。
(实施例19)
除了在距离印刷前中间膜的一端侧120mm的位置处UV激光印刷作为中间膜产品信息的条形码而形成白色的印刷部以外,与实施例1相同地制备了中间膜和卷体。
(实施例20)
除了将中间膜的宽度等尺寸更改为表4所示内容、以及在距离印刷前中间膜的一端侧150mm的位置处使用Almarq株式会社制造的“LINX 7900”喷墨印刷作为中间膜产品信息的文字而形成无色(透明)的印刷部以外,与实施例10相同地制备了中间膜和卷体。另外,使用了Almarq株式会社制造的“LINX UV荧光油墨1121”作为荧光调色剂。
(实施例21)
制备用于形成第一层的组合物:
配合下述成分,使用混合辊充分混炼,获得了用于形成第一层的组合物。
聚乙烯醇缩醛树脂(平均聚合度3000、羟基含有率22摩尔%、乙酰化度13摩尔%、缩醛化度65摩尔%)100重量份
三乙二醇二-2-乙基己酸酯(3GO)60重量份
在所获得的第一层中量为0.2重量%的Tinuvin326(2-(2’-羟基-3’-叔丁基-5-甲基苯基)-5-氯苯并三唑、BASF株式会社制造的“Tinuvin326”)
在所获得的第一层中含量为0.2重量%的BHT(2,6-二-叔丁基-对甲酚)
制备用于形成除阴影区域以外的第二层以及第三层的组合物:
配合下述成分,使用混合辊充分混炼,获得了用于形成第二层以及第三层的组合物。
聚乙烯醇缩醛树脂(平均聚合度1700、羟基含有率30.5摩尔%、乙酰化度1摩尔%、缩醛化度68.5摩尔%)100重量份
三乙二醇二-2-乙基己酸酯(3GO)38重量份
在所获得的第二层以及第三层中含量为0.2重量%的Tinuvin326(2-(2’-羟基-3’-叔丁基-5-甲基苯基)-5-氯苯并三唑、BASF株式会社制造的“Tinuvin326”)
在所获得的第二层以及第三层中含量为0.2重量%的BHT(2,6-二-叔丁基-对甲酚)
制备用于形成第二层中的阴影区域的组合物:
配合下述成分,使用混合辊充分混炼,获得了用于形成第二层中的阴影区域的组合物。
聚乙烯醇缩醛树脂(平均聚合度1700、羟基含有率30.5摩尔%、乙酰化度1.0摩尔%、缩醛化度68.5摩尔%)100重量份
三乙二醇二-2-乙基己酸酯(3GO)40重量份
在所获得的第二层(阴影区域)中含量为0.2重量%的Tinuvin326(2-(2’-羟基-3’-叔丁基-5-甲基苯基)-5-氯苯并三唑、BASF株式会社制造的“Tinuvin326”)
在所获得的中间膜(阴影区域)中含量为0.2重量%的BHT(2,6-二-叔丁基-对甲酚)
在所获得的中间膜(阴影区域)中含量为0.025重量%的SG-1505(蒽醌化合物、住化COLOR株式会社制造的“BLUE SG-1505”)(着色剂)
制备中间膜和卷体:
使用挤出机挤出用于形成第一层的组合物、用于形成除阴影区域以外的第二层的组合物、用于形成第二层中的阴影区域的组合物以及用于形成第三层的组合物,获得了印刷前中间膜。所获得的印刷前中间膜具有宽(一端与另一端的距离)1016mm、长125m以及厚度为780μm的尺寸,且在一端与从该一端朝向另一端150mm的位置之间的区域中具有阴影区域。使用Almarq株式会社制造的“LINX 7900”,在距离印刷前中间膜的一端侧10mm的位置以及距离另一端侧10mm的位置处喷墨印刷线宽为5mm的实线而形成无色(透明)的印刷部,从而制备了具备中间膜主体和印刷部的中间膜(外轮廓的形状参考图7、8)。另外,使用了Almarq株式会社制造的“LINX UV荧光油墨1121”作为荧光调色剂。
将所得的中间膜与实施例1相同地呈卷状地卷绕在卷芯的外周上,从而制备了卷体。
(评价)
(1)中间膜主体与印刷部的识别性
(1-1)在荧光灯照射下的识别性
对实施例1~21中所获得的中间膜进行了如下评价。在荧光灯照射下的室内,具有1.0视力者对中间膜的具有印刷部的表面从距离该表面70cm的位置处进行目视确认时,判断是否可以识别上述中间膜主体。另外,在比较例1、2中所获得的中间膜由于未形成印刷部,因此未进行评价。
(1-2)在波长为365nm的光照射下的识别性
对使用了荧光调色剂的实施例20、21中所得的中间膜进行了如下评价。照射波长为365nm的光,具有1.0视力者对中间膜的具有印刷部的表面从距离该表面70cm的位置处进行目视确认时,判断是否可以识别上述中间膜主体。
[中间膜主体与印刷部的识别性的判定标准]
○:可以清晰地识别中间膜主体与印刷部
△:可以稍微地识别中间膜主体与印刷部
×:无法识别中间膜主体与印刷部
(2)光照射实验
(2-1)亮度
准备依据JIS R3202:2011的长300m×150mm大小且厚度为2mm的两块浮法透明玻璃(第一浮法透明玻璃以及第二浮法透明玻璃)。展开卷状的中间膜,以从TD方向(纵向)30cm以及MD方向(横向)15cm处切下,制备了光照试验用中间膜。另外,制备了光照射实验用中间膜,使得光照射实验用中间膜的表面上具有形成有上述印刷部以及未形成上述印刷部的部分。用第一浮法透明玻璃和第二浮法透明玻璃夹住光照射实验用中间膜,以使光照试验用中间膜的上述印刷部位于第一透明浮法玻璃一侧,在240℃且线性压力为98N/cm的条件下进行预压接。随后,在140℃且压力为1.3MPa的条件下进行压接,从而获得了光照试验用夹层玻璃。
从距离地板高度80cm的位置处,以相对于地板为垂直方向而与地板呈15度角地设置强光源装置(日本技术中心株式会社制造的“S-Light SA160”)。在距离强光源装置175cm位置且夹层玻璃的中央为距离地板高度为1cm位置处配置光照试验用夹层玻璃,使光照试验用夹层玻璃的面方向与强光源的照射方向相垂直并且使夹层玻璃的第一透明玻璃侧为强光源侧。从强光源向夹层玻璃照射光,视力为1.0的检察员目视确认由对应于该夹层玻璃中的中间膜的上述印刷部的区域向距离光照试验用夹层玻璃25cm的背面投影的阴影,判定是否存在阴影的亮度差异。
另外,在比较例1、2中所获得的中间膜由于未形成印刷部,因此未进行评价。
[光照射实验(亮度)的判定标准]
A:亮度无差异
B:亮度存在差异
另外,若上述判定结果为A,则具有1.0视力者从距离光照试验用夹层玻璃的上述第一透明浮法玻璃侧的表面70cm的位置处进行目视确认时,无法识别上述印刷部和中间膜主体。
(2-2)对应于印刷部的区域与对应于非印刷部的区域的平行光透射率之差
使用光照试验用夹层玻璃,依据JIS R3106:1998并按照如下步骤测量对应于印刷部的区域与对应于印刷部周围的非印刷部区域的平行光透射率。使用分光光度计(日立高新技术株式会社制造“U-4100”),使积分球仅接受透射过来的平行光,将光照试验用夹层玻璃与光轴的法线相平行地设置在光源与积分球的光路上且使使对应于印刷部的区域或对应于印刷部周围的非印刷部的区域位于距离积分球13cm位置处。在此状态下测量了分光透射率。由所获得的分光透射率计算出可见光透射率,并求出了对应于印刷部的区域的平行光透射率、以及对应于印刷部周边的非印刷部的区域的平行光透射率。求出了对应于印刷部的区域的平行光透射率与对应于印刷部周边的非印刷部区域的平行光透射率之差的绝对值。
[光照射实验(平行光透射率之差)的判定标准]
A:平行光透射率之差的绝对值在5%以下
B:平行光透射率之差的绝对值超过5%
(3)阴影区域的位置偏移
对实施例3~8、17、21以及比较例1中所获得的中间膜进行了如下阴影区域的位置偏移的评价。
制备夹层玻璃:
准备具有图8所示的夹层玻璃部件G1G的外轮廓形状的一对玻璃板(透明玻璃、510mm×910mm大小、厚度为2.0mm)。对实施例3~8、17、21以及比较例1中所获得的中间膜而言,展开卷状的中间膜,以上述印刷部为标记,将上述第一夹层玻璃部件与上述第二夹层玻璃部件贴合,将露出的部分切边,获得了层叠体。对在比较例1中所获得的中间膜而言,展开卷状的中间膜,以上述印刷部为标记,将上述第一夹层玻璃部件与上述第二夹层玻璃部件贴合,将露出的部分切边,获得了层叠体。将所得到的层叠体置于烘箱内进行预加热使玻璃板的表面温度达到50℃,随后将其转移至橡胶袋内。接下来,将橡胶袋连接到抽吸减压机上,在进行加热的同时保持在-600mmHg的减压状态下,与此同时加热18分钟使层叠体的温度(预压接温度)达到90℃,之后恢复至大气压并结束预压接,获得了经过预压接的层叠体。经过预压接的层叠体,使用高压釜在150℃且1.2MPa的压力下进行压接,从而获得了夹层玻璃。
与此相同地制备了共10块夹层玻璃。
排列10块夹层玻璃,目视确认阴影区域的前端的位置。
[阴影区域的位置偏移的判定标准]
○:未确认到阴影区域的位置偏移
×:确认存在阴影区域的位置偏移
(4)双重图像
对实施例9~16以及比较例2中所获得的中间膜进行了如下双重图像的评价。
制备夹层玻璃:
准备一对玻璃板(透明玻璃、510mm×920mm大小、厚度为2.0mm)。对实施例9~16以及比较例1中所获得的中间膜,展开卷状的中间膜,以上述印刷部为标记,将上述第一夹层玻璃部件与上述第二夹层玻璃部件贴合,将露出的部分切边,获得了层叠体。对在比较例2中所获得的中间膜,展开卷状的中间膜,以上述印刷部为标记,将上述第一夹层玻璃部件与上述第二夹层玻璃部件贴合,将露出的部分切边,获得了层叠体。将所获得的层叠体如图12所示地嵌入EPDM制造的橡胶管(框架部件)。橡胶管的宽度为15mm。随后,将嵌入橡胶管的层叠体进行预压接。对经过预压接的层叠体,使用高压釜在150℃且1.2MPa的压力下进行压接,从而获得了夹层玻璃。
与此相同地制备了共10块夹层玻璃。
将所获得的夹层玻璃设置在前挡风玻璃的位置上。使显示信息从设置于夹层玻璃的下方的显示单元反射至夹层玻璃上,在指定位置(显示对应区域的中心)处目视确认有无出现双重图像。按照以下标准判定了双重图像。
[双重图像的判定基准]
○:在所有夹层玻璃中,未确认到双重图像
×:10块中有一块确认存在双重图像
详情及其结果如下表1~4所示。另外,在表1~4中,将“用于与夹层玻璃部件的端部的位置对准的标记”或者“用于HUD的位置对准的标记”称为“位置对准用标记”。
[表1]
[表2]
图示符号说明
1,1A,1B,1C,1D,1E,1F,1G 第一层
1Aa,1Ca,1Ea 厚度方向的截面形状为矩形的部分
1Ab,1Cb,1Eb 厚度方向的截面形状为楔形的部分
1AX,1CX,1EX 着色部
1AY,1CY,1EY 非着色部
2,2B,2D,2G 第二层
3,3B,3D,3G 第三层
3X,3BX,3DX,3GX 着色部
3Y,3BY,3DY,3GY 非着色部
4,4A,4F,4G 印刷部
4a,4Aa,4Ga 实线
4b,4Ab,4Fb 虚线
4Fc 文字
11,11A,11B,11C,11D,11E,11F,11G,11-2 中间膜
11a 一端
11b 另一端
11Aa,11Ca,11Ea 厚度方向的截面形状为矩形的部分
11Ab,11Cb,11Eb 厚度方向的截面形状为楔形的部分
11X 中间膜部
21 夹层玻璃
22 第一夹层玻璃部件
23 第二夹层玻璃部件
R1 显示对应区域
R2 周围区域
R3 阴影区域
G1,G1A,G1F,G1G 夹层玻璃部件
51 卷体
61 卷芯
- 夹层玻璃用中间膜、卷状体、夹层玻璃、夹层玻璃用中间膜的制造方法、以及卷状体的制造方法
- 夹层玻璃用中间膜、卷体以及夹层玻璃的制造方法