刀具库
文献发布时间:2023-06-19 12:14:58
技术领域
本发明涉及一种具备以将刀具相对于刀具库运入、运出的方式构成的刀具装载站的刀具库。
背景技术
刀具的向附设在加工中心上的刀具库的运入、运出,是由作业者的手通过设置在刀具库上的开口部或者刀具运入、运出口进行,或者由记载在专利文献1中的那样的刀具的运入、运出用的拉出装置进行。
【在先技术文献】
【专利文献】
【专利文献1】日本特开2009-066695号公报
发明内容
发明所要解决的课题
在具备记载在专利文献1中的那样的以往的拉出装置的刀具库中,因为是在刀具装载站的深处的刀具库的内部的空间中从刀具座拔下刀具,并仅将刀具向跟前拉出来进行刀具的调换作业的结构,所以操作者必须进入刀具库内清扫刀具座的刀具安装孔。因此,不仅在刀具座的清扫中需要时间,而且对操作者来说成为危险的清扫作业。
本发明以解决这样的以往技术的问题为技术课题,以提供一种可容易且安全地进行刀具座的清扫的刀具库为目的。
为了解决课题的手段
为了实现上述的目的,根据本发明,提供一种刀具库,其收藏多个可装拆地安装在刀具座上的刀具,其特征在于,具备台架、刀具运送装置和刀具装载站,
该台架将多个刀具的各个与刀具座一起进行保持;该刀具运送装置在刀具库内将1个刀具与刀具座一起运送;该刀具装载站以在与刀具运送装置之间接受和给予刀具的方式构成,
刀具装载站具备滑块、座保持部件、刀具保持部件和装拆装置,该滑块是可在调换用刀具收纳位置和刀具库的外部的拉出位置之间往复移动地形成的滑块,该调换用刀具收纳位置在与刀具运送装置之间接受和给予刀具,该座保持部件设置在滑块的刀具库侧,保持刀具座,该刀具保持部件在滑块中关于座保持部件设置在刀具库的相反侧,保持安装在被保持在座保持部件上的刀具座上的刀具,该装拆装置在调换用刀具收纳位置使座保持部件和刀具保持部件接近、离开,使刀具从被保持在座保持部件上的刀具座分离,将刀具安装在被保持在座保持部件上的刀具座上。
发明的效果
根据本发明,由于可在将滑块向刀具库的外部的拉出位置拉出的状态下将刀具在滑块上从刀具座分离,所以可容易且安全地进行刀具座的清扫。
附图说明
图1是表示本发明的优选的实施方式的刀具库的示意图。
图2是刀具装载站的立体图。
图3是处于调换用刀具收纳位置的刀具装载站的立体图。
图4是处于分离位置的刀具装载站的立体图。
图5是处于拉出位置的刀具装载站的立体图。
图6是以在拉出位置将滑块组装体相对于基座组装体进行了固定的状态表示的刀具装载站的立体图。
图7是以在拉出位置将刀具与刀具保持架一起从刀具座拔下了的状态表示的刀具装载站的立体图。
图8是滑块组装体的立体图。
图9是基座组装体的立体图。
图10是表示主杠杆的转动位置的主视图。
图11是处于调换用刀具收纳位置的刀具装载站的要部后视图。
图12是处于调换用刀具收纳位置的刀具装载站的要部侧视图。
图13(a)是处于调换用刀具收纳位置的刀具保持部件的立体图,(b)是(a)的在箭头b的方向看的刀具保持部件的仰视图,是表示凸轮装置的要部的图。
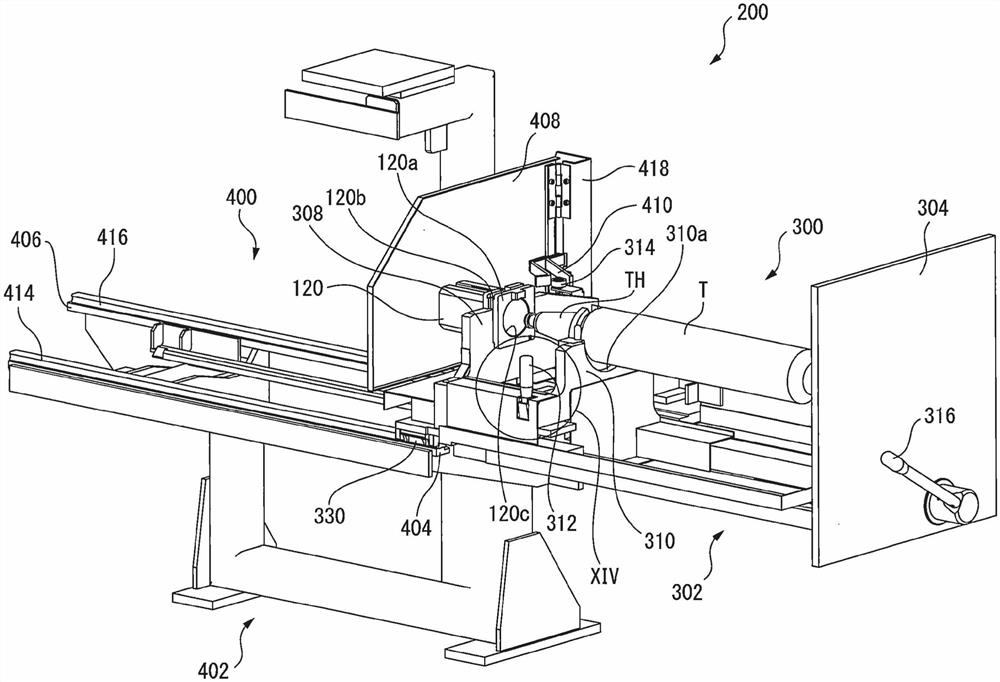
图14是图7的部分XIV的扩大立体图。
图15是表示副杠杆的部分扩大立体图
图16是说明刀具调换作业的流程图。
具体实施方式
为了实施发明的方式
以下,参照附图,说明本发明的优选的实施方式。
在图1中,本发明的优选的实施方式的刀具库100,邻接地配置在立式或者卧式加工中心的那样的机床(未图示)上,收藏了在机床中使用的立铣刀的那样的多个工件加工用的刀具。在机床和刀具库100之间配设自动刀具更换装置(未图示),由该自动刀具更换装置在机床和刀具库100之间更换刀具。
刀具库100具有直立设置在地板面104之上的多个支柱106~118和包围支柱106~118的罩102。该支柱106~118的各个以可装拆地安装多个刀具座120的方式形成。在图1中,在刀具座120上没有安装刀具,但实际上,在各刀具座120上经刀具保持架TH(参照图7)安装了1个刀具T。这样,多个支柱106~118形成了将刀具T及刀具座120排列成行列状进行保持的台架。
刀具保持架TH能做成二面约束型的刀具保持架(HSK保持架)、具有拉杆的BT柄刀具保持架的那样的刀具保持架。刀具座120具有与刀具保持架TH的锥部嵌合的锥孔120c(图7)。刀具座120具有法兰120a和形成在该法兰120a上的断面V字形的卡合槽120b(参照图2~图7)。另外,支柱(台架)106~118具有与刀具座120的卡合槽120b卡合来保持刀具座120的座把持部(未图示)。以下,将刀具T和刀具保持架TH包括在内成为刀具T。
在罩102内,配设了用于将刀具T从外部向刀具库100内运入、另外从刀具库100向外部运出的刀具装载站200。机床的操作者可由刀具装载站200将用于加工的刀具新向刀具库100内运入,将在加工中不再使用的刀具、损伤或者磨损了的刀具从刀具库100运出。
在罩102内,作为刀具运送装置还配设了滑架130。滑架130具有可装拆地保持1个刀具座120的后端部分的刀具保持装置(未图示)。另外,滑架130可由未图示的滑架驱动装置至少在铅直面(与图1的纸面平行的平面)内在Y轴及Z轴的正交的2方向移动。
虽然在图1中未图示,但刀具库100具有副臂或者转换机构。滑架130从台架106~118将1个刀具T与刀具座120一起卸下,将其向副臂位置124运送。在副臂位置124,副臂从滑架130接受刀具T及刀具座120,并将其向自动刀具更换装置的刀具更换位置(未图示)运送。另外,副臂将副臂从刀具更换位置接受的刀具T及刀具座120向副臂位置124运送,在这里,滑架130接受此刀具及刀具座120,并将其安装在台架106~118的规定位置。
进而,滑架130,通过操作者操作安装在刀具库100的罩102的侧面上的操作盘122,能将任意的刀具与刀具座120一起向刀具装载站200运送。如后面更详细地叙述的那样,滑架130将刀具座直接装拆于刀具装载站200的座保持部件308。
参照图2~图12,说明刀具装载站200。
刀具装载站200具备固定在刀具库100的地板面104上的基座组装体400和载置固定在基座组装体400之上的滑块组装体300。
基座组装体400具有固定在刀具库100的地板面104上的脚部402和固定在水平地设置在该脚部402的上端的前后一对腕部420、422之上的基座部404、406。立柱418固定在基座部40。在立柱418上,在水平方向可转动地安装了分隔罩408。在分隔罩408上,安装了由一对腕部件构成的凸轮410和辊412。另外,在基座部404、406,固定了在前后方向(在图1中是与纸面垂直的X轴方向)延伸的导轨414、416。
滑块组装体300具有可沿导轨414、416在前后方向滑动的滑块302。在滑块302的后端的下面上,安装了在导轨414、416上滑动的块(在图中,仅图示了一方的块330)。
在滑块302的前端,安装了平板状的闭盖304。在闭盖304的外表面上,作为第一杠杆可转动地安装了滑块组装体300的主杠杆316。在主杠杆316上,水平地结合了在前后方向延伸的连接棒326。在连接棒326的后端(库侧端)安装了凸轮装置340(图11~图14),凸轮装置340与主杠杆316的转动动作联动地进行工作。在本实施方式中,装拆装置包括主杠杆316、连接棒326及凸轮装置340。
在本实施方式中,主杠杆316,如图10所示,能保持在原点位置(锁定位置)316-1、非锁定位置316-2及滑块固定位置316-3的3个位置。作为一例,非锁定位置316-2能作为从原点位置316-1向逆时针方向转动90°的位置,滑块固定位置能作为从非锁定位置进一步向逆时针方向转动17°的位置。
在滑块302的后方部分的上面上,安装了座保持部件308和刀具保持部件310。座保持部件308具有收容刀具座120的法兰120a的凹部308a和设置在该凹部308a并与刀具座120的卡合槽120b嵌合的嵌合部308b。座保持部件308与刀具保持部件310相比配置在后端侧,并以相对于滑块302不移动的方式固定。另外,在座保持部件308上,安装了具有铅直旋转轴的辊314。
刀具保持部件310具有收容刀具保持架TH的法兰(未图示)的圆弧状的凹部310a和设置在该凹部310a并与刀具保持架TH的周槽(未图示)嵌合的嵌合部310b。刀具保持部件310与座保持部件308相比配置在前侧,并相对于滑块302在前后方向安装成可以滑动。在滑块302的上面上,安装了在前后方向延伸的一对轨道(仅图示了一方的轨道318(图15)),在刀具保持部件310的下面上,安装了在该一对轨道上滑动的块320(图15)。
在滑块组装体300上,作为第二杠杆设置了刀具保持部件310的副杠杆312。副杠杆312安装了由销332a可转动地连结在刀具保持部件310上的连杆部件332,在该连杆部件332上安装了指部件324。指部件324可随着副杠杆312的旋转角度与安装在滑块302的上面上的卡定部件322卡合、脱离。如果使副杠杆312向刀具T的一方转动,则指部件324从卡定部件322脱离,刀具保持部件310可在刀具T的轴线方向移动。如果操作者从副杠杆312放开手,则指部件324和卡定部件322由弹簧(未图示)的加载力在规定位置进行卡合,刀具保持部件310锁定在滑块302上。
参照图11~图14,说明在调换用刀具收纳位置使刀具T装拆于刀具座120的装拆装置的结构。构成装拆装置的主要部分的凸轮装置340,具有安装在连接棒326的后端的连杆板328;与连杆板328连结的杆342;设置在杆342的前端;沿在与刀具T的轴线正交的方向铺设的轨道344滑动的凸轮从动件保持件346;保持在凸轮从动件保持件346上的凸轮从动件348;形成与凸轮从动件348卡合的凸轮槽352,安装在刀具保持部件310的下部的凸轮板350。
在图11中,由实线表示主杠杆316处于原点位置361-1时的凸轮从动件保持件346,由双点划线表示主杠杆316处于非锁定位置316-2时的凸轮从动件保持件346。也就是说,凸轮从动件348与主杠杆316的转动动作联动地在凸轮板350的凸轮槽352的锁定位置352-1和非锁定位置352-2之间进行往复动作。由于保持凸轮从动件348的凸轮从动件保持件346只能沿轨道344进行直线运动,所以如果凸轮从动件348从凸轮槽352的锁定位置352-1向非锁定位置352-2移动,则凸轮板350和刀具保持部件310沿轨道318从座保持部件308离开。在本发明的装置中,凸轮槽352的上升量是20mm,刀具T在从座保持部件308离开了20mm时不夹紧。凸轮槽352的不夹紧位置352-2侧,在凸轮槽352的刀具T的轴线方向打开。由此形状,刀具保持部件310能在滑块302的拉出位置从座保持部件308进一步向前方移动。此时,凸轮从动件348的与凸轮槽352的卡合脱开(参照图14)。
以下,参照图2~图7及图16,说明本实施方式的刀具装载站200的作用。
首先,操作者操作用于刀具装载站200的操作盘122,使收藏在刀具库100内的多个刀具中的用于调换的刀具如图3所示向在调换用刀具收纳位置待机的座保持部件308及刀具保持部件310之处移动(步骤S10),使用于调换的刀具T及刀具座120各自保持在刀具保持部件310及座保持部件308上(步骤S12)。
在步骤S12中,在为是的情况下,操作者使主杠杆316如图4所示从原点位置316-1向非锁定位置316-2向逆时针方向转动90°(步骤S14)。由此,连杆板328旋转,滑块组装体300可相对于基座组装体400在前后方向移动,并且刀具保持部件310由凸轮装置340前进规定距离,例如20mm,从座保持部件308离开。由此,刀具T从刀具座120分离。将此时的刀具保持部件310的位置称为分离位置。在用于调换的刀具T没有向调换用刀具收纳位置移动的情况下(在步骤S12中,在为否的情况下),能以主杠杆316不转动的方式插入互锁。
接着,通过操作者将主杠杆316向跟前拉,如图5所示,滑块302一起从刀具库100向刀具库100的外部的拉出位置拉出(步骤S16)。在拉出滑块302的过程中,安装在座保持部件308上的辊314与分隔罩408的凸轮410卡合,分隔罩408向图5~图7所示的关闭位置转动。通过用于将滑块组装体300从刀具库100拉出的开口部由分隔罩408关闭,刀具调换作业中的操作者从刀具库100内部隔离,操作者可安全地进行作业。
接着,如果操作者如图6所示从非锁定位置316-2朝向滑块固定位置316-3使主杠杆316进一步向逆时针方向转动规定角度,例如17°,则将滑块302固定在基座部404、406(步骤S18)。接着,通过操作者使副杠杆312向刀具T的方向转动,副杠杆312以销332a为中心转动,指部件324从卡定部件322脱离,刀具保持部件310可相对于滑块302移动。因此,通过操作者使副杠杆312一边向刀具T的方向转动一边向前方向移动,刀具保持部件310向前方相对于滑块302相对地移动(步骤S20),将刀具T从刀具座120拔下(图7)。
接着,如果操作者从副杠杆312放开手,则指部件324由弹簧的加载力与卡定部件322卡合,将刀具保持部件310相对于滑块302锁定。在将刀具保持部件310相对于滑块302锁定后,操作者将刀具T从刀具保持部件310卸下(步骤S22)。在将刀具T从刀具保持部件310卸下了时,可对刀具座120的锥孔12c内进行清扫(步骤S24)。
操作者在从刀具保持部件310将旧刀具T卸下后,使安装了新刀具T的刀具T与刀具保持部件310的嵌合部310b嵌合,将新刀具T载置在刀具保持部件310上(步骤S26)。使副杠杆312向刀具T侧转动,将指部件324和卡定部件322的卡合解除,使刀具保持部件310向分离位置移动,使副杠杆312返回(步骤S28)。
接着,如果操作者从滑块固定位置316-3朝向非锁定位置316-2使主杠杆316向顺时针方向转动规定的角度,在本实施方式中是转动17°,则滑块302的锁定脱开(步骤S30)。这样,滑块302可在前后方向滑动。接着,通过操作者将主杠杆316向刀具库100的一方推入,滑块302全体相对于基座部404、406滑动,滑块组装体300全体收纳在刀具库100内,刀具保持部件310及座保持部件308向调换用刀具座位置移动(步骤S32)。在将滑块组装体300收纳在刀具库100内的过程中,辊314从凸轮410脱离,进而,分隔罩408的辊412与在前后方向延伸的滑块302的平坦的凸轮面334卡合,分隔罩408打开。
通过从非锁定位置316-2朝向原点位置316-1使主杠杆316进一步转动规定角度,在本实施方式中是向顺时针方向转动90°,向主杠杆316的原点位置316-1返回,刀具保持部件310向座保持部件308的一方移动规定距离,在本实施方式中是移动20mm,刀具T的锥部与刀具座120的锥孔120c嵌合。由此,刀具T被刀具座120夹紧(步骤S34)。
在主杠杆316向原点位置316-1返回后(在步骤S36在为是的情况下),操作者操作刀具装载站的操作盘122,由滑架130将该新刀具T与刀具座120一起移送并安装在与分配到新刀具T的地址对应的台架106~118的规定位置。在主杠杆316没有完全返回原点位置316-1的情况下(在步骤S36中在为否的情况下),也可以插入禁止由滑架130进行的新刀具T的移送的互锁。
符号的说明
100:刀具库
120:刀具座
122:操作盘
130:滑架
200:刀具装载站
300:滑块组装体
304:闭盖
308:座保持部件
310:刀具保持部件
312:副杠杆
316:主杠杆
326:连接棒
328:连杆板
340:凸轮装置
400:基座组装体
408:分隔罩。
- 用于在机床上更换和插入刀具或提供刀具的系统、以及刀具库和具有一刀具更换系统或刀具库的机床
- 一种能够切换刀具并保存刀具的刀具库