一种斜齿轮装夹夹具
文献发布时间:2023-06-19 12:14:58
技术领域
本发明方案是一种装夹斜齿轮并且可以调整角度的夹具,利用这种夹具可以对斜齿轮在线切割设备上进行装夹切割。
背景技术
斜齿轮在机床、汽车、轮船等设备中属于比较常用且重要的工件。在使用过程中,齿轮需要承受反复的冲击和震动,因此要保证使用性能,需要具有足够的承载能力和强度。为了测得齿轮性能,利用线切割沿着齿形将其切割成两部分,对截面进行专业检测,从而测得齿轮是否满足要求。但在切割过程中,由于斜齿轮的齿和轴线是有一定角度的,所以装夹齿轮是一项难题。为了解决这个难题,本发明研发设计了一套夹具,通过这套夹具可以对齿轮按照角度装夹,并且角度可调,从而满足切割要求。
发明内容
本发明所要解决的技术问题是:提供一种斜齿轮装夹夹具,该夹具可以安装在工作台上,并且安装齿轮角度可调,很适合对斜齿轮这样的工件进行切割加工。
本发明解决该技术问题所采用的技术方案为一种可以调节角度的装夹夹具,包括两块L形铁,其中一块底座上有两通孔用于穿螺栓,实现夹具与线切割工作台连接紧固;
侧面上固定位置设置一通孔,通过螺栓与另一L形铁紧固连接,并且按照适当尺寸位置设置一扇形槽,可以保证另一L形铁在连接的同时可以在扇形槽内绕固定点转动,从而调节齿轮安装的角度。另一L形铁主平面上设置一通孔用于安装紧固斜齿轮,侧平面上设置两孔用于与固定在工作台上的L形铁连接。
上述一种斜齿轮装夹夹具装置,所述L形铁安装紧固在工作台上,厚度12mm,高度100mm,底座宽度50mm。
上述一种斜齿轮装夹夹具装置,所述L形铁主平面上通孔直径11mm,圆心距侧边10mm,距底边32mm。
上述一种斜齿轮装夹夹具装置,所述L形铁主平面上扇形槽宽度11mm,以固定通孔圆心为圆心,半径20mm,弧长31mm约为1/4圆。
上述一种斜齿轮装夹夹具装置,所述L形铁底面设置两通孔,直径11mm,用于通过螺栓螺母与线切割工作台连接。
上述一种斜齿轮装夹夹具装置,所述另一块L形铁与L形铁1紧固连接,厚度16mm,高度98mm,底面宽度40mm。
上述一种斜齿轮装夹夹具装置,所述另一块L形铁设一通孔,用于固定连接斜齿轮,直径16mm,圆心距侧边25mm,距底边60mm。
上述一种斜齿轮装夹夹具装置,所述另一块L形铁与其连接的侧面上设两个螺纹通孔,尺寸M11,底下的孔圆心距底边34mm,两孔距离20mm。
上述一种斜齿轮装夹夹具装置,所用部件是本技术领域的技术人员所熟知的,均通过公知的途径获得。所述部件的连接方法是本技术领域的技术人员所能掌握的。
与现有技术相比,本发明一种斜齿轮装夹夹具装置的有益效果是:本发明除具有可以装夹斜齿轮实现切割功能外还具有以下优点:
(1)本发明可以调整斜齿轮的安装角度,从而可以实现不同角度斜齿轮的线切割加工。
(2)本发明能够快速实现斜齿轮的装夹工作,并且快速定位切割。
(3)本发明夹具固定在工作台上,斜齿轮也固定连接在L形铁上,只需要通过调整L形铁之间在扇形槽中的连接位置就可以实现角度的调整。
附图说明
下面结合附图和实施例对本发明进一步说明。
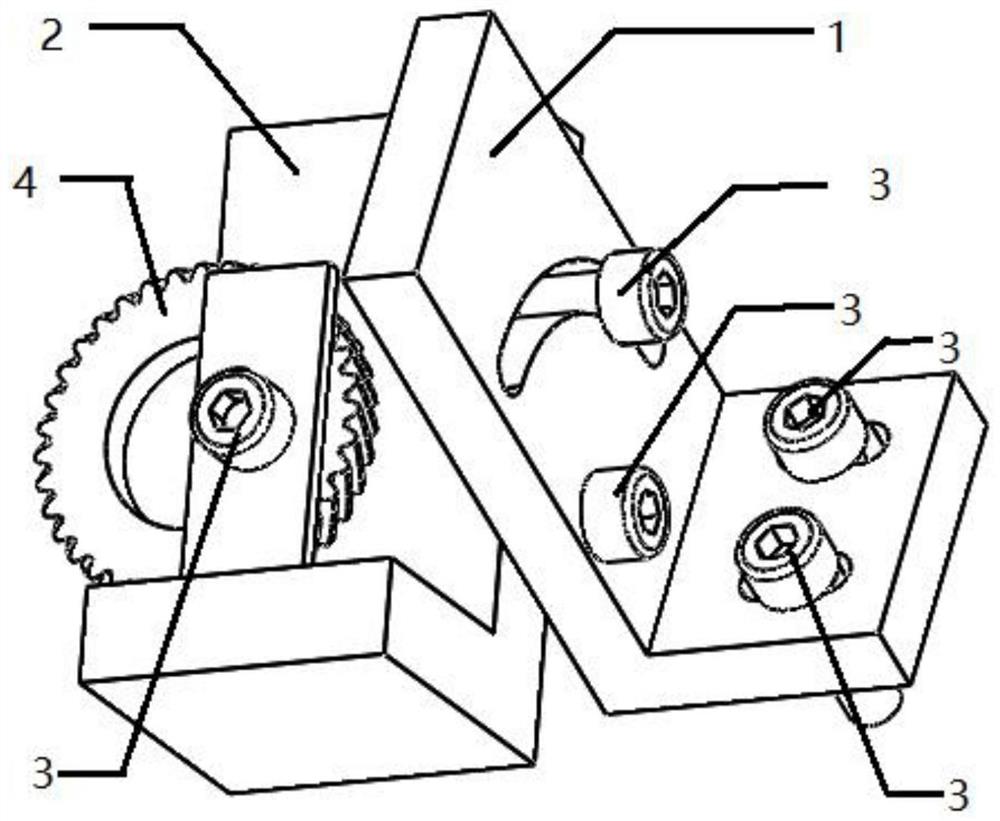
图1为本发明一种斜齿轮装夹夹具装置的结构图示意图。
图中:1.L形铁1,2.L形铁2,3.螺栓,4.垫板。
具体实施方式
图1所示实施例表明,本发明一种斜齿轮装夹夹具装置包括L形铁1、L形铁2、螺栓3、垫板4,其中L形铁1底座上设计有两个通孔,主平面上设置一个通孔和一个扇形槽;L形铁1通过底座的两个通孔利用螺栓与线切割工作台紧固连接;L形铁2上设置一通孔,在L铁侧面设置两个螺纹孔;L形铁2主平面的通孔用于紧固安装斜齿轮,侧平面上的两个螺纹孔用于与L形铁1连接,底下的螺栓孔连接是固定的,上面的孔可以通过螺栓在L形铁1的扇形槽中调整位置从而调整斜齿轮的装夹角度,使得斜齿轮的齿形与线切割进给方向平行。
实施例1
按照上述图1所示,制得一种斜齿轮装夹夹具装置,其中L形铁1安装在线切割工作台上保证垂直,厚度12mm,高度100mm,底座宽度50mm;通孔直径11mm,圆心距侧边10mm,距底边32mm;主平面上扇形槽宽度11mm,以固定通孔圆心为圆心,半径20mm,弧长31mm约为1/4圆;L形铁1底面设置两通孔,直径11mm,用于通过螺栓螺母与线切割工作台连接;L形铁2与L形铁1紧固连接,厚度16mm,高度98mm,底面宽度40mm,设一通孔,用于固定连接斜齿轮,直径16mm,圆心距侧边25mm,距底边60mm。
下面以一次使用为例。
第一步,安装本装置
本装置可以直接安装在线切割工作台上,根据需要利用两根螺栓将L形铁1与工作台紧固连接。
第二步,将需要加工的斜齿轮通过螺栓安装在L形铁2上,为了保护齿轮平面,采用一垫板。
第三步,连接L形铁1与L形铁2
通过两根螺栓将L形铁1上的通孔和扇形槽与L形铁2侧面的螺纹孔进行连接。
第四步,调整角度
根据所要切割齿轮齿形的角度,调整L形铁2上螺栓在扇形槽中的位置,从而调整安装角度,使得加工切割方向与齿形平行。
第五步,切割加工
调整好位置后,进行切割加工。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本发明的保护范围。
- 一种斜齿轮装夹夹具
- 一种刀具快速装夹夹具及其装夹工艺